基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗證
2023-08-22 06:39:52侯詩穎王鐵鋼王浩劉杰
金屬加工(冷加工) 2023年8期
侯詩穎,王鐵鋼,王浩,劉杰
天津職業(yè)技術(shù)師范大學(xué) 天津 300222
1 序言
鎢、鉬在我國儲量豐富且分布廣泛,鎢和鉬同屬元素周期表中ⅦB族元素,是典型的高熔點金屬。由于鎢鉬合金具有比純鉬更高的熔點、比純鎢更低的密度,結(jié)合了鎢、鉬優(yōu)點,既具有金屬鎢高強度的特性和優(yōu)異的耐高溫性能,又具有鉬超強的耐腐蝕和抗燒蝕性能[1],因此正成為航空航天領(lǐng)域的重要材料,可用于火箭發(fā)動機噴管以及燃?xì)廨啓C的關(guān)鍵部件,并且在未來的工業(yè)領(lǐng)域具有更廣泛的應(yīng)用前景。
為了研究鎢鉬合金切削原理,學(xué)者進(jìn)行了大量研究工作。羅正川[2]等使用硬質(zhì)合金刀具切削鎢基合金時,刀具磨損極為迅速,導(dǎo)致硬質(zhì)合金刀具失效的主要磨損形式是在主后刀面和副后刀面交會處出現(xiàn)的三角形磨損區(qū)。刀具磨損的主要原因是硬質(zhì)點引起的機械磨損,而硬質(zhì)合金中粘結(jié)劑鈷的擴散則加速了刀具的磨損。葉毅[3]等在切削鎢基合金時,發(fā)現(xiàn)細(xì)晶粒或超細(xì)晶粒及表面有耐磨涂層的WC基硬質(zhì)合金刀具壽命較短,因此使用WC基硬質(zhì)合金對鎢及其合金進(jìn)行切削加工是不經(jīng)濟的。