基于氨氮改善和中水回用的污水處理系統改造
2023-08-29 01:40:52賀江華陳鈞潤曾偉通黃志剛
設備管理與維修 2023年13期
賀江華,陳鈞潤,曾偉通,黃志剛
(1.中車廣東軌道交通車輛有限公司,廣東江門 529100;2.廣東綠巨人環境科技有限公司,廣東東莞 523000)
0 引言
軌道交通領域某主機企業產品為城際動車、地鐵等軌道交通車輛,以機械加工組裝、檢修工序為主[1],產生的廢水包括車體和零部件清洗含油廢水、生活污水、食堂含油廢水,廠區自備污水處理站設計進水水質見表1。

表1 設計進水水質
廠區自備污水處理站,設計采用厭氧好氧(A/O)工藝[2],好氧池采用鼓風曝氣氧化溝,消毒采用鹽酸和氯酸鈉,清洗含油廢水經過隔油池后進入系統,污水處理工藝流程如圖1 實線部分。設計日處理量為160 m3,小時處理量為10 m3。
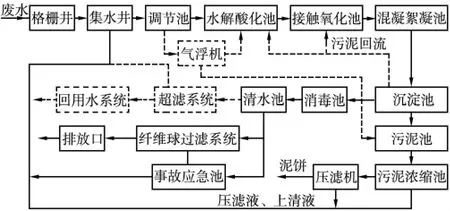
圖1 污水處理工藝流程
根據地方環保部門要求,廠區廢水須達到廣東省DB 44/26—2001《水污染物排放限值》第二時段一級標準后排入城市污水管網,出水主要控制指標見表2。

表2 出水主要控制指標
1 存在的問題
經過多年運行,系統逐漸老化,如集水井底部污泥增多導致潛污泵吸水不暢,纖維球過濾系統纖維球老化導致懸浮物去除效果降低,壓濾機濾布堵塞導致壓泥效果差,沉淀池斜管老化導致沉淀效果下降。在進水水質不超設計條件的情況下日處理能力已下降至120 m3。
