螺桿鉆具萬向軸彎殼體管料煨彎加工工藝改進
2023-08-27 01:38:50王慶彬柳明義
設備管理與維修 2023年14期
曲 哲,王慶彬,柳明義
(中國石油渤海石油裝備鉆井裝備分公司,天津 300280)
0 引言
螺桿鉆具是石油鉆井廣泛使用的井下動力鉆具,在鉆井作業中需要定向、造斜、穩斜時,就要求井下動力鉆具的殼體帶有彎角。隨著定向井、水平井等大量的應用,直殼體螺桿已經被彎殼體螺桿取代,彎殼體螺桿鉆具在提供動力的同時也能夠控制井眼的軌跡。彎殼體是萬向軸總成外部帶有彎角的殼體,外螺紋與定子內螺紋連接,內螺紋與傳動軸殼體外螺紋連接。
隨著螺桿鉆具在直井、定向井水平井的大量應用,萬向軸彎殼體的需求量逐步上升。為了縮短萬向軸彎殼體的的加工工藝提高效率、節省生產成本,需要一種更加方便高效、成本低廉的萬向軸彎殼體加工新工藝。
1 萬向軸彎殼體結構簡介
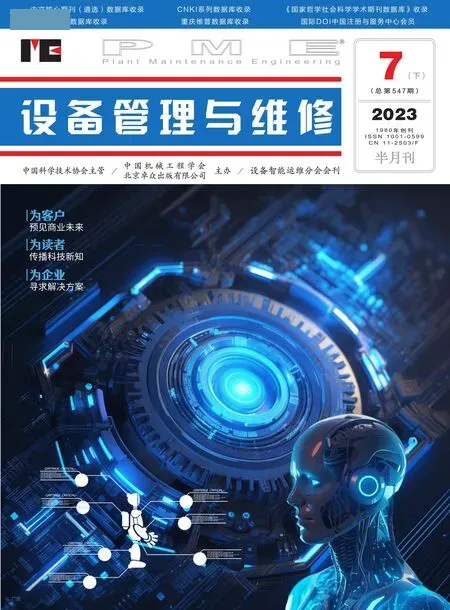
萬向軸彎殼體是螺桿鉆具萬向軸部分的外部殼體,依靠螺紋與上、下殼體連接,其殼體上部為直臂,下部為彎臂,彎臂與直臂有一定夾角。萬向軸彎殼體中部內孔為大空腔,保證內部萬向軸總成在旋轉運行過程中不與殼體發生干涉,其結構如圖1 所示。
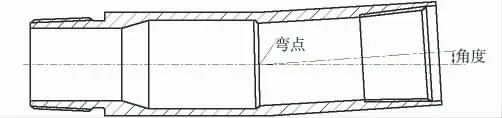
圖1 螺桿鉆具萬向軸彎殼體
2 原萬向軸彎殼體加工工藝
(1)下料:原萬向軸彎殼體加工工藝的下料為下棒料,要求棒料外徑比彎殼體的成品外徑尺寸大30 mm,目的是給彎角處留量,便于加工最終的彎角。
(2)粗車:粗車外徑,直臂端留5~6 mm 余量,彎臂端加工成大臺階留20 mm 左右余量;鏜床粗鏜內孔后車床加工,直臂端內孔留5~6 mm 余量,彎臂端保持粗鏜尺寸,為彎角加工留量(圖2)。
(3)熱處理調質:將萬向軸彎殼體粗車件進行熱處理調質,硬度和機械性能要滿足《螺桿鉆具萬向軸殼體半成品采購技術要求》的機械性能(表1)。

表1 機械性能要求
(4)外徑、內孔精車:工件進行熱處理后在普通車床上精車直臂端外徑至成品尺寸,彎臂端將熱處理黑皮車掉,留20 mm 左右余量。精車直臂端內孔至成品尺寸,彎臂端內孔保持鏜孔尺寸。
(5)精車直臂端外螺紋:數控機床夾緊大端,車小端,精車萬向軸彎殼體外螺紋。
(6)精車彎臂端外徑及內螺紋:管螺紋機床上,工件裝卡車彎角工裝,調整管螺紋車床前后卡盤的夾緊位置來調整工件的彎角角度,完畢后加工彎臂端外徑、內孔,并精車內螺紋。
從以上加工工藝可以看出,萬向軸彎殼體要保證彎角和內螺紋的加工需要,就要求在彎角部位的外圓和內孔留有足夠的余量,外圓內孔余量均在20 mm 左右。因此,彎殼體加工工藝要求下足夠大的棒料,同時增加了無彎角端的切削量,原材料和刀具浪費較大。內孔粗鏜,增加了工序加工成本。
