帶臺階圓筒旋壓成形數值模擬及精度控制技術研究
2023-08-22 04:40:14趙琳瑜張鋒寫旭溫樹斌王猛張立平李忻婷
金屬加工(熱加工) 2023年8期
關鍵詞:工藝
趙琳瑜,張鋒,寫旭,溫樹斌,王猛,張立平,李忻婷
西安航天動力機械有限公司 陜西西安 710025
1 序言
隨著航天用發(fā)動機金屬殼體輕質化、高強度、高精度要求的不斷提升,殼體結構和剛度設計不斷得到優(yōu)化,帶臺階變壁厚圓筒殼體由于能同時滿足薄壁輕質和高強度的要求,因此已成為殼體結構的重要組成部分,其應用型號逐年增加。采用整體旋壓成形可有效解決殼體帶臺階圓筒焊接成形工藝流程復雜、焊縫干涉、與外部件裝配變形等質量問題,且減少了圓筒環(huán)焊縫數量,有效提升了發(fā)動機殼體的可靠性,因此整體旋壓成形變壁厚帶臺階圓筒工藝方法已成為殼體圓筒制造中一項非常重要和關鍵的工藝方法[1]。
由于該結構圓筒帶臺階、壁厚梯度大、形狀精度高、臺階環(huán)間距要求嚴格等特點,致使圓筒成形幾何精度低、形位精度難以控制。哈爾濱工業(yè)大學李萍等[2]對帶臺階圓筒旋輪運動軌跡進行研究,確定了處于斜坡時各旋輪的壓下量之間的匹配關系。中國三江航天集團通過兩種旋壓工藝試驗對比,分析了帶臺階薄壁圓筒旋壓過程中出現的內徑一致性較差的問題。試驗表明,帶臺階薄壁圓筒內徑一致性較差時,應合理布置旋壓道次,分配道次減薄率,能夠有效控制圓筒內徑尺寸,提高產品內徑的一致性[3]。本文針對以上問題,開展帶臺階薄壁圓筒整體旋壓成形工藝研究,對大梯度變壁厚圓筒旋壓成形過程進行數值模擬,探尋更加合理的工藝參數,通過試驗驗證優(yōu)化,最終確定了適合臺階旋壓成形精度控制的工藝參數。
2 產品及工藝設計
大梯度變壁厚帶臺階薄壁圓筒旋壓毛坯材料為航天用30CrMnSiA高強度鋼環(huán)鍛件,退火狀態(tài)。產品結構如圖1所示。臺階壁厚是薄壁段壁厚的2.5倍,壁厚變化梯度大。壁厚公差控制在0.15mm,臺階長度公差±0.5mm,圓度0.5mm,臺階處圓跳動1.35mm。

圖1 大梯度變壁厚圓筒結構
初步確定旋壓工藝參數如下。
(1)減薄率 30CrMnSiA鋼鍛件經退火后具有良好的可旋性,毛坯壁厚為16mm,旋壓道次為4道次。
(2)進給比 初步確定終旋道次主軸轉速為80r/m、進給比為1.2mm/r。
(3)旋壓輪圓角半徑 選用圓角為R8mm的旋壓輪。
3 數值模擬
3.1 模擬計算
建立臺階圓筒強力旋壓成形有限元仿真模型,參考計算和旋壓經驗確定旋輪攻角為25°,設定旋壓毛坯為均質變形體,旋輪和芯模均定義為解析剛體。芯模、毛坯和三旋輪旋壓模型如圖2所示。
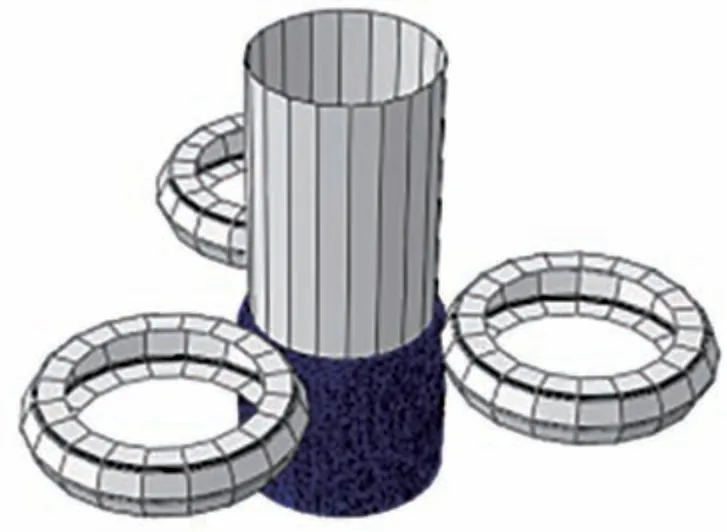
圖2 旋壓模型
根據相關研究顯示,芯模帶動毛坯自旋轉相比旋輪繞芯模公轉,在計算時間成本、模型貼膜性、成形壁厚均勻性等方面均有優(yōu)勢[4]。因此,本次模擬選擇與實際旋壓過程一致的方法,即芯模帶動毛坯自旋轉。采用六面體結構化中性軸算法進行網格劃分,厚度方向劃分4層網格,采用ALE(網格自適應重劃)技術。
圖3所示為采用主軸轉速80r/m、進給比為1.2mm/r時產生的網格畸變。從圖3可看出,旋壓過程中有明顯的材料反擠和嚴重隆起現象,從而導致計算報錯中止。

