提高聚氨酯復(fù)合模沖切合格率的研究
2023-10-07 03:39:38王珍周璞
模具工業(yè) 2023年9期
王珍, 周璞
(中航西安飛機(jī)工業(yè)集團(tuán)股份有限公司, 陜西 西安 710089)
0 引 言
機(jī)械加工中存在部分超薄且質(zhì)軟的材料,在使用傳統(tǒng)鋼制模具加工時(shí),由于零件材料超薄,要求凸模與凹模的間隙必須足夠小,甚至接近無(wú)間隙沖裁,對(duì)模具設(shè)計(jì)與制造精度的要求均比較高。一種新型的高分子彈性材料——聚氨酯,因其較高的強(qiáng)度和優(yōu)秀的耐磨性可承受凸模無(wú)數(shù)次的反復(fù)沖裁,還有良好的流動(dòng)性可以解決無(wú)間隙沖裁的沖壓工藝需求。聚氨酯模具已在沖壓工藝中得到了廣泛應(yīng)用,但是在沖壓過(guò)程中仍存在無(wú)法正常落料的現(xiàn)象,即零件與原材料無(wú)法正常分離。
聚氨酯復(fù)合模使用聚氨酯代替了傳統(tǒng)鋼制凹模,由于聚氨酯的高強(qiáng)度與不可壓縮性,當(dāng)聚氨酯受到凸模擠壓后,不可壓縮的聚氨酯流入壓套與凹模縫隙內(nèi),將材料在刃口處充分?jǐn)D壓,達(dá)到剪切效果。此種工藝方法理論上屬于無(wú)間隙沖裁,不存在零件與原材料無(wú)法正常分離、毛刺高等現(xiàn)象,但在實(shí)際沖壓過(guò)程中毛刺高、無(wú)法落料現(xiàn)象層出不窮。以下通過(guò)對(duì)聚氨酯模具結(jié)構(gòu)、下料過(guò)程、模具設(shè)計(jì)及制造等方面進(jìn)行分析探究,解決聚氨酯模具沖壓過(guò)程中無(wú)法落料的問(wèn)題。
1 聚氨酯模具結(jié)構(gòu)與沖裁原理
1.1 聚氨酯模具與傳統(tǒng)模具的區(qū)別
結(jié)構(gòu)方面聚氨酯模具與傳統(tǒng)模具相比增加了壓套、使用聚氨酯代替?zhèn)鹘y(tǒng)鋼制凹模。壓套的作用是聚氨酯受到凸模擠壓時(shí)利用其良好的流動(dòng)性,可被擠壓到壓套倒角的縫隙內(nèi)(以下簡(jiǎn)稱擠入深度),利用其較高的硬度將原材料擠壓到凸模刃口使材料得到充分的擠壓,達(dá)到剪切效果,如圖1所示。
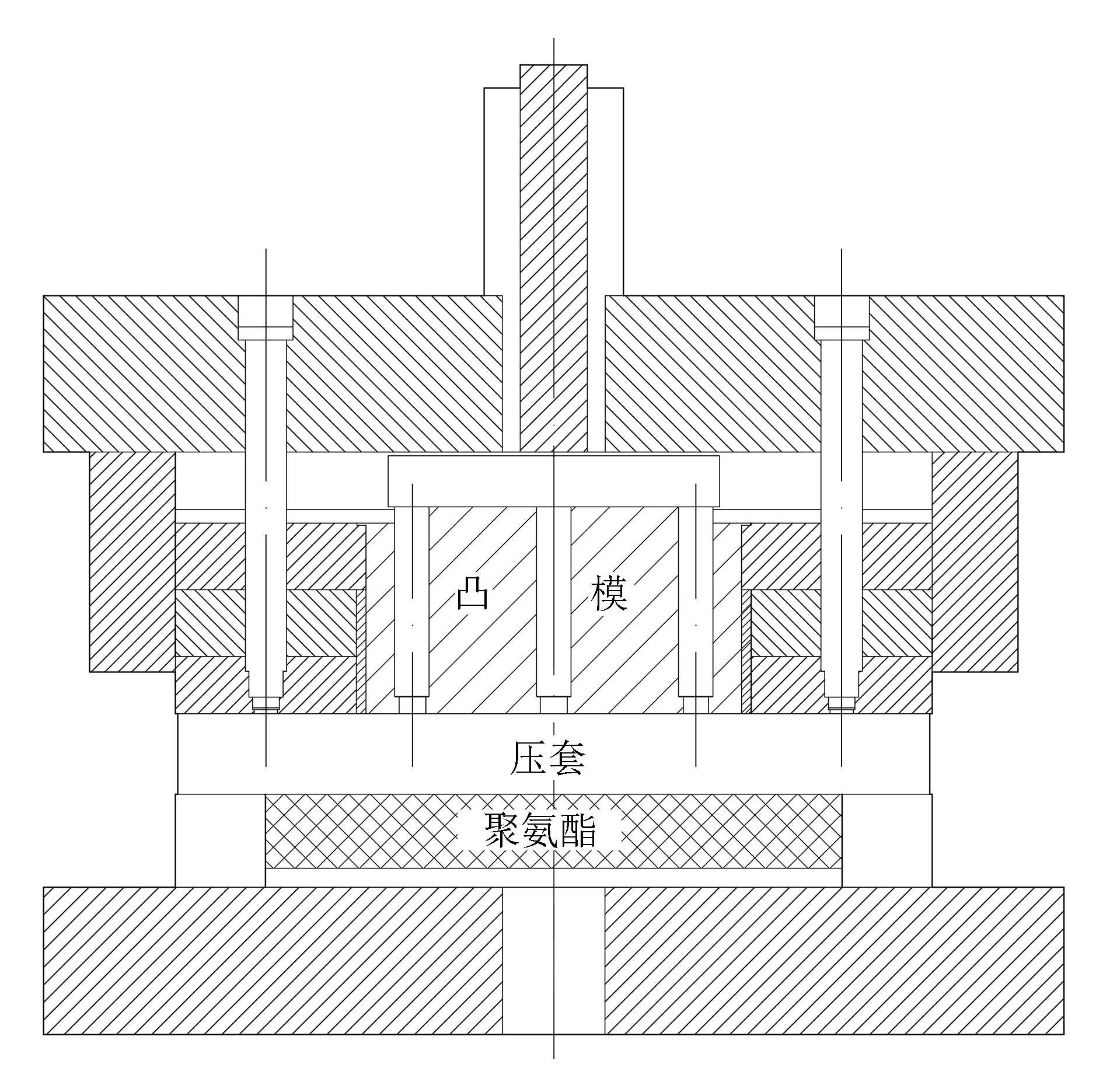
