汽車發電機轉子漆包線斷裂原因分析和預防
2023-09-19 13:42:49劉昌祿
汽車電器 2023年9期

【摘? 要】汽車發電機是汽車上的一個重要部件,而漆包線是該部件的重要組成部件,在實際工作中,車輛運行一段時間后時有發電機轉子漆包線斷裂現象發生。本文結合對失效產品的解剖、分析、改進,為汽車發電機轉子漆包線斷裂原因的分析和預防提供參考。
【關鍵詞】汽車發電機;發電機轉子;漆包線
中圖分類號:U463.63? ? 文獻標志碼:B? ? 文章編號:1003-8639( 2023 )09-0100-03
Analysis and Prevention of the Rupture of the Enamelled Wire for Automobile Generator Rotors
LIU Changlu
(Shanghai Chengbang Automotive Parts Manufacturing Co.,Ltd.,Shanghai 201800,China)
【Abstract】The automobile generator is an important component in automobiles,and the enameled wire is an important component of this component. In practical work,the enameled wire of the generator rotor may break after a period of vehicle operation. This article combines the dissection,analysis,and improvement of failed products to provide reference for the analysis and prevention of the causes of enamel wire breakage in automotive generator rotors.
【Key words】automotive generator;generator rotor;enameled wire
作者簡介
劉昌祿(1965—),男,總工程師,研究方向為汽車發電機。
1? 前言
汽車發電機(簡稱:發電機,下同)為行駛過程中的汽車電器供電,如為照明、空調等提供電力。汽車在行駛過程中,特別是在高速公路的行駛中,發電機的轉速達6000r/min,這就要求發電機轉子中的漆包線線圈(簡稱:繞組,下同)能正常工作,漆包圓繞組線(簡稱:漆包線,下同)不甩斷,但當漆包線斷裂后,發電機就不能進行激磁,不能發電,造成汽車無法正常工作和行駛。
在實際工作中,往往有些車輛運行一段時間后,時有發電機轉子漆包線斷裂現象發生,針對這種問題,結合本人在上海從事汽車發電機的設計、制造多年的經歷,并經過多年對發電機轉子漆包線斷裂問題的了解、分析,結合對失效產品的解剖、分析、改進,總結為發電機轉子的繞組繞制存在的問題、轉子爪極與繞組之間存在的問題、爪極孔徑與軸外徑配合問題、浸漆中存在的問題、漆包線的品質問題、生產過程的操作或工藝問題等。
2? 發電機轉子的繞組繞制存在的問題
