大面積硅橡膠防熱涂層自動刮涂工藝研究
2023-09-05 04:42:56劉洪源
山西化工 2023年8期
關鍵詞:工藝
戚 鵬,劉洪源
(航天材料及工藝研究所,北京 100076)
0 引言
當前,某產品外表面防熱涂層的涂裝主要采用自動噴涂為主、手工刮涂為輔的工藝進行施工,生產過程需添加大量的有機溶劑進行稀釋后才能滿足噴涂條件。噴涂及涂層固化過程中,伴隨著大量的溶劑揮發(fā),廢氣排放量很大,廢氣排放環(huán)保治理問題突出。
國家“十三五”規(guī)劃已將涂料VOC 納入環(huán)保總量控制指標,高VOC 涂料的使用將面臨嚴厲的環(huán)保管制,同時,高溶劑型涂料的噴涂隨時面臨停產或限產。現(xiàn)有噴涂工藝存在較大的危害人員健康及環(huán)保治理隱患,急需開展高固含涂料的自動刮涂工藝研究,大幅減少有機溶劑的使用量。
1 研究技術方案
1.1 自動刮涂系統(tǒng)技術方案(見圖1)

圖1 自動刮涂系統(tǒng)技術方案
1.2 自動刮涂系統(tǒng)的設計
自動刮涂系統(tǒng)工藝尤其適用于圓筒形工件自動刮涂。臥式夾持旋轉機構由車體、工件驅動支撐卡爪、工件從動支撐卡爪、驅動減速電機等組成。旋轉機構兩端都配備有四爪調心卡盤,方便不同直徑的工件進行調節(jié),滿足產品的多樣性的需求。試驗用自動刮涂系統(tǒng)樣機如圖2 所示。

圖2 試驗用自動刮涂系統(tǒng)樣機
當開始刮涂工件時,安裝在調節(jié)軸上的刮板機構在調節(jié)到適當位置后,由三維行走機構根據(jù)設定的程序,將涂料刮涂到工件表面。
可編程控制器PLC 是整個電氣控制系統(tǒng)的主要部分,主要承擔系統(tǒng)的信號處理、控制運算等任務。控制程序中設有相關設備的互鎖及連動邏輯時序,以實現(xiàn)整體系統(tǒng)的安全可靠運行。
1.3 刮涂姿態(tài)控制工藝
1.3.1 刮板接觸工件位置試驗
在工件側方向同時進行涂覆與刮涂時,通過刮板傾角流到工件表面并同時受到刮板擠壓,涂層附著力效果最好,同時水平可操控性良好,便于控制,涂層表面無明顯缺陷,如圖3 所示。

圖3 側面涂覆與刮涂同步
1.3.2 刮板接觸工件角度試驗
為了保證涂料的流動性及留有可操作的間隙,防止涂料持續(xù)流出,外流浪費并污染涂層表面,選擇60°與45°進行試驗。
如圖4 與圖5 所示,無論60°或45°接觸角,在首次刮涂時,由于刮板堆料的需要,在邊緣都會產生一定留掛,但隨著刮涂繼續(xù),45°接觸角由于傾角大,相對涂料流速較快,涂料擠壓力大,適應更快的工件轉速與刮板行走速度。

圖4 刮板與工件不同接觸角
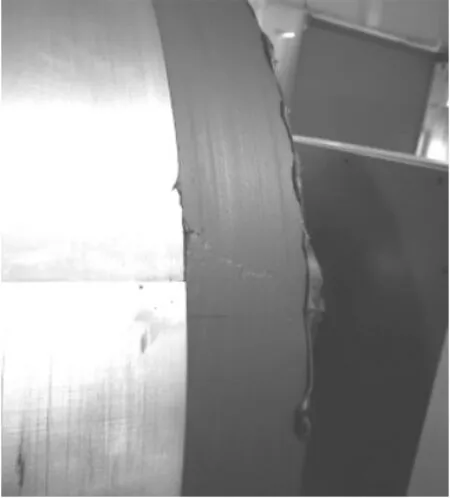
圖5 刮涂效果圖
1.4 自動刮涂工藝參數(shù)優(yōu)化
1.4.1 刮涂用涂料溶劑比例優(yōu)化
刮涂用涂料與噴涂用涂料相比,由于溶劑比例小,其固化速度相對較快。為了確定可用的較優(yōu)的涂料黏度,分別使用不同的溶劑比例來配置防熱涂料,并測量其黏度變化。
根據(jù)表1 試驗可知,隨著涂料中溶劑比例增大,其固化時間隨之變長;初始黏度中,30%與50%溶劑體積分數(shù)的涂料黏度過低,留掛嚴重,無法有效附著在產品表面;在刮涂1.5 h 后,10%溶劑比例涂料黏度達到150 000 mPa·s,其刮涂效果見圖6,附著力下降,表面破損嚴重;而2 h 后,10%溶劑體積分數(shù)涂料已經固化,無法測量其黏度。

