基于數學邏輯的刀具補償技術研究與應用
2023-09-08 04:47:30王維震鄭世魁楊國濤高子一
機電信息 2023年17期
王維震 鄭世魁 楊國濤 高子一


摘要:氣缸體是發動機重要組成部分,也是發動機中較難加工的零部件,其止口加工精度要求高,且直接影響發動機的性能及使用壽命。在生產制造中,因止口深度超差報廢的氣缸體在氣缸體報廢總數中占了很大比例,鑒于此,對基于數學邏輯的刀具補償技術進行了研究和介紹,為止口加工精度控制提供了參考。
關鍵詞:氣缸體;止口;刀具
中圖分類號:TG71? ? 文獻標志碼:A? ? 文章編號:1671-0797(2023)17-0077-03
DOI:10.19514/j.cnki.cn32-1628/tm.2023.17.021
0? ? 引言
止口深度是氣缸體加工精度中最難控制的加工尺寸,不僅要保證深度公差0.03 mm,還要將止口面與缸孔的垂直度控制在0.01 mm以內,深度一旦超差,容易導致發動機漏水,而垂直度超差容易引起活塞偏磨,從而導致發動機漏氣量大、燒機油等故障。因此,研究一種能夠精準控制止口加工精度的方法非常重要[1-3]。
本文介紹的采用數學邏輯的刀具補償技術不僅能夠降低止口深度加工不合格率,同時還能夠延長刀具壽命,降低刀具使用成本,提高加工效率。
1? ? 止口深度超差分析
1.1? ? 止口上平面位置公差影響
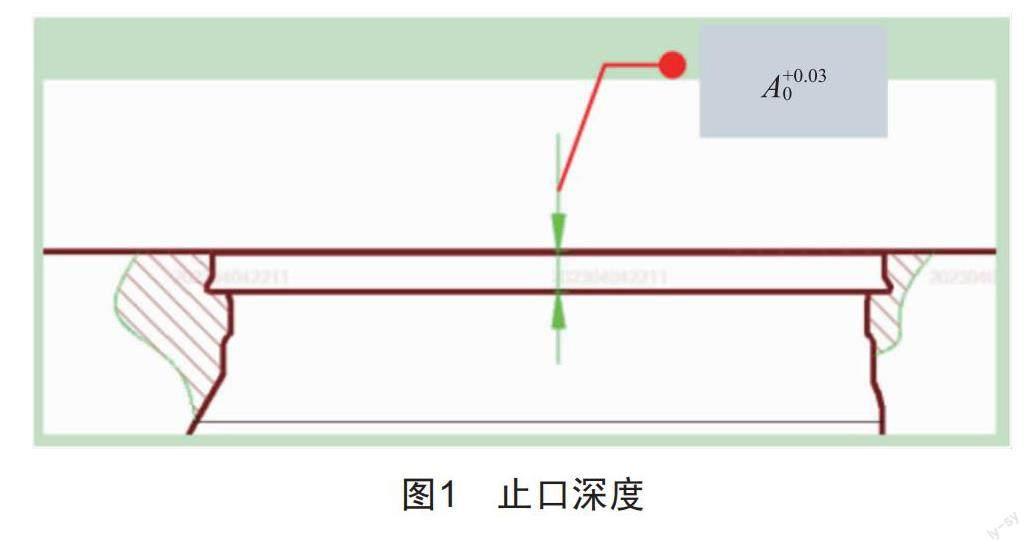
如圖1所示,止口深度由氣缸體上平面及止口面組成,A即為止口深度,氣缸體上平面由止口加工上道工序加工,由于加工誤差,每一臺氣缸體上平面隨著刀具磨損,其位置一直在變化,如圖2所示,普通加工方法加工止口時,假設止口刀具不磨損,Z軸絲杠不磨損,刀具每次進給深度都相同,就會導致止口深度一直在變化,可能深,可能淺,非常難控制。
1.2? ? 氣缸體上平面傾斜
如圖3所示,由于上工序來料氣缸體上平面存在傾斜風險,雖然傾斜不大,但因止口深度公差過小,止口刀具加工面為唯一平面,這就可能導致止口圓周范圍內部分區域深度超差,即同一缸內止口深度不一致,所以止口深度與氣缸體上平面加工最好在同一道工序進行,但對于不在同一道工序加工的,需要采用較為復雜的工藝進行控制,方能達到產品設計要求。
1.3? ? 刀具磨損影響
所有刀具加工過程中都會出現磨損,一旦磨損,將直接影響加工精度。假設氣缸體上平面位置固定不變,Z軸絲杠不磨損,則刀具每次進給深度不變,但隨著刀具的磨損,如圖4所示,刀具長度發生了變化,會直接導致止口深度加工淺。
1.4? ? Z軸絲杠磨損
隨著機床的不斷使用,所有運動部件都會發生一定程度的磨損,而絲杠的磨損將直接導致機床加工精度下降。假定氣缸體上平面固定不變,止口加工刀具不磨損,如果絲杠出現磨損,則刀具實際進給深度將與機床顯示深度不同,雖然絲杠有光柵尺計算其實際位置,其對止口加工深度影響沒有氣缸體上平面位置公差、刀具磨損影響大,但因為止口深度公差過小,所以絲杠的磨損也會對止口深度造成一定影響。
綜上所述,以上四者均會對止口深度造成影響,實際加工過程中四者的變化是同時的,而且刀具是易耗品,氣缸體上平面位置及傾斜度則受本工序刀具磨損、定位系統及其他因素影響,因此四者之間的變化關系毫無規律可言,共同變化起來,如果不采用相對先進的加工方法,加工成本會成倍增加,而且加工質量也不穩定[4]。
2? ? 工藝系統的選擇
為保證加工節拍,本工藝系統首先將氣缸體上平面加工與止口加工分為兩道工序,雖然可能造成止口深度不好控制,但加工效率可提高100%;氣缸體的定位選擇一面兩銷定位方式;夾緊系統為了避免氣缸體變形影響加工精度及已加工面表面質量,選擇夾緊氣缸體下平面上方毛坯面。
3? ? 刀具及測量系統方案
為降低刀具磨損及加工成本,本方案采用兩片CBN耐磨刀具,刀夾及鏜桿可外脹收縮。測量系統選擇馬波斯雙測量系統,即加工前檢測及加工后檢測。為保證能夠精準測量氣缸體上平面質量,加工前及加工后檢測均選擇雙探頭,并在測頭增加吹風裝置,如圖5所示,防止加工過程中鐵屑影響測量結果。加工取雙探頭數據平均值作為最終測量值,并將數據反饋給機床[5]。