圖1 聚氨酯模具結(jié)構(gòu)
物理特性方面聚氨酯具有不可壓縮性和較高的硬度,受壓后聚氨酯便向擠入深度內(nèi)流動(dòng),產(chǎn)生壓力而進(jìn)行沖切。
1.2 聚氨酯下料過(guò)程
聚氨酯下料過(guò)程:首先是凸模與壓套同時(shí)下行,因凸模與壓套存在間隙,故凸模先對(duì)原材料壓緊,壓套起到拉平原材料及擠壓聚氨酯的作用。此時(shí)聚氨酯處于封閉狀態(tài),聚氨酯開(kāi)始受壓,材料的搭邊被壓套固定在容框的上平面,聚氨酯由于不可壓縮的性能,受壓后便往容框型腔和凸模的擠入深度內(nèi)流動(dòng),產(chǎn)生壓力,材料分離,如圖2所示。
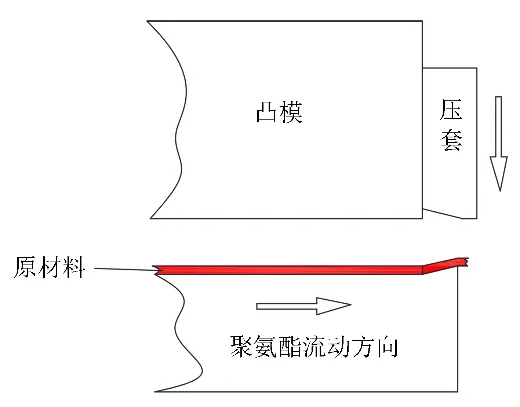
圖2 下料原理
2 模具設(shè)計(jì)原理
聚氨酯模具與傳統(tǒng)模具相比在凸模增加了壓套,使用聚氨酯代替?zhèn)鹘y(tǒng)鋼制凹模,使用容框?qū)⒕郯滨ス潭ㄔ谌菘騼?nèi),利用聚氨酯的不可壓縮性進(jìn)行零件沖裁。以下將從沖裁力設(shè)定、沖裁影響因素分析、壓套設(shè)計(jì)、容框設(shè)計(jì)、聚氨酯選擇、凸模與凹模配合6個(gè)方面進(jìn)行分析。
2.1 沖裁力設(shè)定
聚氨酯橡膠沖裁原理:容框內(nèi)的聚氨酯橡膠受壓時(shí)能像液體一樣流動(dòng),因此根據(jù)帕斯頓原理和壓強(qiáng)公式:沖裁力P=qF,其中,q表示壓強(qiáng)或單位壓力,即聚氨酯沖裁所需單位壓力,MPa;F表示壓力的作用面積,即容框內(nèi)聚氨酯橡膠模墊的水平面積,mm2。
原材料分離所需沖裁力:P=Ltτ,其中,L表示沖裁周邊長(zhǎng)度,mm;t表示沖裁板料厚度,mm,τ表示材料的抗剪強(qiáng)度,Pa,鋼材的抗剪強(qiáng)度τ=(0.7~0.9)σb,其中,σb表示材料的抗拉強(qiáng)度。
2個(gè)沖裁力相等的情況下,材料才可以分離,即qF=Ltτ,故q=Lτt/F。
沖孔:q=4τt/d,其中,d表示直徑,mm。
沖裁帶凸圓角和凹圓角:q=2Rtσb/H(2R±H)。
沖直線段:q≈tσb/H,當(dāng)圓角R趨向無(wú)限大時(shí)即為直線,因聚氨酯橡膠擠入深度H一般都較小(1~2 mm),可將公式中(2R±H)H約去不計(jì)。