表1 不同溶劑比例下防熱涂料黏度變化

圖6 10%溶劑防熱涂層靜置1.5 h 后刮涂效果
因此,選擇10%~12%溶劑體積分數(shù)的防熱涂料作為刮涂用涂料配比,涂料使用時間確定在1.5 h 以內。
1.4.2 供料壓力參數(shù)優(yōu)化
供料泵壓力是影響防熱涂料擠出量的主要因素。擠出量應根據(jù)刮板規(guī)格尺寸以及行走速度等因素協(xié)同控制,避免浪費。在實際施工中,涂料擠出量與擠出嘴口徑、涂料特性、供料壓力差相關,如公式(1)所示:
式中:Q 為流量,m3/s;μ 為流量系數(shù),與閥門或管子的形狀有關,一般管路取0.6~0.65;A為面積,m2;p 為通過閥門前后的壓力差,在此指涂料壓力,Pa;ρ 為流體的密度,kg/m3;d 為噴嘴孔徑,mm。
從式(1)可以看出,針對特定防熱涂料,在選定擠出嘴的情況下,工作壓力決定了出料流量。
通過試驗,最終制定適宜的供料壓力為0.7 MPa,防熱涂料出料量約400 g/min。
1.4.3 刮涂系統(tǒng)工藝參數(shù)優(yōu)化
自動刮涂系統(tǒng)所需要設定的主要工藝參數(shù)包括工件轉速、刮板行走速度、循環(huán)步退距離、循環(huán)間隔時間以及首次進入延時時間等。
工件轉速:工件轉速需要與刮板行走速度相配合,刮涂轉速3~6 r/min。
刮板行走速度:刮板行走速度1.2~2.4 mm/s。
刮板循環(huán)步退距離:每次刮涂的循環(huán)步退距離不超過1 mm。
循環(huán)刮涂間隔時間:為了保證涂層與上一遍涂層產生一定結合力,刮涂結束后晾置15~30 min 后再進行下一遍刮涂。
首次刮涂起始延時:在初次進行刮涂時,為方便出料嘴供料,初次刮涂起始延時為6~10 s。
2 典型樣件刮涂及工藝穩(wěn)定性驗證
2.1 簡單直筒與復雜凸筒刮涂驗證
為了驗證刮涂可行性及長時間穩(wěn)定性,制作了典型樣件進行初步工程應用。根據(jù)生產情況,制作了簡單直筒與復雜凸筒,如圖7 所示。

圖7 典型產品模擬樣件
簡單直筒與復雜凸筒都用采用鋁型材卷制而成,其中凸起物4 塊居中鉚接而成。按照優(yōu)化的工藝參數(shù)進行刮涂,總計試驗用時約3 h,其中刮涂時間約2 h,配料及其他用時約1 h。共計配料40 kg,其中使用涂料36 kg,有機溶劑4 kg。
具體生產方式為每刮涂2 次,使用2 次剩余涂料刮涂第3 次。每刮涂完3 次后,不進行步退,不送料的空刮一次,以增加涂層結合力,去除表面多余留掛。空刮結束后,清洗管路、出料嘴與料缸。后繼,重復上述步驟。
涂層固化后,使用機加工方式對外表面涂層進行切削處理。
加工后產品如圖8 與圖9 所示,涂層結合完好,未出現(xiàn)脫粘或開裂等現(xiàn)象。

圖8 刮涂后的直筒模擬樣件

圖9 刮涂后的直筒模擬樣件
2.2 刮涂工藝涂層性能考核
2.2.1 力學性能考核
拉拔后的涂層在基材表面殘存涂層,證明結合良好。涂層拉拔結合強度大于1 MPa,達到設計要求。
2.2.2 隔熱性能考核
根據(jù)設定的熱流曲線,分別對4 塊試片(噴涂方式2 塊,刮涂方式2 塊)進行石英燈燒蝕試驗,測量背溫,如圖10 所示。

圖10 試片燒蝕背溫曲線
由圖10 可知,約60 s 后自動刮涂工藝制備的3#、4# 試片背溫情況始終低于自動噴涂工藝制備的1#、2#試片,最高相差約25 ℃。
比較燒蝕后的涂層外觀,自動刮涂工藝制備的3#、4#試片碳化情況明顯較少,涂層表觀優(yōu)于自動噴涂工藝制備的1#、2#試片。
3 結論
相對自動噴涂工藝含有體積分數(shù)為50%~60%的溶劑量,大面積硅橡膠防熱涂層自動刮涂工藝減少到10%左右,刮裝工藝所需的汽油等溶劑用量大幅度降低,提高涂料利用率和單遍涂層有效厚度,節(jié)約成本,提高工作效率。危廢處理成本能夠降低70%以上,安全性、環(huán)保性大大提高,且符合國家環(huán)保部門未來發(fā)展規(guī)劃。通過工藝研究,取得了一系列成果。
1)操作者通過電控柜對整體刮涂系統(tǒng)的運行參數(shù)進行監(jiān)控與更改,方便操作,利于大規(guī)模批生產。
2)通過對刮板與工件間接觸姿態(tài)進行分析,確定側面45°接觸角的刮涂姿態(tài)。
3)通過開展不同溶劑添加含量,涂料黏度變化規(guī)律以及刮涂效果的研究,確定了10%~12%的溶劑體積分數(shù),0.7 MPa 的供料壓力工藝參數(shù)。
4)通過刮涂涂層的力學性能與隔熱性能考核。
5)編寫工藝指導資料,指導生產。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52