基于FDM成型工藝的3D打印機的創新設計
2023-09-08 04:47:30江平崔志輝劉旭東
機電信息 2023年17期
江平 崔志輝 劉旭東


摘要:3D打印是一種增加型制造,通過數字建模等方式獲取掃描數據,基于數據將打印產品分割成截面,將這些截面逐層堆積成型。FDM工藝生產簡單,操作安全,基本無污染,可打印材料種類多,且成型速度較快,精度較好,制造成本較低,因此FDM是3D打印成型技術中普及率最高的。為提高其打印質量與精度,對打印裝置整機設計及其工藝參數的影響進行研究,主要根據市場上現有FDM成型工藝的3D打印機的機型與結構提出整體設計,完成裝機后對創新設計的3D打印機采用正交實驗進行工藝參數測試,得出該設計的最優工藝參數組合。
關鍵詞:FDM技術;3D打印機;打印精度;打印速度;空間利用率
中圖分類號:TB472;TP391.73? ? 文獻標志碼:A? ? 文章編號:1671-0797(2023)17-0040-04
DOI:10.19514/j.cnki.cn32-1628/tm.2023.17.011
0? ? 引言
3D打印是一項涉及光學、熱學、機械設計等學科,多位一體的先進制造技術[1]。對比傳統減材制造,3D打印技術是增材制造,即其是將粉末、絲狀等材料進行燒結或熔化后逐層堆積成型。目前,在3D打印領域,已有SLA、SLS、3DP等成型工藝成功應用。與以上技術相比,FDM工藝3D打印設備更具經濟性和方便性,它不采用激光等復雜工藝,而是采用ABS、PLA等材料打印成型件,具有較高強度,因此在驗證、評估、測試等方面應用較廣。
1? ? 3D打印機國內外研究現狀
20世紀末,Charles Hull研制出了第一臺商業3D印刷機。隨后,1993年,美國麻省理工學院取得3D印刷技術專利,其研究的成型技術主要包括SLA、SLS、LOM、FDM等。國外研究3D打印技術的公司主要有Stratasys、Z Corp、Objet及Envisiontec等,其打印技術發展較為成熟。
國內3D打印發展較晚,自20世紀末期開始,以清華大學、華中科技大學、西安交通大學、北京航空航天大學為主的各大高校對3D打印技術、打印材料、打印軟件及其應用領域進行了積極探索和研究,并進一步開發,其中部分新型技術已面向世界,取得了一定成效。基于各大高校對3D打印的研究成果,目前已有多家3D打印設備的生產加工公司,主要包括北京殷華、陜西恒通智能機器、湖北濱湖機電等[2]。
2? ? FDM技術3D打印機成型原理
FDM型3D打印機主要由工作平臺、送絲裝置、加熱噴頭、耗材存儲裝置和控制系統組成[3],其耗材主要為熱塑性材料,如ABS、PLA等。工作原理是通過擠出機將絲狀原料送入熱熔噴頭,打印頭加熱塊將材料加熱熔化,然后從噴頭擠出,打印頭按照產品切片輪廓路徑運動,將擠出的半流動熱塑材料反復逐層堆積成型,如圖1所示。
3? ? FDM技術存在的缺陷及其解決方案
市面上FDM技術成型設備所打印產品常存在表面粗糙度高且致密度低的缺陷,其精度與速率也需不斷優化和改善。針對上述問題,本設計主要從結構和工藝參數兩方面展開優化研究,通過優化3D打印機的結構設計,選取最佳工藝參數組合,最終提高3D打印機的打印精度和市場價值[4]。