2.2 沖裁影響因素
依據(jù)沖裁力計(jì)算可得出:除沖孔外,外形沖切材料的分離均與聚氨酯墊擠入深度H有關(guān)。
(1)沖孔時(shí)與零件上孔的大小和形狀有關(guān)。沖孔直徑d越小,所需單位壓力q越大;沖裁外形時(shí)與零件外形的復(fù)雜程度有關(guān)。
(2)沖裁帶凸圓角所需q較沖裁帶凹圓角所需q小,寬度越小所需的單位壓力q越大,所以沖裁窄條難度大。
(3)沖直線時(shí)聚氨酯墊擠入深度H。
聚氨酯墊的擠入深度H和擠入寬度D與沖裁材料的相對(duì)伸長(zhǎng)率(%)和原材料的搭邊余量有關(guān)。因此,經(jīng)過(guò)分析發(fā)現(xiàn)造成模具沖裁力不足的原因?yàn)榫郯滨|的直徑過(guò)小、壓套過(guò)小、固定原材料時(shí)搭邊余量過(guò)小等。除此之外,可能造成模具沖裁力不足的原因是聚氨酯墊的硬度不能達(dá)到設(shè)計(jì)所給的沖裁性能要求。
2.3 容框設(shè)計(jì)
容框的作用是使聚氨酯受上模擠壓時(shí)產(chǎn)生較大且均勻的單位壓力。將聚氨酯放置在容框內(nèi),容框需要承受聚氨酯受壓后產(chǎn)生的壓力,因此容框要有足夠的強(qiáng)度,防止聚氨酯受力流動(dòng)產(chǎn)生裂紋,并獲得較好的剪切效果,保證整個(gè)沖壓過(guò)程的安全性。常規(guī)容框材料選擇普通碳素45鋼,熱處理硬度為28~32 HRC。
容框尺寸計(jì)算公式:D容框=D凸模+2Z,其中,Z為容框與凸模間的單面間隙,當(dāng)材料厚度為0.05 mm時(shí),Z=1.5 mm。
D容框=D凸模+3 mm,因壓套內(nèi)部設(shè)計(jì)的倒角尺寸為2 mm,得出容框尺寸應(yīng)在凸模外徑基礎(chǔ)上增大至5 mm。
2.4 壓套設(shè)計(jì)
依據(jù)沖裁力計(jì)算q=2Rtσb/H(2R±H),該零件最大圓弧處約R8 mm,經(jīng)查詢手冊(cè),原材料抗拉強(qiáng)度σb=540 MPa,材料厚度t=0.05 mm,q≈7.5 N(q不允許超過(guò)聚氨酯壓縮量30%,厚度為25 mm),得出H=1.95 mm,利用H=2tanα,故α=45°,如圖3所示。