復(fù)合陶瓷刀具不適合用來切削高鎢合金材料,PCD金剛石刀具壽命與WC基硬質(zhì)合金相比并無明顯提高。鎢及其合金材料最好采用PCBN刀具且用CBN含量較多的牌號(如DBC80)來加工,這樣可獲得較好的經(jīng)濟效益。
ABAQUS有限元分析軟件是金屬切削加工仿真的常用軟件,具有強大的非線性分析功能,可以實現(xiàn)熱力耦合。鎢鉬合金屬于難加工材料,其加工成本高、加工效率低且刀具磨損嚴(yán)重,因此,本文使用ABAQUS有限元分析軟件,建立鎢鉬合金三維銑削模型,針對不同切削參數(shù),研究在銑削鎢鉬合金過程中產(chǎn)生的切削力和切削溫度的變化規(guī)律,最后通過正交試驗獲得最優(yōu)的銑削參數(shù)組合,以此為實際銑削加工提供參考。
2 鎢鉬合金有限元建模
2.1 刀具幾何模型
仿真使用硬質(zhì)合金標(biāo)準(zhǔn)4刃立銑刀,規(guī)格見表1。利用SolidWorks三維建模軟件生成銑刀模型,如圖1所示。由于本文研究目的是分析在不同的銑削參數(shù)下切削力和切削溫度的變化規(guī)律,同時考慮到刀具的主切削刃相對于工件小得多,因此在ABAQUS有限元分析中假設(shè)刀具是剛體,不考慮刀具變形和磨損,刀具的物理參數(shù)見表2。
圖1 銑刀模型

表1 刀具規(guī)格 (單位:mm)

表2 刀具物理參數(shù)
2.2 鎢鉬合金材料本構(gòu)模型
本文的仿真工件材料為鎢鉬合金,主要物理和力學(xué)性能參數(shù)見表3[4]。
