花鍵變形與控制
2023-08-25 09:23:08郝以領張延森于明星一拖洛陽鑄鍛有限公司
鍛造與沖壓 2023年15期
文/郝以領,張延森,于明星·一拖(洛陽)鑄鍛有限公司
張浩·寧夏長慶石油機械制造有限責任公司
在生產實踐中發現,不同的鍛造方式,不同的熱處理工藝,感應淬火后對花鍵的尺寸產生不同的變化。在新產品調試過程中出現的問題,本文主要介紹兩種帶漸開線花鍵的驅動輪軸,在感應淬火前、后出現的尺寸變化及解決方法。
鍛造加工是依靠沖擊或擠壓的方式,將材料在不同的模具內,以塑性變形方式改變其形狀但不改變其質量及材料成分的情況下,得到所要求的形狀、尺寸及機械性質的零件。鍛造加工可控制金屬的流動及晶粒的結構,使得鍛造的零件具有良好的機械強度及韌性,需要承受高負載及高使用頻率的機械零件,通常采用的鍛造方式有鐓粗類和拔長類。對帶盤的驅動輪軸,多采用大盤鐓粗成形工藝;對不帶盤的驅動輪軸,多采用桿部拔長成形工藝。中碳鋼料進行鍛造加工以后,必須實施淬火處理,以提高其表面硬度。本研究針對不同成形工藝的鍛造毛坯,采用不同的熱處理工藝條件實施淬火處理,分別觀察顯微組織、測試硬度,探索不同鍛造方式及不同熱處理工藝后零件尺寸的變化規律,并進行相應控制的方法,以保證產品尺寸符合圖紙要求,供碳鋼鍛件淬火和機加工時參考。
探索方向
圖1 是一種帶盤的驅動輪軸產品,主要應用于工程機械,如平地機、裝載機行走輪的驅動軸。淬火部位及層深、硬度要求:小端花鍵部位硬化層7 ~12mm(檢測部位離端面5.5mm 處),表面硬度要求52 ~57HRC。加工精度要求:外花鍵跨棒距M值為71.93mm。感應淬火區域超過530mm。根據產品圖的要求,設計了淬火工藝,通過編程可自動實現整個淬火過程,從裝卡位置的上端開始淬火,采用掃描淬火、變速移動、選點停頓等手段,優化淬火過程,產品在試制過程中,發現花鍵尺寸的變形是最不易控制的。經過多次工藝優化,最終找到合適的淬火參數,減少了花鍵變形,彌補了線尺寸變化,保證了產品質量。
圖1 產品裝卡位置及淬火位置圖
工藝方案
方案一
按工藝方案一做了5 件產品,銑花鍵后M 值要求71.93mm。實測71.92 ~71.88mm,熱處理后實測發現跨棒距發生了較大變化,開始點花鍵M值在71.96 ~71.92mm,花鍵通規通,結束點花鍵M 值在71.87 ~71.85mm,花鍵止規止不住。花鍵硬化層形狀見圖2。

圖2 花鍵硬化層形狀
方案二

圖3 淬火后的花鍵
方案三
根據花鍵熱處理后尺寸變化規律和產品圖硬化層位置要求,淬硬層從端面12.5mm 位置開始檢測,所以,端面部位不淬火是符合圖紙要求的。再次對該批樣軸進行調試,主要是調整淬火開始點位置(微量上移)。同樣做標識,測量淬火前后的M 值,這樣處理的花鍵,硬化層形狀檢測如圖4 所示。開始點的部位花鍵脹0.01 ~0.03mm,結束點的部位花鍵縮0.01 ~0.03mm。花鍵熱處理前的M 值只要在71.88 ~ 71.90mm 之間,熱處理后就是合格的。

圖4 硬化層形狀
按照工藝方案三,產品感應淬火后,要用花鍵綜合檢規100%檢測花鍵開始點變形量。為降低超差風險,先做4 件,主要是摸索不同加熱始點位置對花鍵熱處理后M 值的影響規律。測量結果如表1 所示,發現花鍵改變淬火始點后尺寸變化量是0.010~0.030mm,而不是從端面開始淬火的0.040~0.080mm。