國內除給主機廠配套的發電機生產廠家外,大部分廠家生產品種多,單品種的數量不多,為了便于更換產品,發電機繞組的生產自動化程度普遍不高,主要依靠操作工對繞線機的掌控,如圖1所示,當操作工的熟練程度高、心情好的時候,漆包線與尼龍骨架貼合度就好,漆包線的松緊程度就合適。如果是新進員工或熟練員工心情不好的時候,在發電機繞組的生產過程中,對操作要領把握不到位,漆包線與尼龍骨架貼合度就松散或過緊。①如果松散,轉子高速旋轉時,繞組與尼龍骨架會有相對運動,會造成漆包線斷裂;②如果過緊,漆包線存在較大的張緊力,當車輛運行過程中,產生的振動,使得張緊力達到一定的程度時,漆包線容易斷裂。
要解決發電機轉子的繞組繞制中存在的問題,必須提高繞線機的自動化程度,減少對操作工的依賴。加強操作人員的操作技能的培訓,懂得操作要領,提高熟練程度。操作工的直接負責人要關心、了解員工的情況,避免帶情緒來工作。
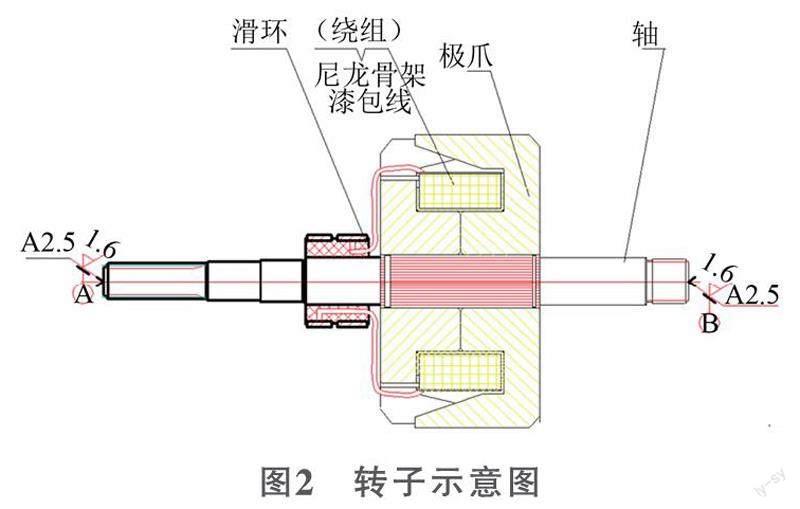
3? 轉子爪極與繞組之間存在的問題
通過轉子軸把爪極和繞組固定在一起的,如圖2所示。
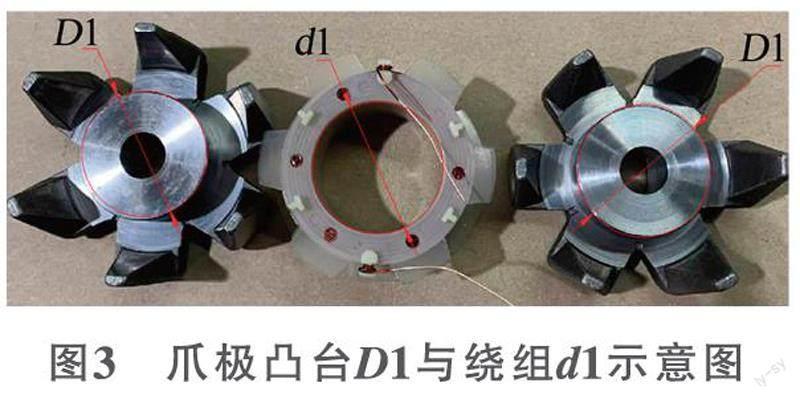
爪極凸臺(磁軛)直徑D1與繞組中尼龍骨架內孔直徑d1要合理,如圖3所示,滿足0.05mm≤d1-D1≤0.1mm是合理的,不容易造成失效。當d1-D1<0.05mm時,雖然理論上很好,但把繞組套入爪極凸臺有困難,直接影響工作效率;當d1-D1>0.1mm時,發電機在運行過程中,增加繞組在爪極凸臺上產生轉動的風險,這樣轉子就容易斷線,使得發電機失效。
爪極凸臺(磁軛)高度H1與繞組中尼龍骨架厚度H2同樣要合理配合,如圖4所示,一般滿足0.25mm≤H2-2×H1≤0.4mm(2個爪極套住一個繞組)是合理的,因為需要由2個爪極把繞組夾住,使得發電機轉子在高速旋轉時,繞組不會松動。但當H2-2×H1<0.25mm時,發電機轉子在高速旋轉時,2個爪極夾不住繞組,造成轉子斷線,使得發電機失效;當H2-2×H1>0.4mm時,2個爪極容易把繞組中的漆包線夾變形,破壞漆包線的漆膜,造成線圈之間短路,使得轉子失效。
由于爪極與繞組尺寸配合很關鍵,在加工和裝配過程中必須高度重視,避免加工失誤,造成整臺發電機的失效。
4? 爪極孔徑與軸外徑配合問題
早期的發電機,通過軸與爪極孔之間較大的過盈量配合,確保轉子在高速轉動時,軸與爪極之間不會松動,但缺點是生產過程中,轉子軸很容易變形,為了不影響發電機性能,必須把變形狀態校調過來,在校調過程中又容易使得軸與爪極、爪極與繞組松動。為了解決這些問題,現在一般是在轉子軸上增加縮口槽,同時減小軸與爪極孔之間配合的過盈量,如圖5所示。
當轉子軸上增加了縮口槽后,爪極內孔d2與轉子軸外徑D2配合的過盈量可以大大減小,即0.06mm≤D2-d2≤0.12mm,在轉子軸壓入爪極后,再用12000kg的壓力對爪極縮口,這樣兩道工序結束后,軸、爪極、繞組緊緊地結合到一起了,這時軸一般不變形,即便變形,也在允許范圍內,不需要校調,繞組中的漆包線處不會松動,減少了漆包線斷裂的風險。
5? 浸漆中存在的問題