圖3 旋壓過程中網格畸變
將主軸轉速設定為60r/m、進給比為1.0mm/r時,模擬過程平穩(wěn)進行。起旋部位產生反擠和翻邊,但未影響后續(xù)模擬過程,如圖4所示。
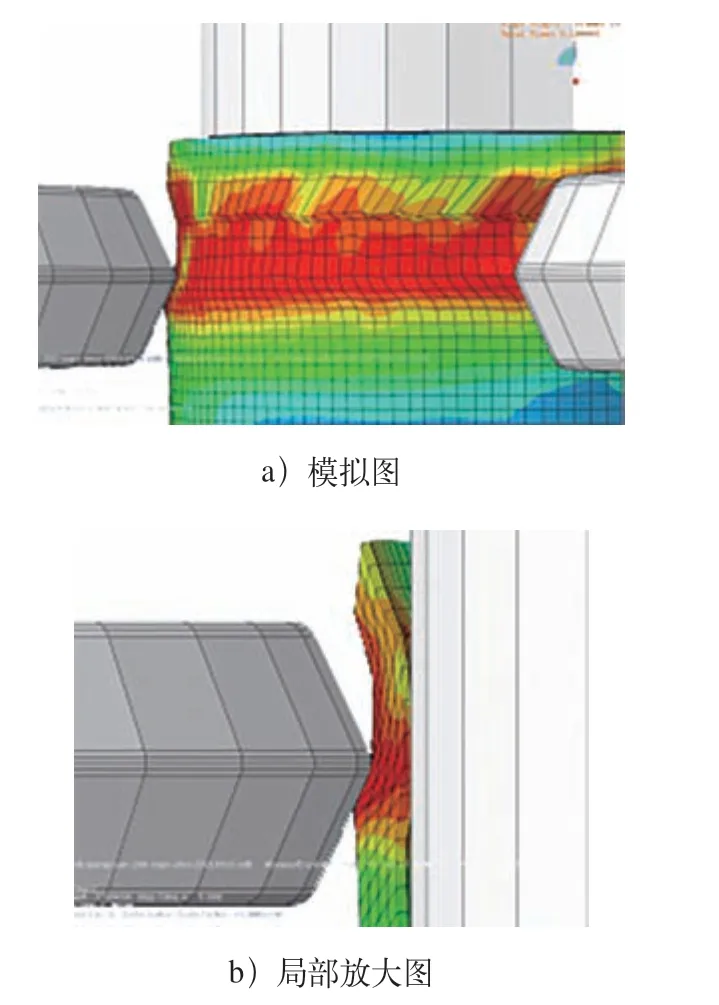
圖4 旋壓模擬過程
3.2 過程分析
(1)應力分析 圖5所示紅色部位為毛坯與旋輪接觸最大應力處,旋壓毛坯終旋端受到軸向和旋轉固定約束,旋壓過程中,在旋輪三向壓力作用下,旋輪與毛坯接觸以外的未旋壓區(qū)域存在軸向壓力和周向扭力作用。
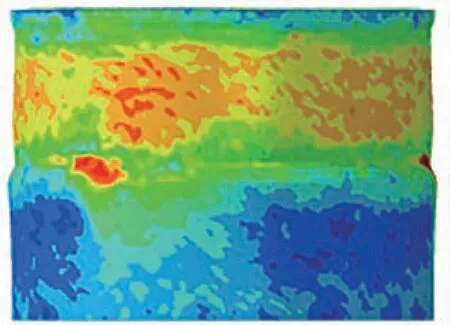
圖5 一道次旋壓中應力云圖
圖6所示為同一母線方向旋輪與材料接觸處的三向應力分布情況。旋壓徑向力是旋輪對毛坯沿徑向的壓力,在毛坯與旋輪的接觸區(qū)域較大。軸向力最大值比徑向力最大值略小,作用范圍較廣。周向力在旋壓區(qū)域的分布規(guī)律與軸向力相似,其應力值比其他兩向應力小。

