汽車轉(zhuǎn)向器輸入軸外花鍵加工工藝
2023-08-22 06:39:14余燕戴雄夏炳文
金屬加工(冷加工) 2023年8期
余燕,戴雄,夏炳文
湖北三環(huán)汽車方向機有限公司 湖北咸寧 437000

工程師 余燕
1 序言
汽車轉(zhuǎn)向器是汽車安全行駛的關(guān)鍵部件,而轉(zhuǎn)向器中的輸入軸又是該部件中的一個重要零件。圖1為輸入軸,其右端為加工好的花鍵。花鍵分為內(nèi)花鍵和外花鍵,內(nèi)、外花鍵均為多齒零件。

圖1 輸入軸
由于花鍵聯(lián)接是沒有過盈的,因而被聯(lián)接零件需要軸向固定。外花鍵一般設(shè)計有臺階。花鍵聯(lián)接承載能力高[1],對中性好。轉(zhuǎn)向器輸入軸采用45°圓齒根漸開線外花鍵(見圖2)。

圖2 漸開線花鍵及輸入軸
花鍵加工需要采用專用刀具,制造成本較高。目前該輸入軸外花鍵一般有滾花鍵、插花鍵、軋花鍵及搓花鍵等幾種加工工藝[2]。
2 滾花鍵
滾花鍵如圖3所示。工藝流程:采用兩頂尖及撥叉將輸入軸固定在X軸上→主軸Z軸方向安裝好滾齒刀→輸入軸零件沿X軸向作進給運動,同時沿X軸作旋轉(zhuǎn)運動→Z軸向滾刀沿Y軸向旋轉(zhuǎn)切入設(shè)定花鍵深度→組合運動加工至設(shè)定花鍵長度。

圖3 滾花鍵
此工藝由于一次加工較深,所以切削阻力較大[3],加工表面質(zhì)量不是很好,但換產(chǎn)方便快捷,加工效率適中,刀具成本低,一般每班8h可加工300件。實際生產(chǎn)中常出現(xiàn)花鍵跨棒距檢測時有橢圓現(xiàn)象,這是滾花鍵時深淺有波動造成的。可采用控制滾刀的頭數(shù)及減少機床跳動來消除。
3 插花鍵
插花鍵如圖4所示。工藝流程:采用液壓卡盤將輸入軸一端夾緊固定在Z軸上→主軸Z軸方向安裝好插齒刀→主軸Z軸上作往復(fù)直線運動及沿Y軸進給運動至設(shè)定深度→輸入軸沿Z軸按設(shè)定好的轉(zhuǎn)角做旋轉(zhuǎn)進給→組合運動1次加工1齒至全部齒加工完成。

圖4 插花鍵
此工藝加工輸入軸花鍵表面質(zhì)量較好,適用于結(jié)構(gòu)緊湊、退刀槽短的產(chǎn)品,但加工效率低,一般每班8h可加工200件。這是因為如果加工效率高,每刀加工切削量大,則易產(chǎn)生崩齒現(xiàn)象。需控制插前花鍵外圓尺寸及減少機床跳動。
4 搓花鍵
搓花鍵(見圖5)屬于冷擠壓成形[4],加工前要先通過計算控制輸入軸加工處外圓直徑。由于計算過于繁瑣,因此通常采用經(jīng)驗值,減小輸入軸加工部位直徑進行試切。