隨著螺桿鉆具萬向軸彎殼體的需求量不斷增大,原有的加工工藝已經無法滿足螺桿鉆具的整體供應,且成本居高不下,為降低螺桿鉆具彎殼體整體成本、提高加工效率,需要一種全新的彎殼體加工工藝。
3 萬向軸彎殼體管料煨彎加工工藝
(1)下料:該工藝下料選用成型管料,要求管料外徑較萬向軸彎殼體成品尺寸大8~10 mm,管料內孔較最小內孔小8~10 mm。
(2)粗車:下管料后在機加工車間對外徑和內孔進行粗加工,留5~8 mm 的加工余量。
(3)預煨角度:將粗車后的管料在彎點處經過加熱預煨出彎殼體的角度;將管料通過卡盤和煨彎工裝固定在普通車床上,利用加熱裝置對管料的彎點處加熱,預煨出彎殼體的角度(圖3)。
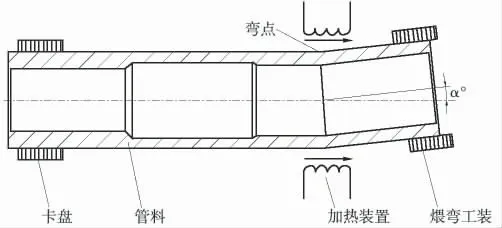
圖3 煨彎簡圖
(4)熱處理調質:將煨彎后萬向軸彎殼體進行熱處理調質,硬度和機械性能要滿足《螺桿鉆具萬向軸殼體半成品采購技術要求》的機械性能(表1)。為使煨彎后的萬向軸彎殼體熱處理后能夠滿足性能要求,前期選用兩套試件進行性能測試,試樣選取位置如圖4 所示。
圖4 試樣選取位置
兩套試驗萬向軸彎殼體熱處理后選取部位的機械性能見表2、表3。
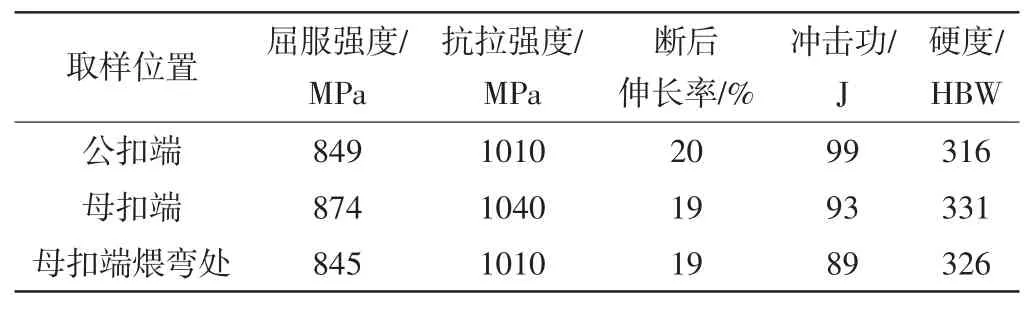
表2 試件1 機械性能
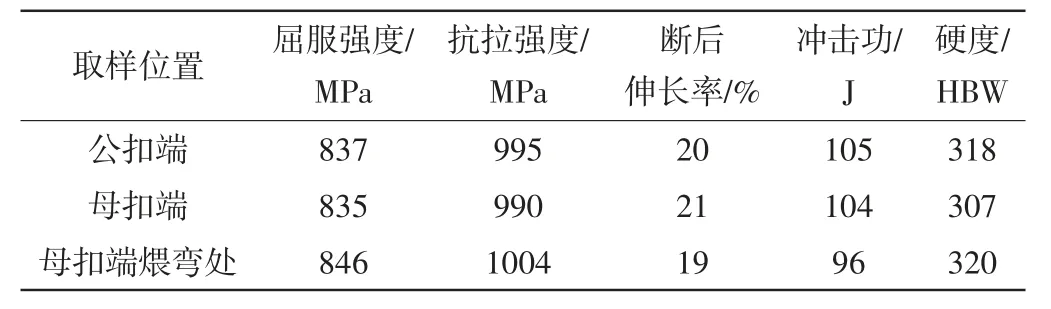
表3 試件2 機械性能
試件均滿足《螺桿鉆具萬向軸殼體半成品采購技術要求》,并優于螺桿鉆具行業標準,其中的關注點——母扣煨彎處的機械性能同樣滿足要求,因此可以判斷,萬向軸彎殼體的熱處理性能不受熱煨彎的影響。
(5)外徑、內孔精車:在普通機床上加工帶有彎角殼體的直臂端外徑、內孔及外螺紋,在加工時調整彎臂端的裝卡使其處于偏心狀態,且偏心的大小隨角度的變化可調,使得直臂端在加工時處于回轉狀態,并且可以加工不同彎角角度的彎殼體。該步驟解決了普通車床加工不同心殼體的問題,要求在加工直臂端時直臂端處于回轉狀態,彎臂端的裝卡保證處于偏心狀態,且偏心的大小可調,這樣就可以加工不同角度的彎殼體了。
具體方法為:在彎臂端裝卡采用三爪卡盤夾持四爪卡盤,調整四爪卡盤對應彎殼體高低點的一對開盤爪的位置來找正直臂端的外徑,找正完畢便可進行直臂端的外徑、內孔及外螺紋的加工。利用中心架將直臂端徑向限位,在彎臂端裝卡采用三爪卡盤夾持四爪卡盤,調整四爪卡盤對應彎殼體高低點的一對開盤爪的位置來找正直臂端的外徑,使得四爪卡盤對應彎殼體高低點的一對開盤爪之間的垂直距離為直臂端的外徑,然后利用刀片進行彎殼體直臂端的外徑、內孔及外螺紋的加工(圖5)。
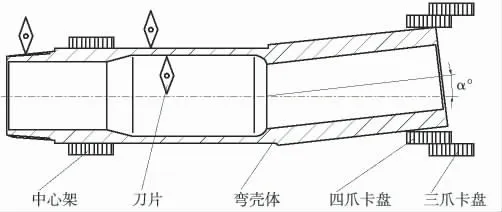