圖6 同一母線上三向應力分布
(2)應變位移分析 圖7所示為二道次旋壓時不同時刻材料等效塑性應變云圖。起旋時,材料受約束端頭位置的等效塑性應變很小,隨著從起旋階段到旋壓平穩(wěn),等效塑性應變也逐漸增大,到旋壓穩(wěn)定時,等效塑性應變基本保持不變。

圖7 不同時刻材料等效塑性應變云圖
隨著旋壓過程的進行,變形金屬向軸向和周向流動,旋輪前方材料受到約束,會產生隆起和內凹。旋輪正下方材料發(fā)生塑性變形,旋輪前方材料產生彈塑性變形,上下臺階處壓下量不一致,旋壓力梯度變化較大,筒體將產生內壁凹陷和外壁隆起現象。隨著旋壓的持續(xù)進行,變形高度逐漸增大,旋壓穩(wěn)定后,內外變形趨于平緩,高度不再增加。
(3)臺階位置應力應變情況 圖8所示為成形臺階時應力突變情況。從圖8可看到,上下臺階位置變形梯度大、應力發(fā)生突變,材料變形狀態(tài)不穩(wěn)定,這時旋壓過程對參數異常敏感,特別是進給率、減薄率,會直接影響旋壓材料變形穩(wěn)定性,稍有異常將導致旋輪前材料隆起失穩(wěn),甚至開裂。

圖8 終旋道次材料變形云圖及臺階成形應力變化情況
4 結果分析
4.1 道次減薄率對擴徑量的影響
以25%、40%、50%、65%和75%的減薄率進行模擬分析,道次減薄率與圓筒擴徑量的關系如圖9所示。當道次減薄率取25%、40%、50%時,圓筒擴徑量隨著減薄率增大降幅較大;當減薄率取65%、75%時,圓筒擴徑量變化不大,為0.2~0.5mm,說明在此范圍內金屬塑性變形時切向變形量趨于平衡。因此,為獲得良好的形狀精度,在抗拉強度允許的情況下,應采用較大減薄率。對于臺階位置,小的減薄率會產生擴徑現象,因此采用在終旋前道次形成臺階壁厚,而在終旋道次一次成形臺階方案。