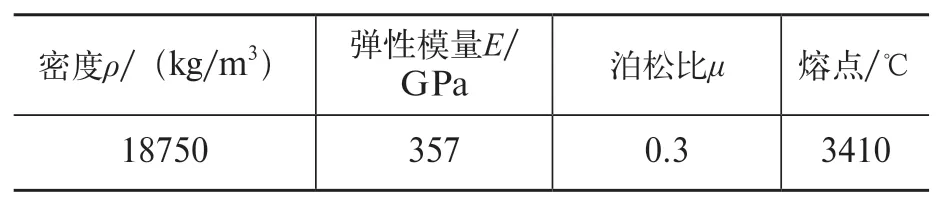
表3 鎢鉬合金材料物理參數(shù)
在金屬切削加工過程中,多數(shù)情況下材料是在高溫、高應(yīng)變和高應(yīng)變速率的情況下發(fā)生彈塑性變形的,所以要建立合理的材料模型,也是模擬成功的關(guān)鍵步驟。本文材料模型采用Johnson-Cook本構(gòu)模型,可反映出材料的應(yīng)變硬化效應(yīng)、應(yīng)變強化效應(yīng)和熱軟化效應(yīng),其形式為
式中,σ為流動應(yīng)力(MPa);ε為塑性應(yīng)變;ε0為參考應(yīng)變率;T為溫度(℃);Tr為室溫(℃);Tm為材料熔點(℃);A、B、C、m、n為材料參數(shù),數(shù)值見表4[5]。

表4 鎢鉬合金材料Johnson-Cook本構(gòu)模型參數(shù)
2.3 接觸和邊界條件
創(chuàng)建一個接觸屬性,由于仿真過程中將刀具視為剛體,所以需要再創(chuàng)建一個剛體約束。在初始分析步下創(chuàng)建一個邊界條件,約束工件側(cè)面的所有自由度,刀具需要約束4個自由度,并設(shè)置繞Z軸的旋轉(zhuǎn)及移動,其中轉(zhuǎn)動速度為主軸轉(zhuǎn)速,移動速度為進(jìn)給速度。創(chuàng)建預(yù)定義溫度場,定義工件的溫度為298K。
2.4 網(wǎng)格劃分