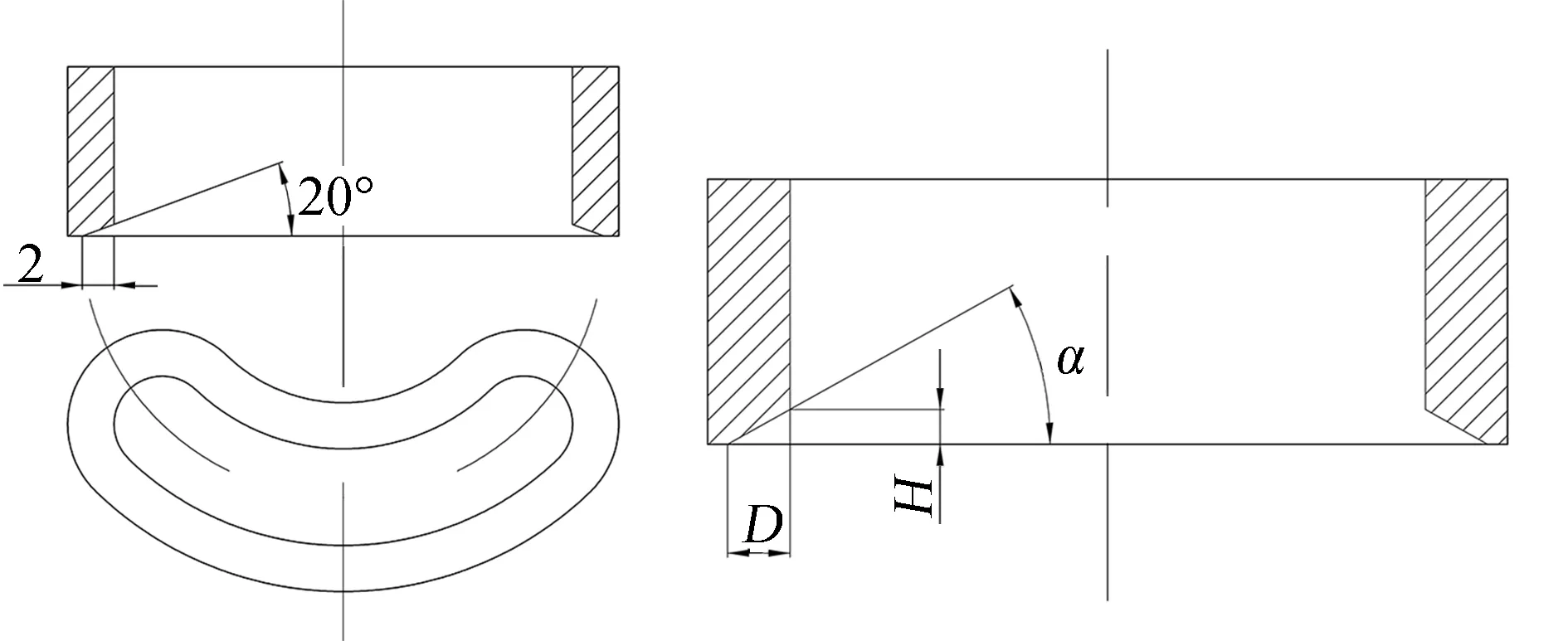
圖3 壓套尺寸
依據(jù)容框設(shè)計(jì),容框尺寸應(yīng)在凸模外徑基礎(chǔ)上增大5 mm,因此考慮壓套需要留0.5 mm的寬度用來(lái)拉平原材料,則聚氨酯墊擠入寬度D為4.5 mm。
2.5 聚氨酯墊厚度
對(duì)超薄不銹鋼材料進(jìn)行外形及內(nèi)孔的沖裁是研究難點(diǎn),聚氨酯作為一種新型材料用于沖裁零件,更適合沖裁塑性差、強(qiáng)度小的原材料。因?yàn)榫郯滨ゾ哂休^高的塑性、韌性與機(jī)械強(qiáng)度,但要對(duì)超薄且韌性強(qiáng)的材料進(jìn)行無(wú)間隙沖裁,在復(fù)合模中除了選擇更高硬度的聚氨酯,對(duì)聚氨酯墊厚度也有一定的要求,常規(guī)聚氨酯復(fù)合模對(duì)聚氨酯墊厚度要求為25 mm。
2.6 壓套與凸模的配合關(guān)系
在聚氨酯模具沖裁過(guò)程中,壓套的作用很關(guān)鍵。沖裁過(guò)程中,凸模首先對(duì)原材料進(jìn)行壓緊,壓套拉平原材料并擠壓聚氨酯,使聚氨酯流入壓套與凸模間隙中,使零件與廢料分離。因此凸模與壓套必須存在一定間隙,常規(guī)推薦間隙為0.5 mm。
3 影響“吊料”的因素和優(yōu)化措施
“吊料”即沖裁過(guò)程中廢料與零件無(wú)法完全分離的一種現(xiàn)象。通過(guò)以上分析并結(jié)合聚氨酯模具沖裁原理、結(jié)構(gòu)設(shè)計(jì)、受力情況,從人員、設(shè)備、材料、設(shè)計(jì)4個(gè)方面分析初步判斷模具無(wú)法落料可能與聚氨酯墊的擠入深度、擠入寬度及聚氨酯材料的選擇三大因素有關(guān),以下將對(duì)可能產(chǎn)生的因素進(jìn)行優(yōu)化并試驗(yàn)驗(yàn)證。
3.1 聚氨酯墊的擠入深度
擠入深度是壓套與凸模刃口邊緣的縫隙,聚氨酯墊在受到凸模擠壓時(shí)流動(dòng)到壓套倒角縫隙里,將材料在刃口處充分?jǐn)D壓,達(dá)到剪切效果。擠入深度不足,縫隙過(guò)小致使聚氨酯無(wú)法流入,沖剪效果減小,因此需要適當(dāng)增大擠入深度。將壓套結(jié)構(gòu)的倒角角度α改為45°,通過(guò)試驗(yàn)驗(yàn)證,“吊料”現(xiàn)象仍未解決。因此可以判斷聚氨酯沖裁過(guò)程中的“吊料”現(xiàn)象與聚氨酯墊的擠入深度無(wú)關(guān)。
