電廠鍋爐管道焊接現(xiàn)狀及對策研究
2023-09-11 01:09:58山東工業(yè)設(shè)備安裝集團(tuán)有限公司丁玉魯
電力設(shè)備管理 2023年15期
山東工業(yè)設(shè)備安裝集團(tuán)有限公司 丁玉魯
1 項目概況
1.1 電廠鍋爐設(shè)備情況
某鍋爐為直流鍋爐,單爐膛、固態(tài)排渣、自然循環(huán)運行。斷面尺寸22.10 m×15.53 m,鍋身為方形鋼,緊身封閉,最大連續(xù)蒸發(fā)量為每小時1026t,工作過程中煙氣主要分兩路:一路經(jīng)前面煙道中的低溫再熱器、省煤器,另一路流經(jīng)后面煙道中的過熱器、省煤器,兩路煙氣混合之后進(jìn)入選擇性催化還原系統(tǒng),最終流入鍋爐的空氣預(yù)熱器[1]。不同工況下,鍋爐主要設(shè)計參數(shù)詳見表1。
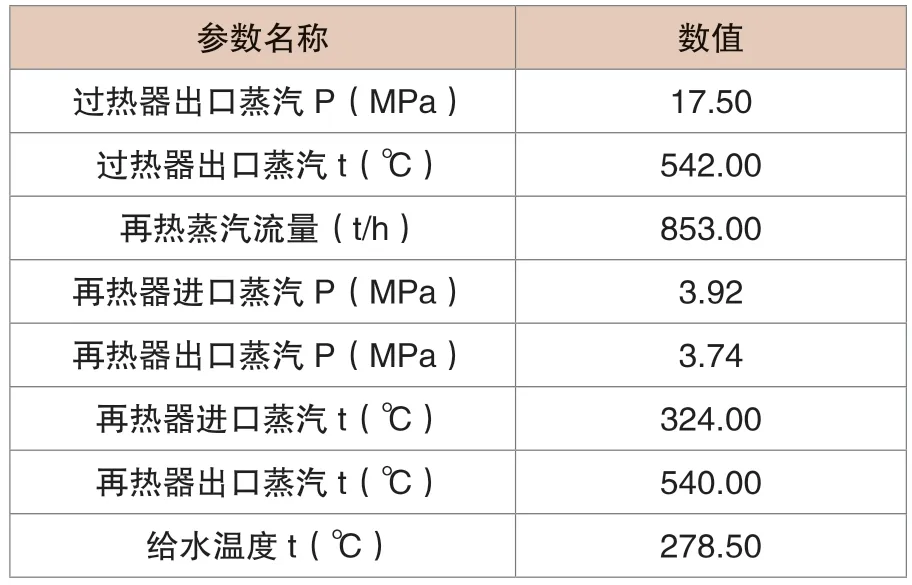
表1 鍋爐主要設(shè)計參數(shù)
1.2 電廠鍋爐管道焊縫無損檢測的相關(guān)標(biāo)準(zhǔn)
根據(jù)國家相關(guān)部門發(fā)布的《蒸汽鍋爐安全技術(shù)監(jiān)察規(guī)程》中相關(guān)要求:鍋爐管子、管件的環(huán)焊縫的外直徑>159mm, 或壁厚≥20mm 時, 管道焊縫應(yīng)全方位進(jìn)行探傷。2004年發(fā)布的《火力發(fā)電廠焊接技術(shù)規(guī)程》中也有:當(dāng)鍋爐管道外徑>159mm 或壁厚≥20mm,且工作P >9.8MPa 的鍋爐管道及管件進(jìn)行100%的超聲波探傷。
2 電廠鍋爐管道焊接中存在的問題
該單爐膛鍋爐的建設(shè)結(jié)構(gòu)中部分管道的附件為三通式,且采用的焊接方式來進(jìn)行固定,直接導(dǎo)致焊縫緊挨著三通管件的根部,加之各個管道焊接處壁厚數(shù)值的差異,故在每個管道焊縫處凸臺現(xiàn)象明顯,因此對管道的正常使用造成一定程度的影響。本文總結(jié)出8道常見的焊縫,其相關(guān)技術(shù)參數(shù)詳見表2,管道焊縫實物圖如圖1~8所示。由圖可知,1圖中焊縫的凸臺最小,而其他圖中考慮到凸臺和管道焊縫位置較近,造成無損探傷無法進(jìn)行[2]。隨著國內(nèi)的火電廠建設(shè)范圍的擴(kuò)大,鍋爐數(shù)量迅速增加。電廠發(fā)電采用的鍋爐不僅體積龐大,生產(chǎn)周期持續(xù)時間也比較久,所以鍋爐生產(chǎn)廠商無法在較短的工期內(nèi)對設(shè)備進(jìn)行調(diào)整及修改。