網(wǎng)格劃分質(zhì)量對有限元模擬結(jié)果影響較大,因此對模型進(jìn)行網(wǎng)格劃分時,首先應(yīng)選用合適的網(wǎng)格單元類型,其次要綜合考慮精度和成本,合理地控制網(wǎng)格密度。網(wǎng)格越密則模擬結(jié)果精度越高,但會導(dǎo)致計算成本的增加。刀具網(wǎng)格和工件網(wǎng)格最小尺寸均取0.02mm,分別對刀具和工件進(jìn)行均勻網(wǎng)格劃分。刀具結(jié)構(gòu)復(fù)雜,采用四面體非獨立結(jié)構(gòu)性網(wǎng)格,類型為C3D10MT,刀具網(wǎng)格為74400個單元。工件采用六面體結(jié)構(gòu)性網(wǎng)格,工件網(wǎng)格為26250個單元,工件網(wǎng)格類型為C3D8RT。劃分網(wǎng)格后的刀具和工件分別如圖2、圖3所示。
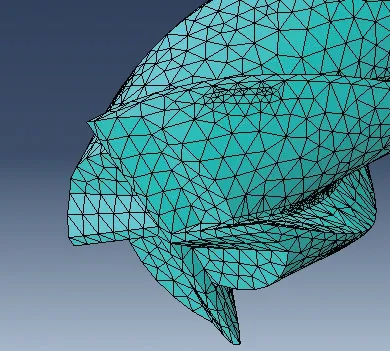
圖2 刀具網(wǎng)格
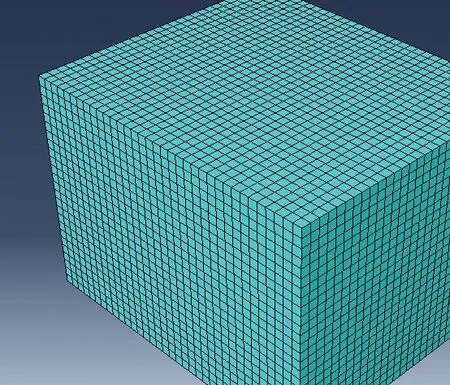
圖3 工件網(wǎng)格
2.5 模型求解
采用ABAQUS/Explicit進(jìn)行模型計算,分析步的類型選擇動態(tài)顯式熱-力耦合分析步。計算完成后可以通過ABAQUS后處理模塊進(jìn)行結(jié)果的查看和分析。銑削模擬結(jié)果如圖4所示。

圖4 銑削模擬結(jié)果
3 仿真正交試驗
3.1 試驗設(shè)計