隨著生產條件的變化,部分時段進水油性物質含量高,懸浮物較多,氨氮指標超出原設計限值。在連續90 d 的進水取樣中,78 d 氨氮濃度超過25 mg/L,其中29 d 超過40 mg/L,8 d 超過50 mg/L。進水氨氮超標使系統處于超負荷運行狀態,存在超標排放或處理總量不足的風險。在進水氨氮超過40 mg/L 的情況下,為符合達標排放標準,日處理量須下降到80 m3。系統不具備中水回用能力,沒有實現廢物資源化利用,不滿足行業內綠色工廠建設的要求,不符合節能減排的理念。為提升系統氨氮處理能力,恢復日處理量,實現中水回用,對系統進行升級改造。
2 提升氨氮處理能力
為提升氨氮處理能力,首先對系統嚴重老化部分進行修復,對集水井和沉淀池進行清淤,更換潛水泵、排泥泵、沉淀池斜管、過濾球、壓濾機濾布等。對系統進行局部改造,增加廢水預處理工藝,在調節池與水解酸化池之間增加一體化氣浮機,在沉淀池與水解酸化池、接觸氧化池之間增加污泥回流系統,如圖1 虛線所示。系統改造后進水氨氮限值提升到50 mg/L,其他水質條件不變。
2.1 增加一體化氣浮機
氣浮法是使懸浮物附著于氣泡上升到水面,從而分離水和懸浮物的水處理方法,是一種有效的固—液和液—液分離方法,常用于對顆粒密度接近或小于水的細小顆粒的分離,例如油脂、纖維、藻類等。
根據系統廢水水質特點,改造選用加壓溶氣氣浮機,采用“混凝+絮凝+氣浮”工藝,處理能力為20 m3/h。混凝劑使膠體顆粒結成為絮體,絮體具有網絡結構,容易截留氣泡,從而提高氣浮效率。
實際使用時,氣浮為可選流程,進水水質達到表3 兩項及以上條件時,投用氣浮機,其他情況采用原工藝流程,做到節約資源和能源。氣浮機排泥至污泥池。
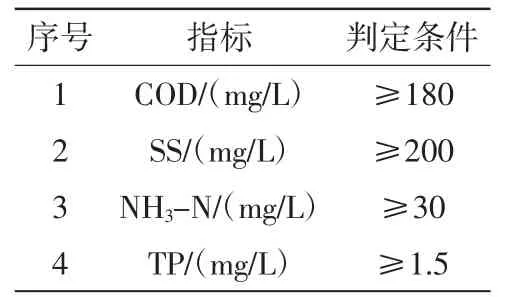
表3 氣浮機投用條件