圖5 外徑、內孔及外螺紋加工簡圖
(6)精車彎臂端外徑及內螺紋。將加工好直臂端的彎殼體輔助加長,使其有足夠的長度在空心車床的前后卡盤上裝卡。具體方法為:將加長桿上的內螺紋與彎殼體加工好的外螺紋連接,使其有足夠的長度在空心車床的前后兩卡盤上裝卡。根據要求角度及彎殼體的高點調整前后卡盤,最后進行彎臂端的外徑、內孔及內螺紋的加工(圖6)。在加長桿上安裝后卡盤,在彎殼體的直臂端安裝前卡盤。根據彎殼體的直臂端的兩端卡盤間距D 和萬向軸彎殼體彎度B 計算出彎殼體尾部(加長桿端)偏移量e=D×tanB。先將后卡盤軸心調整到偏心e,前卡盤以大外圓臺肩處的外圓圓心E 點找正,然后在大外圓端面的圓心F 點位置找偏心,偏心計算方法同上。反復調整前、后卡盤,直至E 點與主軸同軸,F 點達到彎度B 時的偏心量。最后利用刀片來進行彎殼體的彎臂端的外徑、內孔及內螺紋的加工。
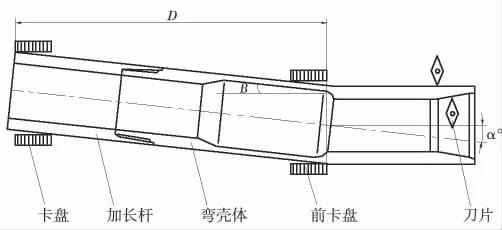
圖6 外徑、內孔及外螺紋加工簡圖
實際加工過程中,由于對工藝不熟悉會導致效率不高,影響產品的交貨期。通過與操作人員的交流探討,不斷總結、改進加工技術,目前該萬向軸彎殼體的新加工工藝已經相當成熟,生產效率增加,能夠形成一套常規的產品工藝。
4 降本增效
(1)降本。前期已經投產的172 mm 型新煨彎工藝的萬向軸彎殼體,經過原材料和加工工時的核算,每根成本降低近千元,降幅達20.9%,降本效果明顯。目前累計投產的172 mm 型萬向軸彎殼體有百余件,共計降本數十萬元。待該套工藝后續全面鋪開推廣,隨著螺桿鉆具需求的增加,預計能降低成本超百萬元。
(2)增效。以172 mm 型螺桿鉆具萬向軸彎殼體為例,目前新煨彎工藝彎殼體所需加工工時為18 h 30 min,比原工藝的23 h 45 min 縮短了5 h 15 min,降低工時成本22%左右,大大提高了生產效率。新工藝為螺桿鉆具的市場保供創造了有利條件,解決了生產的排產難題。
5 市場應用
全新工藝的萬向軸彎殼體已經進入市場進行驗證。通過前期的使用跟蹤,目前市場沒有反饋因為萬向軸彎殼體導致外部市場出現質量問題,因此說明該套加工工藝成熟可靠,目前已有172 mm 和135 mm 型的萬向軸彎殼體投入到市場應用,今后將進行系列化推廣,逐步擴展到95 mm、197 mm、216 mm、244 mm 等型號。
6 總結
用管料煨彎的方法加工萬向軸彎殼體是一種全新的加工工藝,解決了現有螺桿鉆具彎殼體生產種存在的運行工序長、加工成本高,原材料浪費等問題。通過前期試加工和驗證,在工藝編排合理性、技術難題攻關、整體力學性能穩定性以及市場使用等方面,都達到了預期的效果。工藝定型后,將全面推廣管料煨彎加工萬向軸彎殼體的方法。