表1 改變淬火始點后花鍵M 值
說明選擇合適的加熱開始點,也可以影響M 值的變化量,從而找到工藝優化點。按照這個思路,增加了取樣數量,試驗了20 件,做了分組標記,淬火后工件在臺車回火爐中進行150℃回火,到溫保溫3h。降溫出爐時發現,距端面6mm 處開始加熱的樣件有3 件出現端面環形裂紋。檢測花鍵變形全部合格,檢測有裂紋的工件主要是端面過燒造成的。8mm 開始位置和10mm 開始位置的無裂紋出現。這說明,加熱開始點過長,M 值變大過多;加熱開始點過短,M值變大較小,但有淬裂風險。選9mm 作為優化后的加熱開始點是比較合適的,但又發現了線尺寸有較大的變化。經測量對比,變化規律見表2。
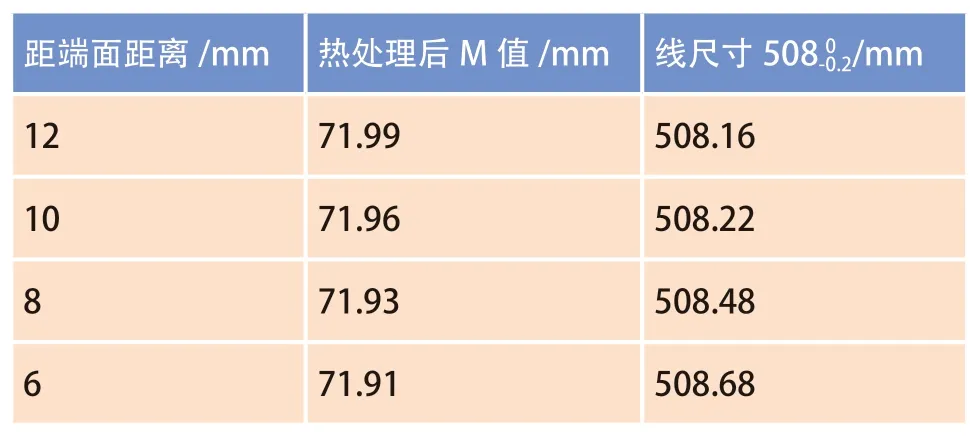
表2 線尺寸變化規律
優化后工藝及線尺寸控制
工藝優化后處理的花鍵變形控制在很小范圍內,裂紋風險消除,經線尺寸的進一步摸索,基本都在變長0.4mm 左右,掌握了變化規律,問題就好解決了。具體優化措施如下。
⑴精車工序。設備采用數控車,工藝采用雙頂尖定位,為了消除因中心孔深度誤差引起的線尺寸變化,機床配置了馬波斯量儀來提高定位精度。對已變長的零件增加精車端面工序,來保證線尺寸和安裝距在圖紙要求的公差內。對后續零件的處理方式是在零件熱處理前的精車序,將該線尺寸提前減小0.4mm,加工到507.6mm,熱處理后尺寸自動回歸到50mm,保證了線尺寸的合規。
⑵熱處理工序。優化了過程參數,由于淬火機床是PLC 控制,調整參數簡單便捷,調整了掃描加熱速度,降低加熱開始點的掃描速度,提高花鍵終止點的掃描速度,這樣由于端面溫度高,塑性好,加熱時尺寸膨脹可以向端面移動,組織應力可以沿軸向釋放,冷卻時組織轉變的應力也可以減少,從而降低了M值的變化范圍,檢測脹量在0.010 ~0.015mm。壓縮了跨棒距的變動范圍,M 值更趨穩定。
⑶銑花鍵工序。采用數控花鍵銑床,機床數控系統采用FANUC 0i—MD 六軸控制數控系統,可靠性高,保護功能完善,配置了單向對刀裝置。對花鍵一端脹一端縮的零件,可以實現熱處理后修復。對個別花鍵一端脹一端縮的變量較大的零件,也可以采用熱處理前插補銑,將花鍵加工成帶錐度的,使熱處理后M 值正好回歸到公差范圍內,強大的自動控制手段,為產品質量保證提供了堅強的支撐。
不帶盤的花鍵軸的研究
圖5 是一種不帶盤的花鍵軸,是拖拉機用驅動軸,淬火后發現花鍵及線尺寸的變化又有所不同,經過20 件的精加工、淬火、回火、測量,發現熱處理后的M 值是變大的,基本在0.01 ~0.03mm 間;而線尺寸是變小的,基本在0.15 ~0.2mm。和帶盤的驅動輪軸變化相反,應該與鍛造成形方式不同有關。帶盤驅動輪軸的成形屬于鐓粗類成形,在鍛造過程中,驅動輪軸的桿部是不發生形變的,它的成形主要是棒料聚集然后鐓粗成形大盤;而不帶盤的驅動輪軸,其成形工藝屬于拔長類成形,在鍛造過程中,桿部要經過拔長,發生形變。熱處理后取樣分析時通過觀察金相組織發現,兩種不同的成形方式在花鍵部位有很大差別。所以,可以采用對應的方法去控制M 值,其控制方法類同帶盤驅動輪軸,不再贅述。當然,在開發過程中也出現了如圖6 的淬裂現象,不在本文研究范圍,有興趣的同行,可以單獨聯系探討。

圖5 不帶盤的花鍵軸

圖6 特殊淬裂現象
結束語
通過多次試驗,找出變形規律,分析變形原因,采取相應措施,控制或彌補變形量,滿足了新產品開發節點,保證了批量生產的穩定性,降低了公司損失,希望對同行兄弟單位有所幫助或借鑒。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