2.2 增加污泥回流
污泥回流可以調節生物反應池的污泥濃度,補充曝氣池混合液流出帶走的活性污泥,使曝池內的懸浮固體濃度MLSS 保持相對穩定,加快活性污泥反應進程,提高反應效果。污泥回流可有效去除廢水中的氨氮。
在原系統中增加從沉淀池到水解酸化池和接觸氧化池的回流管道,如圖1 所示。增加污泥回流后,運行過程中監測污泥沉降比SV30,通過控制污泥回流閥門調節SV30 在20%~40%。
2.3 出水水質改善效果
系統改造前后的數據分析見表4~表7,表中數據均為樣本平均值。系統改造前對關鍵指標的控制情況見表4,對應日處理水量為120 m3。

表4 改造前對關鍵指標的控制情況
改造后,氣浮機對關鍵指標的控制情況見表5,結果表明氣浮機對COD、TP 去除效果良好,對NH3-N 的去除率僅為12.2%。表5~表6 對應日處理水量為160 m3。

表5 改造后氣浮機對關鍵指標的控制情況

表6 改造后系統對關鍵指標的控制情況
改造后(投用氣浮機和增加污泥回流),系統對關鍵指標的控制情況見表6,結果表明關鍵指標的去除率都較為理想。
改造后,在不投用氣浮機,僅增加污泥回流情況下對關鍵指標的控制情況見表7,結果表明關鍵指標的去除率較投用氣浮機時低。表7 對應日處理水量為120 m3。
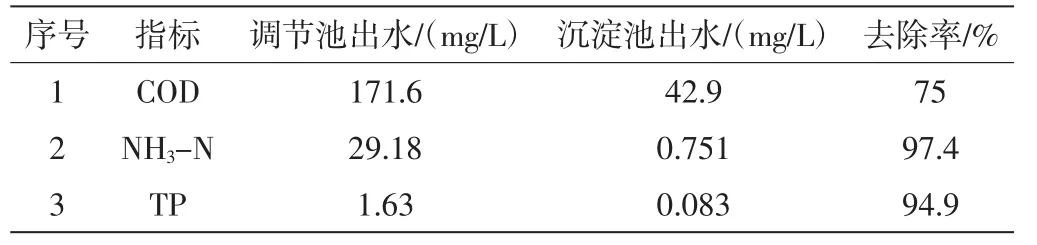
表7 改造后對關鍵指標的控制情況(不投用氣浮機)
由表4~表7 可知,氣浮機雖然對NH3-N 的直接去除率不高,但大幅去除了COD 和TP,提高了廢水的可生化性,為后續工藝階段進一步降低氨氮奠定基礎。氣浮機的使用一方面改善了排放水水質,另一方面也促進了系統日處理水量的提升。對比表4和表6 可知,改造后在日處理量恢復到160 m3的同時,COD、NH3-N、TP 的去除率均有提升。