本試驗主要研究在銑削鎢鉬合金過程中切削速度vc、背吃刀量ap和每齒進(jìn)給量fz對切削力、切削溫度的影響,因此設(shè)置三因素四水平正交表(見表5),即以vc、ap和fz為自變量。令切削寬度ae=1mm,最小切削力F和最低切削溫度T為響應(yīng)量[6]。根據(jù)正交試驗表選擇原則,采用L16正交表,試驗安排及結(jié)果見表6。
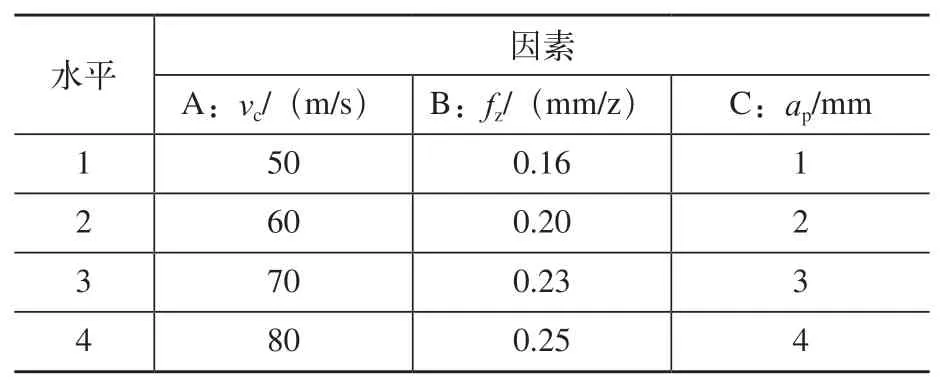
表5 正交因素與水平
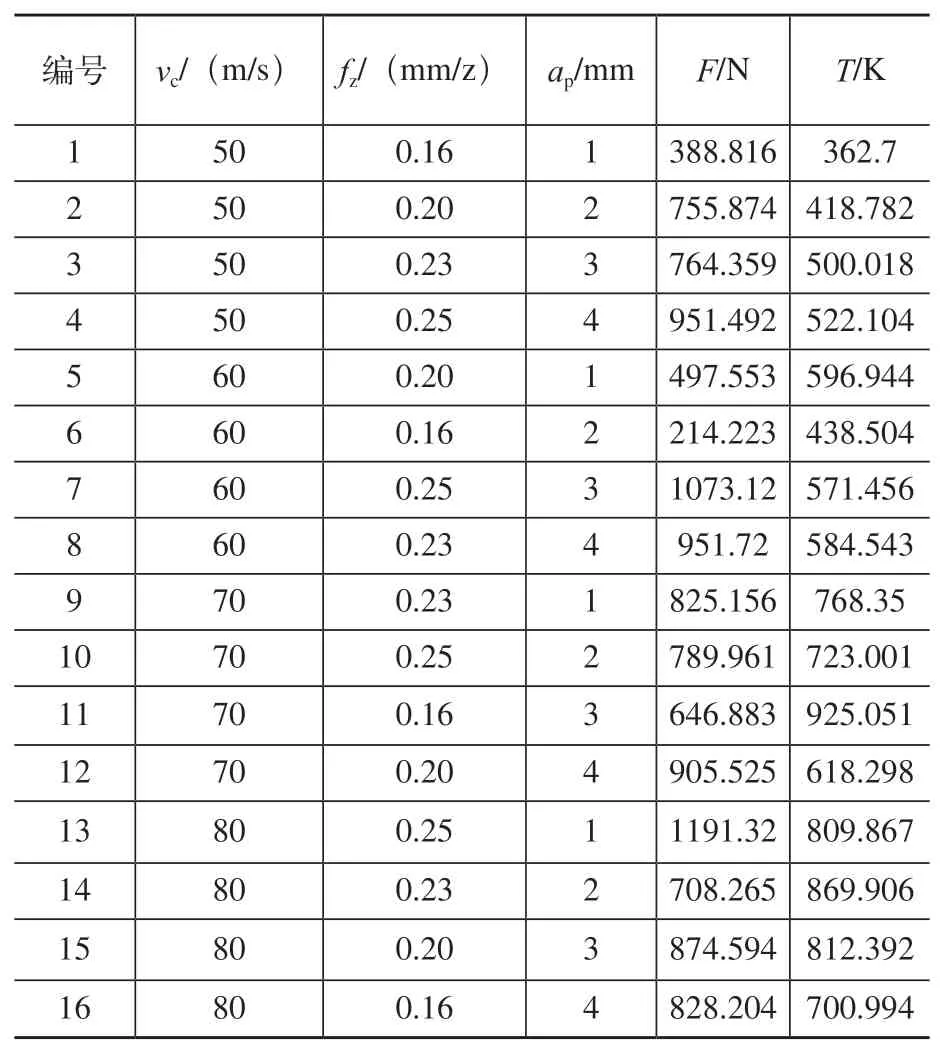
表6 正交試驗結(jié)果
3.2 有限元模擬結(jié)果分析
針對正交試驗結(jié)果采用極差R法分析,極差是指各水平指標(biāo)對應(yīng)的最大值與最小值之差。極差分析法簡稱R法,是分析正交試驗結(jié)果最常用的方法,此法包含計算和判斷兩模塊,可以求出試驗因素的主次、優(yōu)水平和因素最優(yōu)組合[7]。R法的原理是通過計算各列數(shù)值的極差進(jìn)行對比,極差越大,就證明該因素對結(jié)果的影響程度越大,則為主因素,再通過直觀分析法對結(jié)果進(jìn)行分析。以最小切削力F為指標(biāo),試驗結(jié)果分析見表7,表中K1、K2、K3和K4分別為各影響因素每個水平下試驗結(jié)果的和,k1、k2、k3和k4分別為對應(yīng)的平均值。
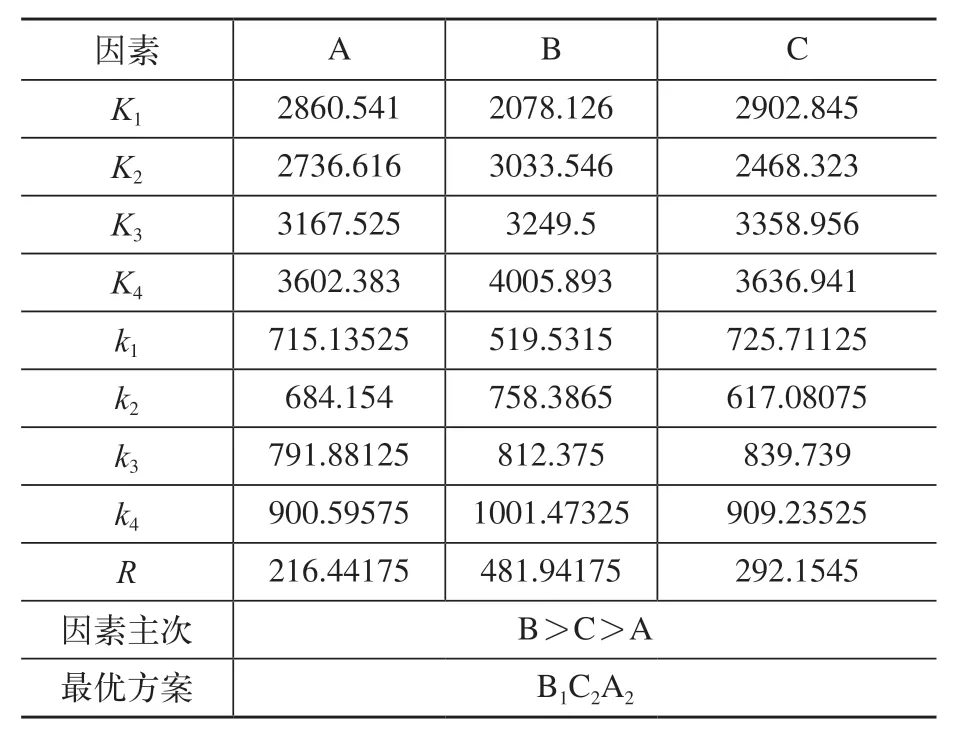
表7 指標(biāo)F試驗結(jié)果分析 (單位:N)
從表7可得出結(jié)論:背吃刀量和每齒進(jìn)給量對切削力影響較大,影響主次為B>C>A,故指標(biāo)F優(yōu)選方案為B1C2A2,即切削速度vc為60m/s,每齒進(jìn)給量fz為0.16mm/z,背吃刀量ap為2mm。