為了增加漆包線與其它零件之間的絕緣性和降低漆包線的松動,轉子需要進行浸漆,以提高絕緣性和固定繞組中的漆包線;汽車發電機常規使用的是H級(耐溫180℃及以上)環氧樹脂絕緣漆,這種絕緣漆是雙組份共同配合使用,雙組份調好后,當環境溫度為23℃上時,需要在4h內使用完,效果最佳。
環氧樹脂絕緣漆需要在160℃的絕高溫烘烤2h左右,但有些單位的員工是記件進行核算工資的,為了多出產量,會私自縮短烘烤時間,特別是晚上管理人員下班后,這樣絕緣漆的性能就降低,達不到要求,造成發電機工作一段時間后,絕緣漆失效,漆包線松動,造成斷線。杜絕這種現象就需要對員工加強管理,提高品質意識,也可以安裝視頻監控進行震懾。
當浸漆設備在運行過程中出現故障,不能在規定的時間內把配好的雙組份絕緣漆用完,有些單位領導為了不浪費,要求操作人員繼續使用已經失效的絕緣漆,這樣使得浸出來的轉子效果很不好,可能會使得繞組上的漆包線無法有效固定,造成松動,在高速旋轉時漆包線容易斷裂。
6? 漆包線的品質問題
國內漆包線的生產廠家很多,所生產出來的漆包線品質相差還是比較大的,而大部分汽車發電機廠家不具備檢測漆包線品質的能力,所以選擇符合要求的廠家非常重要,當選到品質不好的漆包線廠家所生產的漆包線,繞組與滑環連接處的漆包線多扭轉幾下,就產生裂紋,在發電機工作狀態下,容易失效斷裂。
解決方案如下。采購漆包線時,要求漆包線廠家按中華人民共和國國家標準《漆包圓繞組線第5部分:180級聚酯亞胺漆包銅圓線》GB/T 6109.5—2008/IEC 60317-8:1997規定的要求供貨,并隨貨附《漆包銅線檢驗報告》,并不定期將來貨送到有資質的第三方進行檢驗、復核,以震懾漆包線生產廠家保質保量供貨,不敢作弊。如常用在12V發電機轉子上的QZY-2/180 0.800mm及QZY-2/180 0.750mm漆包線和24V發電機轉子上的QZY-2/180 0.650mm及QZY-2/180 0.590mm漆包線要求符合表1技術要求。
7? 生產過程的操作或工藝問題
1)轉子生產過程中,繞組引線要與滑環進行連接,通過刮漆機把引線的漆膜去除(也有用強酸去除漆膜,這樣不安全,現在大部廠家不采用了),這要求操作人員操作熟練而且專心。操作不到位時,容易造成漆膜去除不干凈,需要二次去除漆膜,使得引線變細或受傷,增加斷線的風險。把漆膜去除,同時引線的銅線也會被去除一部分,使得引線變細或受傷,同樣增加斷線的風險。
2)在裝配轉子的過程中,為了讓繞組引線固定在尼龍骨架的接線柱上而不松動,一般會用專用強力膠(如耐高溫水泥膠或耐高溫A、B膠等),點滴在接好線的尼龍骨架的接線柱上,如圖6所示。要求配好的專用強力膠在有效時間內用完,并進行高溫烘烤,使其固化,否則,專用強力膠會失效,轉子在高速旋轉時,在離心力的作用下,專用強力膠附著力小于離心力而脫落,使得拉斷引線。點滴在接線柱上的專用強力膠大概用量為1g/處,當點滴的量過多,轉子在高速旋轉時也容易因為專用強力膠離心力過大而脫落,造成拉斷引線的發生。
8? 結束語
汽車發電機轉子斷線的原因,主要是由以上問題造成的。把握好以上問題,斷線的概率就會大大減少。
參考資料:
[1] QC/T729—2005,汽車用交流發電機技術條件[S].
[2] GB/T6109.5—2008,漆包圓繞組線第5部分:180級聚酯亞胺漆包銅圓線(IEC 60317.8:1997,IDT)[S].
(編輯? 楊凱麟)