圖5 搓花鍵
工藝流程:采用兩頂尖將輸入軸軸向固定在X軸上→主軸Z軸方向安裝好搓齒刀→輸入軸零件沿X軸方向運動至全齒進入刀具加工設(shè)定位置→搓齒刀沿Z軸方向往復(fù)運動同時進給→組合運動加工至設(shè)定花鍵深度。
此工藝加工輸入軸花鍵表面質(zhì)量好、尺寸穩(wěn)定,適用于結(jié)構(gòu)緊湊、退刀槽較短的產(chǎn)品。該方法加工效率高,每班8h能加工1000件左右。但搓花鍵受加工方式所限,特別是在有花鍵槽或一端有缺口的情況下易產(chǎn)生錐度,錐度一般在0.1mm左右,導(dǎo)致裝配時下端不好裝入。解決此類問題的方法是將花鍵槽加工工序或其他未進行的加工工序調(diào)整到搓花鍵工序后。
5 軋花鍵
軋花鍵(見圖6)和搓花鍵一樣,同屬于冷擠壓成形[5],加工前也要先通過計算控制輸入軸加工處外圓直徑。經(jīng)多年加工經(jīng)驗,總結(jié)出軋花鍵通用的簡單計算公式為:輸入軸加工外圓直徑/花鍵齒數(shù)=軋刀齒輪大徑/軋刀齒輪齒數(shù)。可利用該公式直接計算出軋花鍵前加工直徑,避免采用搓花鍵時重復(fù)進行試切驗證的不準(zhǔn)確性及驗證用產(chǎn)品的浪費。

圖6 軋花鍵
工藝流程:采用兩頂尖將輸入軸軸向固定在X軸上→輸入軸垂直方向安裝一對軋齒刀→輸入軸零件沿X軸向進給至設(shè)定加工位置→兩滾軋輪對輸入軸進行滾軋→滾軋至設(shè)定花鍵深度后停機,工件退出起始位置。
軋花鍵加工表面質(zhì)量好、尺寸穩(wěn)定,同樣適用于結(jié)構(gòu)緊湊、退刀槽短的產(chǎn)品。與搓花鍵工藝方法加工效率相當(dāng),每班8h能加工1000件左右。但軋花鍵對初始對刀重合度要求高,若初始對刀重合度不好,則易造成滾軋后花鍵外圓偏小。
6 輸入軸花鍵4種加工工藝對比分析
輸入軸花鍵4種工藝加工出的花鍵分別如圖7~圖10所示。

圖7 滾花鍵工藝加工的花鍵

圖8 插花鍵工藝加工的花鍵

圖9 搓花鍵工藝加工的花鍵

圖10 軋花鍵工藝加工的花鍵
輸入軸花鍵4種加工工藝效果對比見表1。滾花鍵和插花鍵工藝加工效率較低,并且合格率也沒有搓花鍵和軋花鍵工藝高。對于大批量、高精度加工要求,搓花鍵和軋花鍵工藝應(yīng)該是較好的選擇。其中軋花鍵工藝更適用于小退刀槽、花鍵要求無錐度的情況。
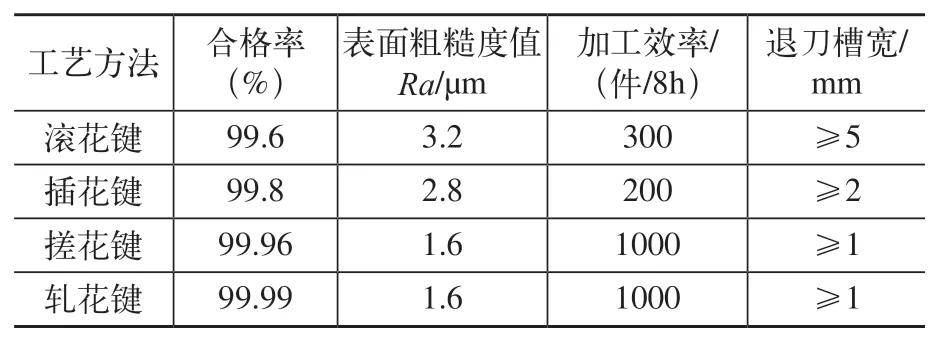
表1 輸入軸花鍵4種加工工藝效果對比
7 結(jié)束語
對4種花鍵加工工藝對比分析后,我公司主要采用軋花鍵工藝方案對輸入軸花鍵進行加工,制造成本低,加工效率高,產(chǎn)品質(zhì)量明顯上了一個臺階。該工藝方案加工范圍廣泛,各種長度、直徑的花鍵都能夠通過更換滾軋輪進行加工。
猜你喜歡
中學(xué)生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
中學(xué)生數(shù)理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學(xué)生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
求學(xué)·理科版(2016年1期)2016-02-29 15:34:46
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34