以最低切削溫度T為指標(biāo),試驗結(jié)果分析見表8。
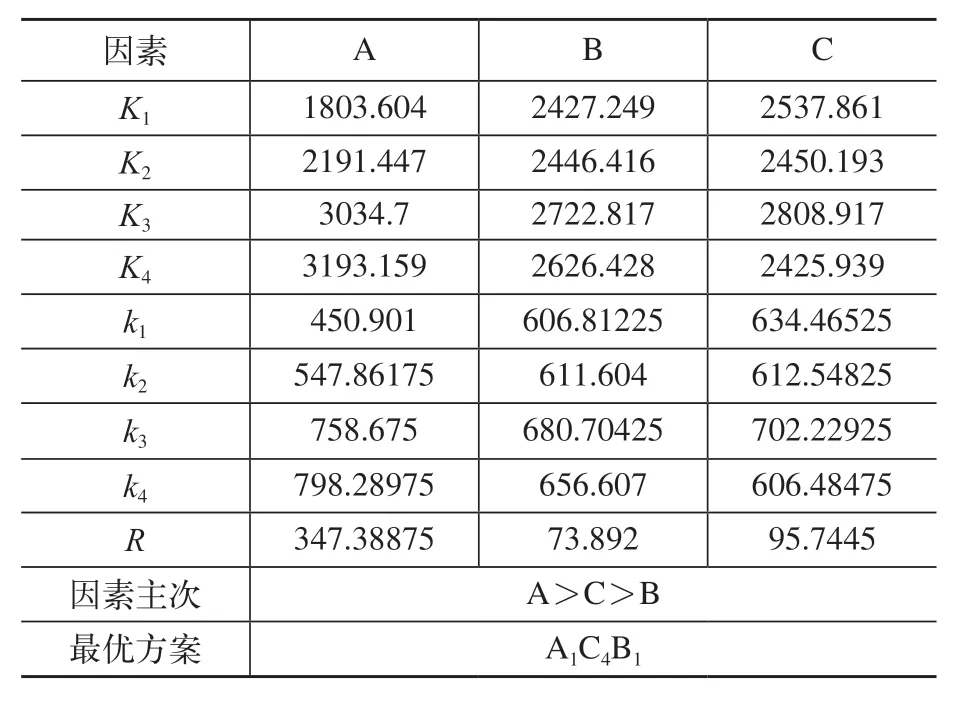
表8 指標(biāo)T試驗結(jié)果分析 (單位:K)
從表8可以得出:切削速度和背吃刀量對切削溫度影響較大,影響主次為A>C>B,故優(yōu)選方案為A1B1C4,即切削速度vc為50m/s,每齒進(jìn)給量fz為0.16mm/z,背吃刀量ap為4mm。
4 鎢鉬合金銑削試驗及模型驗證
4.1 試驗設(shè)計
為驗證鎢鉬合金銑削試驗有限元模型的有效性,使用數(shù)控加工中心JOHNFORD-VMC-850進(jìn)行銑削加工,刀具選用硬質(zhì)合金標(biāo)準(zhǔn)4刃立銑刀(見圖5)。

圖5 銑刀
工件板料尺寸為150mm×130mm×45mm,為了將工件固定在測力儀上,在銑削前先在工件上加工安裝孔,采用φ8.6mm鎢鋼鉆頭打孔,再通過圓柱頭內(nèi)六角頭螺栓M8進(jìn)行固定。試驗使用KISTLER 9257b三向測力儀進(jìn)行切削力測量,利用壓板將測力儀固定在機床工作臺上,使用紅外測溫儀測量切削溫度。測力儀與工件的固定如圖6所示,測力測溫過程如圖7所示。
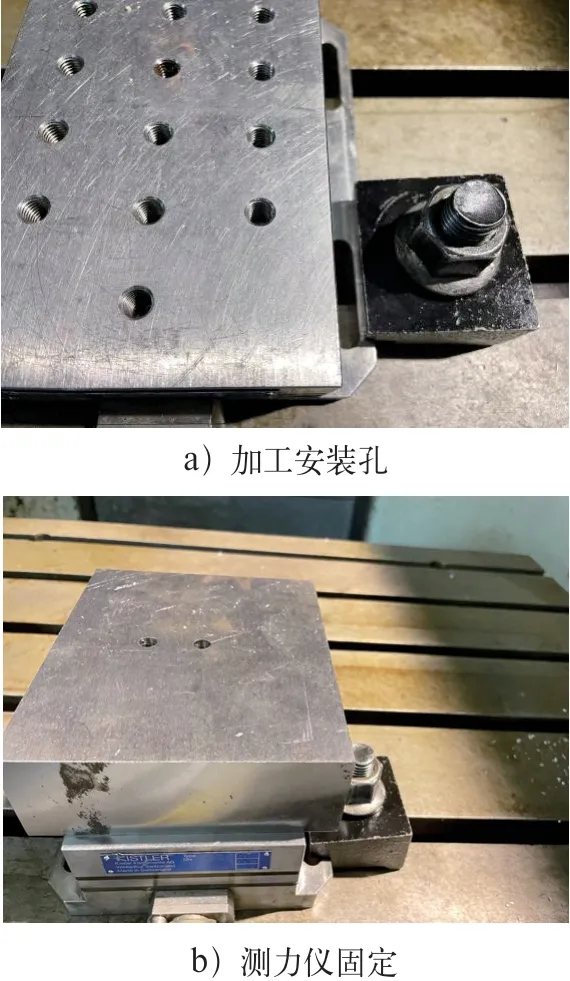
圖6 測力儀與工件的固定

圖7 測力測溫過程
4.2 模型驗證