(1)機械結構:本設計采用XYZ結構,其具有結構穩定可靠、維護容易、空間利用率高等優點,且由于電機安裝在機架上,減輕了XY平面電機重量,可實現較高的打印速度和精度。
(2)尺寸:本設計計劃采用350 mm×350 mm×330 mm熱床,打印空間大,可打印較大產品。
(3)參數:FDM技術產品表面質量和力學性能很大程度上取決于打印參數的設定,但影響FDM成型質量的工藝參數繁多,最佳工藝參數組合難以確定,所以采用正交實驗進行測試。
4? ? FDM技術3D打印機設計
4.1? ? 機械傳動結構設計
本機采用XYZ結構,打印頭做XY的復合運動,以4個電機同時控制X、Y的復合平面在Z軸運動,打印平臺固定在機器底部,以提高傳動結構的空間利用率,同時具有更高的打印速度與精度,故選擇Core XY結構為本次設計的機型。Core XY結構穩定可靠、維護容易、空間利用率高,且電機安裝在機架上,減輕了XY平面上電機重量,可實現較高的打印速度,其運動結構如圖2所示。
4.2? ? 同步帶、同步帶輪設計
本機采用圓弧齒形帶,減少齒形帶滑動可能性以及反轉時的反沖力,同步帶與帶輪齒嚙合>6齒,故同步帶輪最小齒數為12,一般最小齒數在15以上。步進電機驅動同步帶輪轉動,同步帶輪齒數越多,直徑越大,也就是步進電機單位步數下同步帶的位移越大,間接影響3D打印機的精度。綜合考慮,2GT同步帶最為合適,具體參數如表1所示。
為確保步進電機的轉動安全和振動、噪聲,步進電機的轉速N<3 r/s,打印機的打印平均速度為50 mm/s,代入下式求步進電機轉速:
4.3? ? 控制系統設計
本機選擇控制系統性價比較高的42步進電機作為動力元件,如圖3所示,其中低功率加熱棒為噴嘴加熱供熱元件;熱床采用1 Ω電阻絲,以12 V直流電對其進行加熱;X、Y方向以限位開關進行行程控制,Z方向則以紅外傳感器來控制行程。主控制板選擇將Arduino Mega2560、RAMPS1.4集合在一塊板子的集成板MKS Gen-L上,它采用可插拔驅動模塊,兼容4988驅動器、8825驅動器以及TMC2100驅動器;使用開源固件Marlin。接線如圖4所示。
4.4? ? 總體框架與總裝設計
本機采用鋁材框架外殼,依靠盲孔來組裝,是一種低成本和較高剛性的裝配方法,有連接強度高、承載能力大等優點。據打印機最大成型尺寸及其他零部件裝配占有空間尺寸,最終計算所需2020鋁型材為Z軸4根530 mm、X軸與Y軸各4根470 mm,均由M5螺釘安裝連接。
如圖5所示,整機設計為兩倉結構,上層為打印倉,用透明亞克力板對其進行密封,保證操作者在打印過程中能夠清楚觀察到打印機的運行情況;下層為控制倉,為打印機電源、控制板等零部件提供位置,保證了布線安全的同時也提高了整體機型美觀性。
5? ? FDM成型工藝3D打印機打印實驗及工藝參數研究
完成打印機的機械系統和控制系統設計后,對本打印機進行裝機,實物如圖6所示。
此次實驗采取脫機打印方式,考慮到成型精度是當前3D打印技術亟需突破的瓶頸,也是未來發展的研究方向,本次打印材料選擇PLA,這是一種生物降解材料[5]。為了提高測試效率,采取正交實驗進行測試。測試件為20 mm×10 mm×1 mm長方體,打印參數填充值設為100%。另選擇打印速度、熱床溫度、打印溫度、分層厚度4個正交實驗因子,設計4因子3水平的正交實驗薄壁材料打印參數。考慮材料性能與本機配置,參數設置在如表2所示的范圍較為穩定。