3 過程監測預警
企業屬于地方重點排污企業,按照環保部門的要求已實現了排放口水質在線自動監測。為確保過程可控,及時發現處理過程中的異常情況,在沉淀池增加監測預警系統,對沉淀池COD、NH3-N、TP、pH 進行在線監測。當監測值超過排放標準時過程監測系統自動報警,并實現短信報文,超濾和纖維球過濾停止運行,纖維球過濾系統關閉排放電磁閥,運維人員及時啟動應急預案處理超標廢水。
4 中水回用
中水回用是促進資源循環利用的需要,也是企業建設綠色工廠建設的需要,更是生態環境保護的需要[4、6]。按照GB/T 36132—2018《綠色工廠評價通則》第10.5 條及Q/CRRC J 78—2020《軌道交通裝備制造業綠色工廠評價導則》第6.6.5 條廢物資源化要求,建設綠色工廠廢水回用率要達到20%。
回用水主要用于廠區綠化和道路清洗,各項指標應滿足GB/T 18920—2020《城市污水再生利用城市雜用水水質》中表1限值要求及GB 18918—2002《城鎮污水處理廠污染物排放標準》中一級A 標準。
經預處理后的水緩存至清水池,水質主要項目檢測見表8,結果表明水質無法滿足回用要求,需進行深度處理。在清水池后增加超濾和回用水系統,達到收集、處理、回用中水的目的。
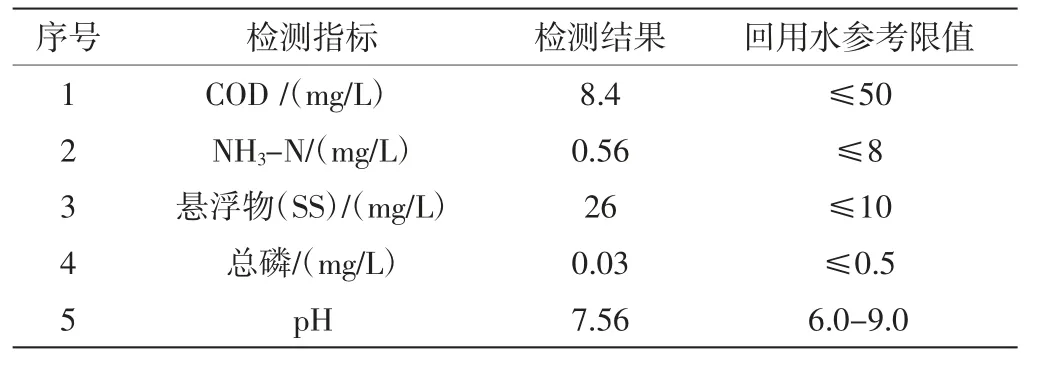
表8 進水水質主要項目檢測結果
4.1 超濾系統