選擇3組切削參數(shù)進(jìn)行試驗,切削力、切削溫度的模擬值、實測值以及誤差見表9、表10。從表9、表10中可以看出,模擬結(jié)果的最大誤差是15.6%,在20%之內(nèi),因此試驗結(jié)果滿足工程應(yīng)用要求。
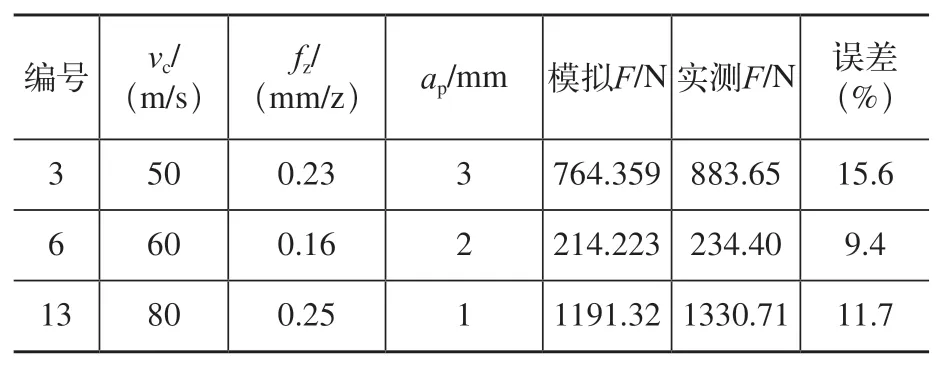
表9 切削力的模擬值、實測值以及誤差
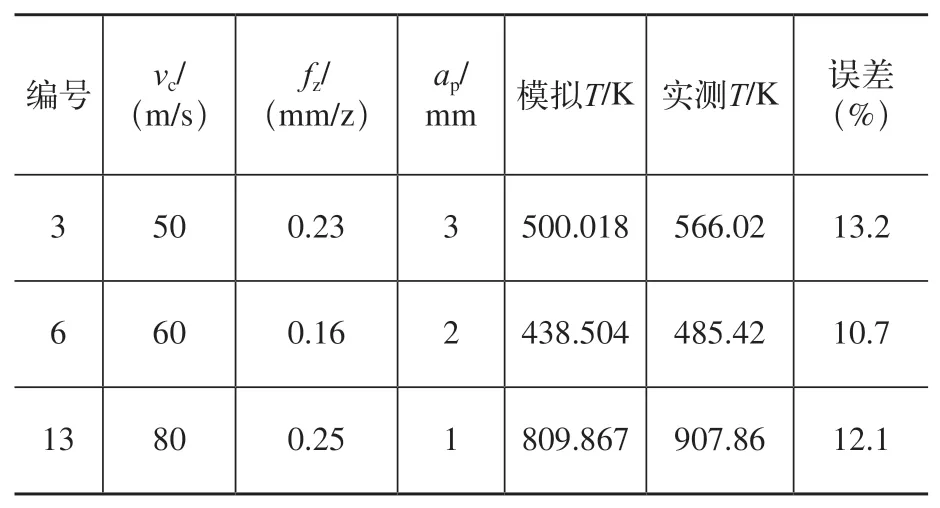
表10 切削溫度的模擬值、實測值以及誤差
5 結(jié)束語
本文使用ABAQUS有限元分析軟件,建立鎢鉬合金三維銑削模型,針對不同切削參數(shù),研究在銑削鎢鉬合金過程中產(chǎn)生的切削力和切削溫度的變化規(guī)律,通過正交試驗獲得最優(yōu)的銑削參數(shù)組合,為實際銑削加工提供參考。得到的結(jié)論如下。
1)背吃刀量ap和每齒進(jìn)給量fz對切削力F影響較大,影響主次為B>C>A,故切削力F優(yōu)選方案為B1C2A2,即vc=60m/s,fz=0.16mm/z,ap=2mm。
2)切削速度vc和背吃刀量ap對切削溫度T影響較大,影響主次為A>C>B,故切削溫度T優(yōu)選方案為A1B1C4,即vc=50m/s,fz=0.16mm/z,ap=4mm。
3)綜合考慮實際加工中切削效率及效益問題,得到最優(yōu)的工藝參數(shù)組合,即vc=60m/s,fz=0.16mm/z,ap=3mm。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24