3.2 聚氨酯墊的擠入寬度
由于模具制造存在誤差,各組件之間都有縫隙,現(xiàn)有模具壓套較薄,致使原材料在刃口以外部分接近于光滑過(guò)渡,減弱水平方向的固定作用。因此適當(dāng)增大壓套寬度,使原材料在沖壓時(shí),對(duì)凸模外圈材料進(jìn)行有效彎曲,增大材料在水平方向所承受的拉力,提高沖切效果。
壓套與聚氨酯接觸面積過(guò)小會(huì)導(dǎo)致原材料搭邊余量不足,原有壓套寬度為2.5 mm,除去壓角要求寬度2 mm,故壓套與聚氨酯墊接觸寬度為0.5 mm。將容框尺寸在凸模外徑的基礎(chǔ)上增大至5 mm,同時(shí)考慮壓套需要留0.5 mm的寬度用來(lái)拉平原材料,則聚氨酯墊擠入寬度D為4.5 mm。通過(guò)試驗(yàn)驗(yàn)證,解決了聚氨酯的“吊料”現(xiàn)象。
3.3 聚氨酯選材
因聚氨酯具有良好的流動(dòng)性和較寬的硬度區(qū)間,如果硬度太低使其柔韌性增高,則材料在水平方向無(wú)法進(jìn)行有效固定,垂直方向無(wú)法進(jìn)行沖切。因此常規(guī)聚氨酯復(fù)合模對(duì)聚氨酯的硬度要求為邵氏硬度95HA,如果聚氨酯硬度過(guò)低,則無(wú)法產(chǎn)生足夠的沖裁力,在沖裁過(guò)程中產(chǎn)生“吊料”現(xiàn)象。
目前所使用聚氨酯經(jīng)過(guò)硬度試驗(yàn)滿足所使用模具的要求,同時(shí)使用不同硬度、不同材質(zhì)聚氨酯進(jìn)行試驗(yàn)分析,得出模具出現(xiàn)“吊料”現(xiàn)象與聚氨酯選材無(wú)關(guān)的結(jié)論。
4 結(jié)束語(yǔ)
通過(guò)對(duì)現(xiàn)有聚氨酯復(fù)合模中壓套結(jié)構(gòu)、容框尺寸及聚氨酯墊尺寸的優(yōu)化,改變了模具沖壓過(guò)程中原材料的受力情況。經(jīng)試驗(yàn)驗(yàn)證,聚氨酯復(fù)合模的一次沖壓合格率達(dá)到100%,并能持續(xù)沖壓300余件合格零件,從根本上解決了聚氨酯模具沖壓過(guò)程中的“吊料”現(xiàn)象。