圖1 焊縫GL1
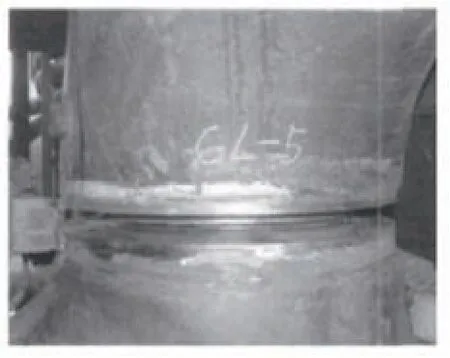
圖2 焊縫GL5
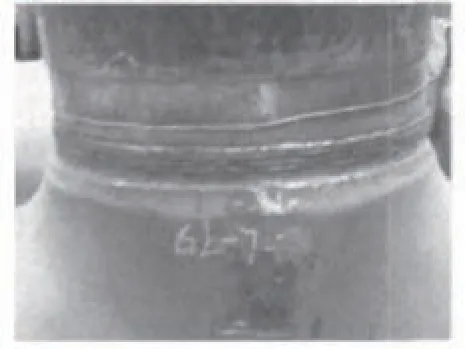
圖3 焊縫GL7
圖4 焊縫GL9

圖5 焊縫GL18

圖6 焊縫GL22

圖7 焊縫GL23
圖8 焊縫GL27

表2 管道焊接相關(guān)量
此外,火電廠鍋爐管道在安裝焊接過程中,焊接設(shè)備及焊接工具的使用未能嚴(yán)格按流程進(jìn)行操作,作業(yè)人員經(jīng)驗不足,技術(shù)水平不一,未充分掌握焊接工作要點,對焊縫的質(zhì)量也未能做到有效把控,導(dǎo)致鍋爐管道部分焊縫質(zhì)量工作未能達(dá)標(biāo),對鍋爐安全運行造成安全隱患,嚴(yán)重拖延了生產(chǎn)進(jìn)度,降低了工作效率。最后,電廠鍋爐管道焊接工作未建立統(tǒng)一集中管理制度,且相關(guān)技術(shù)質(zhì)量標(biāo)準(zhǔn)不完善,造成管道實際焊接固定及使用維護(hù)工作中缺乏制度支撐,約束力較弱,無法從制度上保障鍋爐的運行質(zhì)量。
3 電廠鍋爐管道焊接問題的解決對策研究
3.1 合理選擇焊材型號
火電廠的鍋爐管道要承受高溫高壓的工作介質(zhì),所以管道焊接時焊材選型要求較高,作業(yè)人員在材料型號選擇時,一旦存在失誤或者是在材料存放時粗心大意未履行監(jiān)管職責(zé),都會導(dǎo)致管路焊接質(zhì)量達(dá)不到要求,進(jìn)而影響鍋爐的運行質(zhì)量。為做好焊材的選型及出入庫管理工作,應(yīng)建立專門的臺賬,包含焊條材質(zhì)、型號、規(guī)格、使用條件以及庫存數(shù)量等字段信息,并保證存儲環(huán)境的干燥。焊條領(lǐng)用后,需要用焊條專用保溫桶進(jìn)行存放,避免焊材受潮降低焊接質(zhì)量,此外,相關(guān)部門必須加大焊材的質(zhì)量檢查力度,避免次品的焊材進(jìn)入設(shè)備現(xiàn)場,對未來生產(chǎn)造成安全隱患。后期,公司也可以根據(jù)使用記錄,做好焊材質(zhì)量跟蹤工作,與信用較佳的廠家建立永久合作關(guān)系。
3.2 重視焊前對口工作的檢查
該項工作由一線焊接作業(yè)人員及項目質(zhì)檢人員一起參與,最終工作結(jié)果由專業(yè)技術(shù)人員組成小組共同確認(rèn)。嚴(yán)格保證管道斷口及附近10~15 mm 范圍內(nèi)的清潔狀況,避免錯口和焊接間隙超過標(biāo)準(zhǔn)。在焊接前應(yīng)搭建防雨防風(fēng)裝置并穿戴好勞保防護(hù)用品,做好相應(yīng)的準(zhǔn)備工作。另外,焊材在使用前需嚴(yán)格按照規(guī)定執(zhí)行烘烤流程,烘烤時間不得超出規(guī)定范圍[3]。在焊接中使用的氬氣來源要正規(guī)可靠,含量必須大于99.96%,且使用前必須檢驗其純度,在合格后方可開展焊接工作。在實施管路焊接時,謹(jǐn)遵相關(guān)操作要求,焊接完成后出具相應(yīng)的質(zhì)量檢測報告。
3.3 強(qiáng)化焊接過程管控力度
為了充分保障火電廠鍋爐管道的焊接質(zhì)量,提高綜合作業(yè)效率,在焊接安裝過程中,需要提前規(guī)劃,設(shè)計好相應(yīng)流程,從各環(huán)節(jié)上對焊接質(zhì)量及進(jìn)度進(jìn)行科學(xué)把控,嚴(yán)格保證每一步質(zhì)量及項目進(jìn)度。
一是工作計劃環(huán)節(jié):以焊接結(jié)果為導(dǎo)向,對焊接安裝質(zhì)量的需求進(jìn)行充分分析,設(shè)計出合理的指導(dǎo)書,并按照指導(dǎo)書進(jìn)行細(xì)化,制定出每一步詳細(xì)的焊接安裝過程管控流程,差異化對焊接質(zhì)量進(jìn)行控制。在此過程中,工作指導(dǎo)書切忌憑空捏造,要廣泛收集聽取各方建議,多開會,多討論,才能保證工作計劃制定的科學(xué)性。