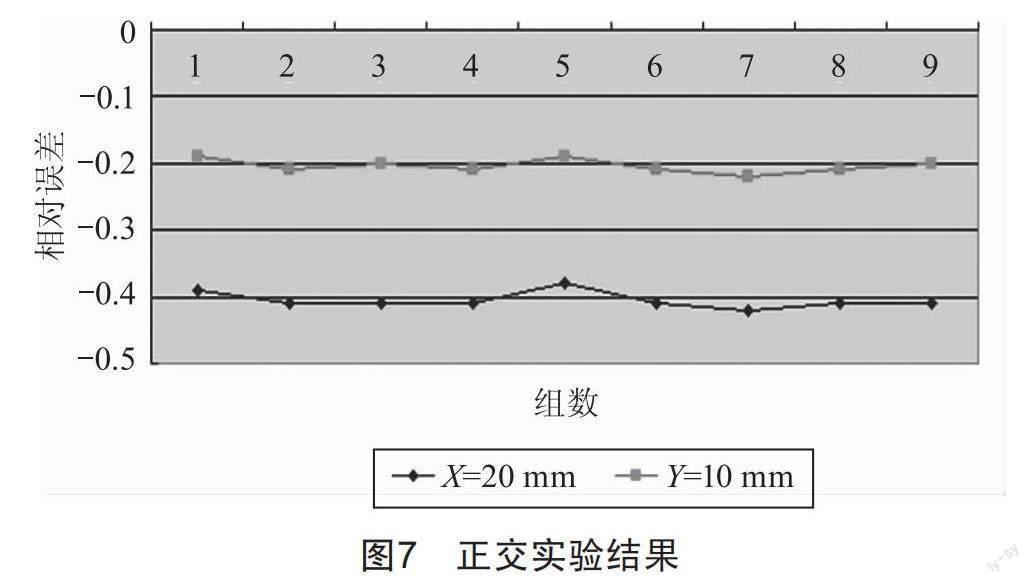
根據以上打印參數,通過正交實驗打印測試件共9件,然后用游標卡尺對打印測試件X方向和Y方向的數值進行測量,如表3所示。
基于表3數據,生成誤差分析圖,如圖7所示。
對X方向的誤差進行正交分析,如表4所示。
根據結果可發現各類參數對打印效果的影響,考慮PLA打印收縮率,對X方向誤差影響排序為:分層厚度>打印速度>熱床溫度>打印溫度。
對Y方向的誤差進行正交分析,如表5所示。
根據結果可發現,Y方向的誤差數值大約為對應X方向數值的1/2,對誤差影響排序為:分層厚度>打印速度>熱床溫度=打印溫度。
由實驗可知,溫度對產品XY平面打印尺寸存在一定影響,溫度越高則單位時間內噴頭擠出絲材越多,產品尺寸越大,200 ℃打印時產品與設計尺寸最為接近。打印層厚是影響產品精度的最主要因素,層厚精度越高誤差越小。打印速度越快,噴頭擠出的絲材越細,打印的尺寸也越小,打印速度為40 mm/s時,產品尺寸最接近設計時的數據。另外,觀察測試件表面,并無裂紋和比較明顯的翹曲,體現了PLA收縮率低的特性。根據上述數據分析,選取實驗最優參數如表6所示。
6? ? 結束語
本機結合市面上FDM技術3D打印機的特點進行了創新設計——封閉空間提供穩定基座并很好地降低了外界氣流和溫度的影響;XY軸傳動系統則采用同步帶式直線導軌傳動裝置,極大地減輕了機身重量,提高了定位精度和運行速度;同時,Z軸打印平臺升降結構采用了4根直線導軌運動裝置,承載能力與定位精度都有了極大的提髙,保證了運行時水平穩定,在一定程度上解決了打印效率低、成型精度差等問題,可彌補國內FDM桌面型3D打印機的不足,為其更高效便捷的市場化奠定基礎。
[參考文獻]
[1] 覃英姐,周潔璇,李春城.一種基于3D打印技術的義齒制造工藝:CN114129290A[P].2022-03-04.
[2] 劉江.基于FDM工藝的3D打印技術在文創產品原型設計中的應用研究[J].天工,2022(28):33-35.
[3] 馮志徽.基于FDM的圖學模型設計及其成型精度研究[D].南昌:東華理工大學,2022.
[4] 葛嘯.基于FDM技術3D打印支撐結構設計與優化的研究[D].杭州:杭州電子科技大學,2022.
[5] ISMAIL K I,YAP T C,AHMED R.3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM):Fiber Length and Fiber Implementation Techniques[J].Polymers,2022,14(21):4659.
收稿日期:2023-05-08
作者簡介:江平(2001—),女,廣東茂名人,研究方向:生物醫學工程。
通信作者:劉旭東(1987—),男,河北衡水人,碩士,講師,研究方向:快速成型技術。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03