超濾是一種加壓膜分離技術,即在一定壓力下使小分子溶質和溶劑穿過一定孔徑的薄膜,大分子溶質截留,使大分子物質得到部分純化。根據進水水質特性,系統選用截留孔徑為0.03 μm的組件。系統運行包括制水、氣洗、水反洗、化學清洗流程(圖2)。系統采用10 組組件并聯運行。
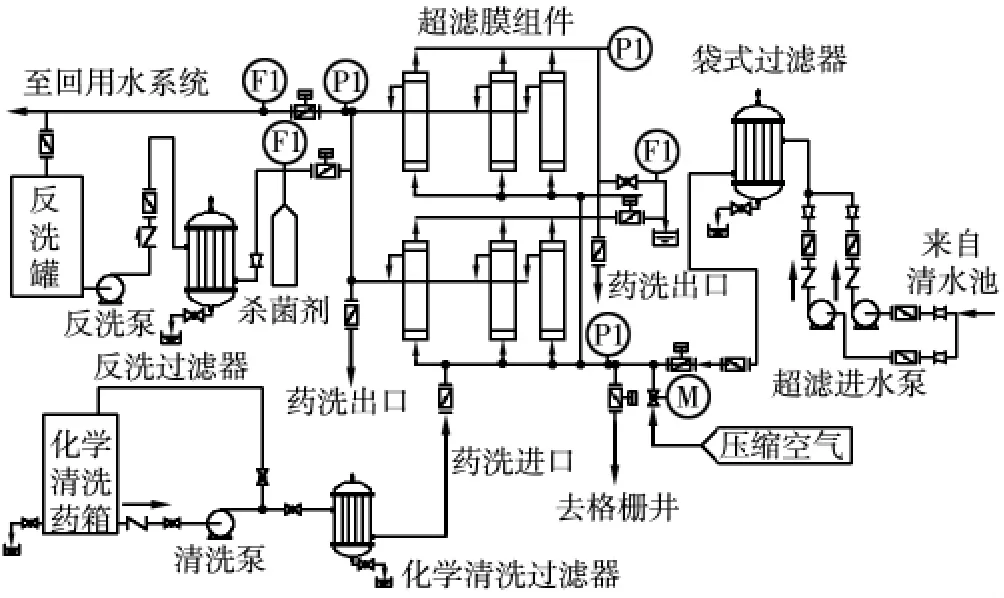
圖2 超濾系統
4.1.1 超濾膜組件進水條件
組件連續運行的進水條件見表9,檢測結果表明清水池水質滿足組件運行條件。
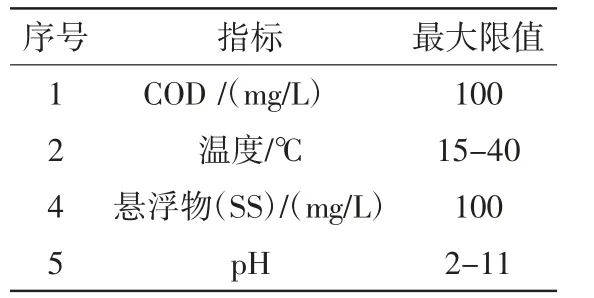
表9 超濾膜組件進水條件
4.1.2 系統運行參數設置
超濾過濾效果和操作穩定性能受pH 值、水溫、操作壓力、進水水質、膜性能及污染程度的影響較大[3、5]。操作壓力指膜系統的進水壓力、濃水壓力與產水壓力。進水水質越好,超濾膜污染速率越低;進水水質越差,越易引起超濾膜堵塞,導致清洗頻繁。超濾系統運行參數見表10。
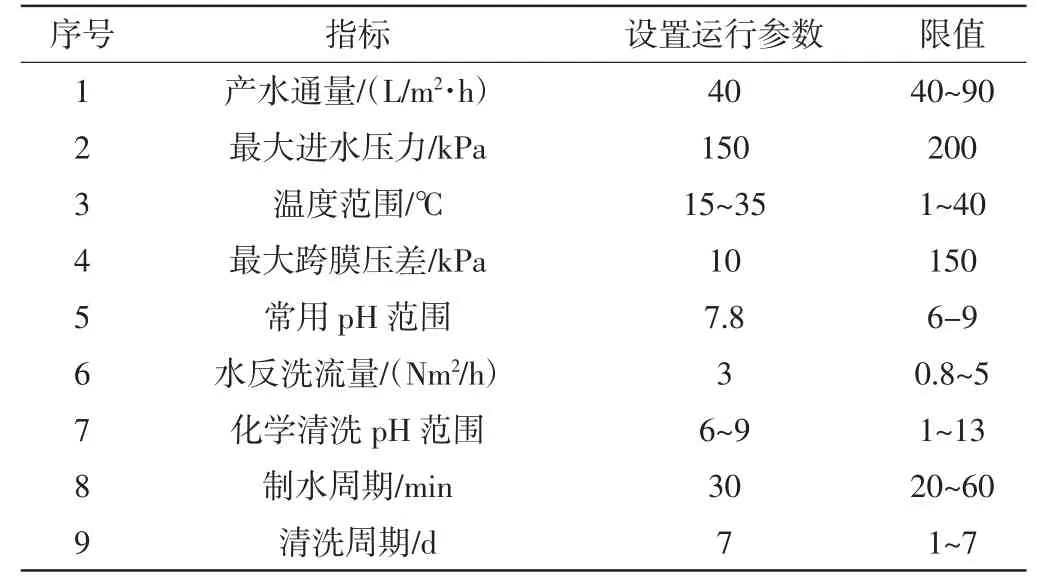
表10 單個組件運行工藝參數
4.1.3 回用水水質
經過深度處理后的回用水水質檢測見表11,結果表明各項指標滿足限值要求。
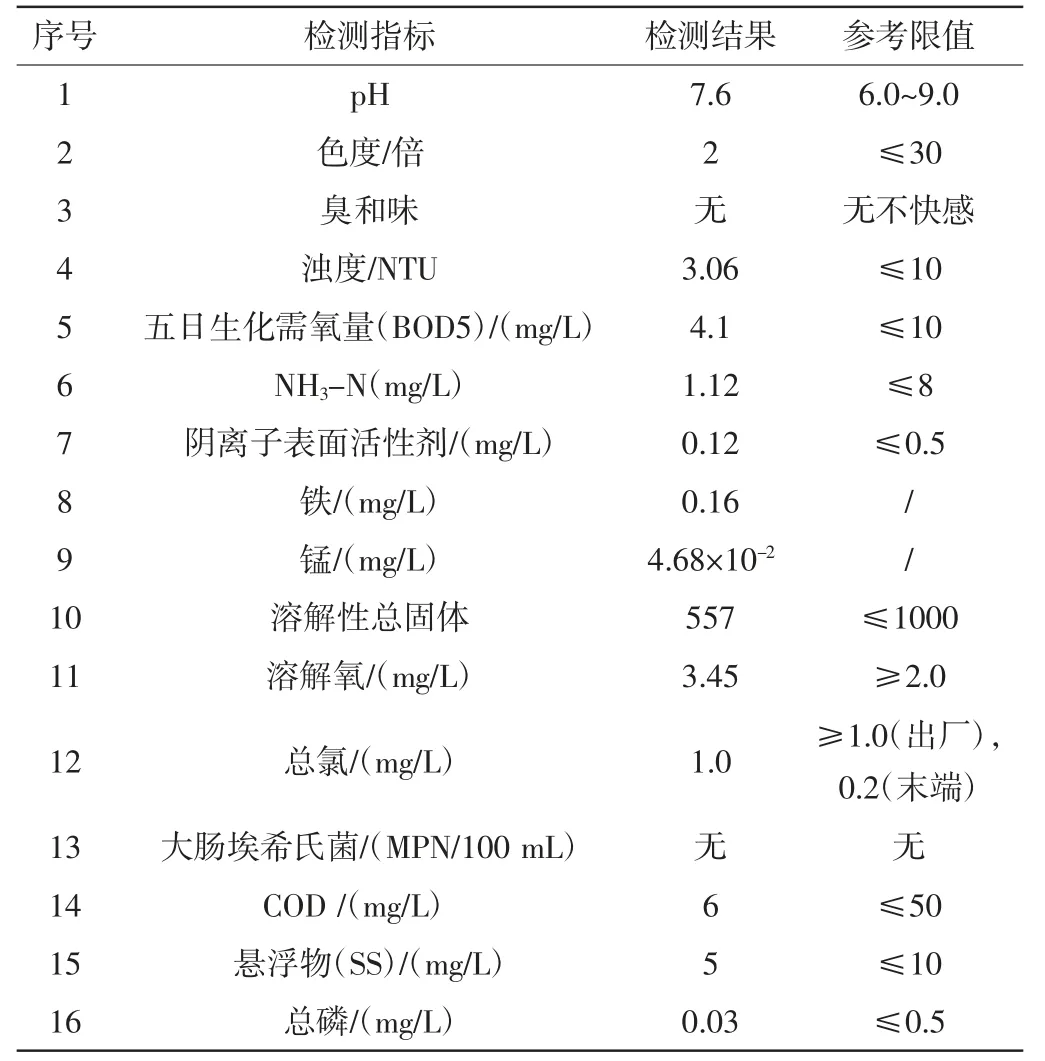
表11 回用水水質檢測結果
4.2 回用水供水系統
經過超濾系統深度處理后的回用水進入回用水供水系統,供水系統由回用水池、恒壓供水模塊、供水泵、水位傳感器LS和壓力傳感器PI 等組成(圖3)。
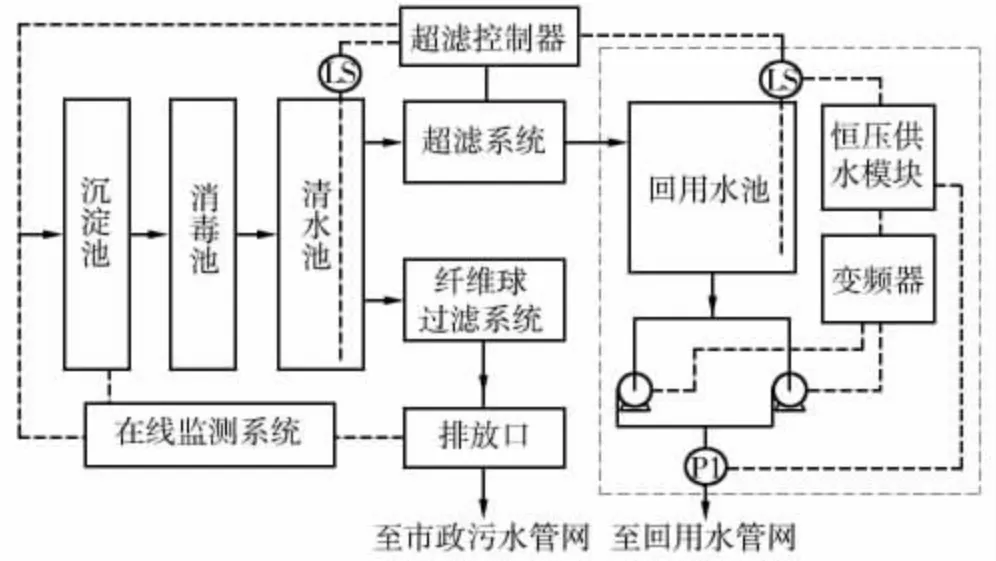
圖3 回用水供水系統