二是焊接施工環(huán)節(jié):在實際管道焊接過程中,針對有預(yù)熱和熱處理需求的焊縫,嚴(yán)格按照相關(guān)工藝要求設(shè)置焊接參數(shù)。圖中的典型例子均需要多層多道進(jìn)行焊接工作,這就要求專業(yè)技術(shù)人員做好質(zhì)量卡控工作。特別是SA335P 類型的焊縫,焊接要求較高,要指定人員實時監(jiān)測,做好焊接過程溫度和時間控制,把控好焊接厚度及速度,確保每一環(huán)節(jié)工序都按標(biāo)準(zhǔn)流程進(jìn)行施工,不能出現(xiàn)私改步驟、偷工減料等情況。此外,安全生產(chǎn)大于一切,在鍋爐管道焊接安裝過程中,應(yīng)著重增強(qiáng)焊接人員的安全意識,保障作業(yè)人員生命安全。首先,充分學(xué)習(xí)焊接過程中相關(guān)焊接設(shè)備如氬弧焊等的操作規(guī)程,熟練掌握其使用方法,避免操作不當(dāng)而造成安全事故。其次,應(yīng)穿戴好防護(hù)服/護(hù)目鏡等,并將焊接設(shè)備工作電纜也做好防火保護(hù),避免焊接過程中火花飛濺造成火災(zāi)等事故,危害作業(yè)人員人身和財產(chǎn)安全。最后,定期開展安全教育培訓(xùn)及事故演練,提高作業(yè)人員安全焊接意識,使作業(yè)人員對事故安全風(fēng)險有一個全面深刻的認(rèn)識,在以后焊接工作中多一些謹(jǐn)慎,做好第一責(zé)任人。
三是工作驗收環(huán)節(jié):該環(huán)節(jié)主要是火電廠鍋爐管道的焊接工作進(jìn)行整體、全面性的驗收,根據(jù)相關(guān)國標(biāo)和焊縫的實際情況,對于具備射線或激光探傷的焊縫,應(yīng)百分之百進(jìn)行探傷。對于無法進(jìn)行射線探傷的焊縫, 借助表面磁粉探傷的方法對管道焊縫表面及附近位置進(jìn)行全覆蓋的檢驗,保證焊接工作總體通過驗收。
3.4 落實焊接工作質(zhì)量責(zé)任制
積極落實焊接工作質(zhì)量責(zé)任制也可以間接提高鍋爐管道的焊接質(zhì)量,在明確各級作業(yè)人員的生產(chǎn)職責(zé)基礎(chǔ)上,利用上下級管理關(guān)系,形成萬一焊接工作中發(fā)生事故,便可逐級匯報,并將具體的責(zé)任量化,追究到個人。此外,建立獎懲機(jī)制,提高員工積極性。將員工的獎金與日常生產(chǎn)進(jìn)行掛鉤,對于主動提出的合理化建議如果切實幫助提高了鍋爐管道焊接生產(chǎn)工藝,可以申請加分等。在這種情況下,員工將采取更加積極的態(tài)度來面對焊接工作。
4 結(jié)語
鍋爐在火力發(fā)電廠發(fā)電過程中扮演著重要角色,其工作效率直接影響到火力發(fā)電廠總體的生產(chǎn)效率,對其管道的焊接安裝質(zhì)量進(jìn)行整體把控有助于從源頭上保證鍋爐的運行質(zhì)量。以某電廠鍋爐為例,在介紹電廠鍋爐管道焊縫無損檢測的相關(guān)標(biāo)準(zhǔn)的前提下,對電廠鍋爐管道焊接中存在的凸臺現(xiàn)象、部分焊縫無法進(jìn)行射線探傷、焊工水平有待提高等問題進(jìn)行了分析,最后提出了合理選擇焊材型號、重視焊前對口工作的檢查、強(qiáng)化焊接過程管控力度、落實焊接工作質(zhì)量責(zé)任制、提高焊接人員的技術(shù)水平等相應(yīng)的解決對策,極大地提高了電廠鍋爐管道的焊接質(zhì)量,保證了鍋爐系統(tǒng)的安全可靠運行,對未來發(fā)電廠鍋爐管道的焊接技術(shù)研究具有一定的借鑒意義。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
汽車觀察(2016年3期)2016-02-28 13:16:26
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24