4? ? 數學邏輯刀具自動補償方法原理
首先根據加工過程中可能的影響因素,一是氣缸體上平面位置,二是刀具磨損,利用西門子高級編程建立加工控制方程式:
Z=(LV_Z_S5000-B+GV_Z_DIFF_S1)D7
GV_Z_DIFF_S1=($A_DBD[752]/1000)
D7:$TC_DP13[LV_T_SP1,7]=
($TC_DP13[LV_T_SP1,7]+($A_DBD[772]/1000))
其中,Z表示刀具進給深度;LV_Z_S5000表示氣缸體理論上平面位置尺寸;B表示止口深度中值;GV_Z_DIFF_S1表示實際氣缸體上平面與氣缸體理論差值,為變量,該數值為測量儀測得的數據轉化而來,測量儀測得數據為$A_DBD[752]/1000;D7表示刀具實際刀長,該值為變量,具體如下:
$TC_DP13[LV_T_SP1,7](當前氣缸體刀補值)=
($TC_DP13[LV_T_SP1,7](上一氣缸體刀補值)+($A_DBD[772]/1000))(刀具磨損值)
其中,$A_DBD[772]/1000表示上一氣缸體止口實際深度與理論止口深度中值的差值。
如圖6所示,加工前首先使用雙測頭測量上面平位置,得出數值M1、M2,取其平均值,計入參數$A_DBD[752]/1000,平均值可以同時解決氣缸體上平面實際位置及上平面傾斜度不唯一的問題。得出的平均值通過PLC傳輸到數控系統,得出數值GV_Z_
DIFF_S1,代入公式Z=(LV_Z_S5000-B+GV_Z_DIFF_
S1)D7,結合當前實際刀長D7,計算的值即為機床Z值進刀深度。該值為變量,每一個氣缸體根據加工前測量的結果,該值都不一樣,每一次加工都會帶來刀具的磨損,刀具的磨損會帶來刀長的變化,為保證每一刀長的變化都能代入公式,數控程序中設置刀長變量,該變量由加工后的測量控制,即加工后測量雙測頭測得數據B1、B2,取其平均值,并將該值與止口深度中差值相減得$A_DBD[772]/1000,該值與上一次加工氣缸體實際刀長相加,得到的數據即為刀具磨損值,并將該數值反饋到機床系統,通過PLC改變該變量,機床刀具系統按公式$TC_DP13[LV_T_SP1,7]=($TC_DP13[LV_T_SP1,7]+($A_DBD[772]/1000))使刀具刀長發生變化,該刀長能夠真實體現刀具磨損后真實的刀長,從而保證下一臺氣缸體止口深度在深度中差上,因該測量系統100%自動測量,保證了每一臺氣缸體止口深度都在中差上,同時刀具壽命也得到了最大化利用,降低了加工成本,提高了止口深度加工一致性。
5? ? 結束語
氣缸體加工采用的是一個復雜的工藝系統,各項加工指標都較難控制,基于數學邏輯的刀具補償技術是一種能夠同時解決多種因素共同影響止口加工深度的技術,不僅解決了止口加工不穩定問題,同時也提高了止口深度加工一致性,加工合格率達到99.99%。該方法不僅適用于止口加工,同樣也適用于缸孔等加工精度較高的部位,可為行業其他零部件的加工提供參考。
[參考文獻]
[1] 王國偉.現代機械制造工藝及精密加工技術研究[J].現代制造技術與裝備,2022,58(11):167-169.
[2] 周瑜.高速切削加工技術及其加工工藝[J].當代農機,2022(8):53-54.
[3] 佟逸輝.影響機械加工表面質量的因素及改進措施[J].工程機械與維修,2022(3):42-44.
[4] 陳小剛.機械加工工藝對汽車零部件加工精度的影響分析[J].造紙裝備及材料,2022,51(5):132-134.
[5] 吳義榮.數控車床在線檢測及偏差自動補償的實現方法[J].金屬加工(冷加工),2022(3):74-78.
收稿日期:2023-05-20
作者簡介:王維震(1987—),男,山東人,工程師,研究方向:內燃機制造技術。