清水池和回用水池設有LS,供水出口設有PI,通過LS、PI、恒壓供水模塊、變頻器實現向管網恒壓供水以及安全保護。回用水池LS 低水位信號、在線監測系統無報警信號、清水池LS 無低水位信號時超濾系統自動向回用水池補水。清水池LS 低水位信號或回用水池LS 高水位信號或在線監測系統報警時,超濾系統停止向回用水池補水。回用水池LS 低水位信號時恒壓供水模塊停止向管網供水,實現缺水保護。
4.3 中水回用效益
改造后中水回用率可達到30%,滿足企業日常綠化、馬路清洗的需求,也符合建設綠色工廠的要求。減排方面,企業每年可以減少向市政管網排放污水約1.5 萬噸;節能降費方面,相當于每年節約自來水用量1.5 萬噸,節約水費約5 萬元。
5 結束語
通過分析企業污水處理系統存在的問題,找到原因,采用技術可行、經濟合理的工藝對系統進行升級改造,并對改造結果進行驗證。驗證結果表明,改造達到提升系統氨氮處理能力、恢復設計處理量的目的,同時實現了處理過程在線監測和中水回用,促進了節能減排,為申請創建綠色工廠創造了條件。
猜你喜歡
環境(2023年5期)2023-06-30 01:20:01
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
當代水產(2019年1期)2019-05-16 02:42:04
當代水產(2019年3期)2019-05-14 05:42:48
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2018年14期)2018-08-21 01:38:16
家庭影院技術(2017年9期)2017-09-26 03:41:45