圖9 旋壓減薄率和擴徑量的關系
4.2 旋輪進給比對擴徑量的影響
旋輪進給比分別取0.6mm/r、0.8mm/r、1.0mm/r、1.2mm/r和1.5mm/r,隨著進給比增大,圓筒直徑擴徑量有減小趨勢,但過大或多小的旋輪進給比均會使擴徑量有不同程度的增大,如圖10所示。綜合考慮試驗曲線和旋壓件表面質量,旋輪進給比取1.0mm/r時,圓筒直徑擴徑量控制效果最好。
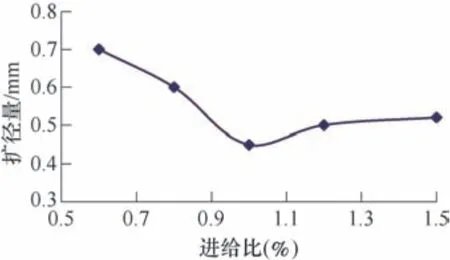
圖10 旋輪進給比與擴徑量的關系
4.3 旋輪圓角半徑對擴徑量的影響
旋輪圓角半徑分別為R3mm、R4mm、R6mm和R8mm,隨著旋輪圓角半徑的增大,旋輪與工件接觸區(qū)面積增大,接觸區(qū)材料環(huán)向流動劇烈,擴徑量增加,如圖11所示。
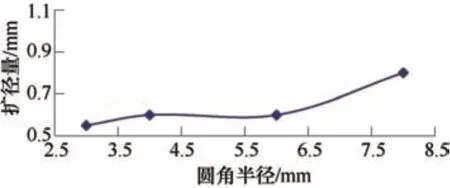
圖11 旋輪圓角半徑與擴徑量的關系
5 試驗驗證
5.1 試驗件工藝實施情況
(1)旋壓工藝參數
1)旋壓減薄率:30CrMnSiA鍛件經退火后具有良好的可旋性,依據前述減薄率對產品精度影響的模擬分析結果,針對帶臺階產品結構特點,確定旋壓毛坯壁厚為16mm,旋壓道次為4道次,終旋道次減薄率為43%。
2)進給比:進給比對旋壓零件壁厚的回彈量、內徑擴徑量、表面粗糙度以及旋壓力大小都有較大的影響。依據前述旋壓進給比對圓筒精度影響數值仿真模擬結果,初步確定帶臺階圓筒4個道次每道次旋輪進給比分別為0.85mm/r、1.1mm/r。
3)旋壓輪圓角半徑:仿真模擬結果顯示,旋壓輪圓角為R6mm/25°,在適當的旋壓減薄率和進給率情況下,有利于控制圓筒貼膜率,即可以滿足臺階處成形精度,避免內型面突起,也可以保證直線度和圓度精度要求。與此同時,考慮生產效率,圓筒整個多道次旋壓過程采用一種旋壓輪,中間道次不用更換工裝。
(2)試驗結果 試驗階段旋壓工藝參數見表1,對3件帶臺階圓筒檢測結果見表2。
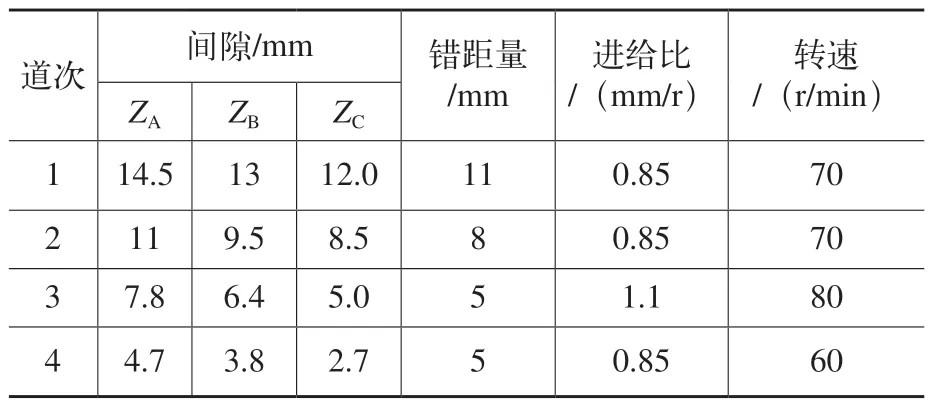
表1 帶臺階圓筒工藝試驗各道次旋壓工藝參數

表2 帶臺階圓筒仿真驗證試件檢測記錄 (mm)
分析試驗數據可得出如下結論。
1)壁厚尺寸基本達到試驗目標值。
2)直徑尺寸與目標值相差較大,上臺階處的斜坡外部有凸起、內部有凹陷。
3)實際旋壓圓筒直徑值偏大,造成圓筒貼模程度嚴重下降,其圓跳動和圓度指標均與要求值有較大差距。
5.2 優(yōu)化后旋壓工藝實施情況
基于試驗旋壓結果,針對圓筒旋壓貼模率問題,對仿真模擬參數進行了適當調整,將終旋道次旋壓減薄率由43%提高到60%、終旋道次進給比優(yōu)化為1.0mm/r,再次進行了仿真模擬計算,其模擬結果較之前直徑減小了近0.1%。根據仿真結果,開展了優(yōu)化后的工藝參數試驗研究,適當將粗旋道次的減薄量分配給后兩個道次。為防止材料因徑向流量增加而出現明顯的擴徑現象,采用貼膜旋壓方法,依靠模胎的形狀精度來約束臺階圓筒形狀變化。上下臺階位置由于要保證材料變形均勻性和旋壓過程平緩,因此進給率應保持穩(wěn)定。優(yōu)化后其詳細工藝參數見表3,檢測結果見表4。
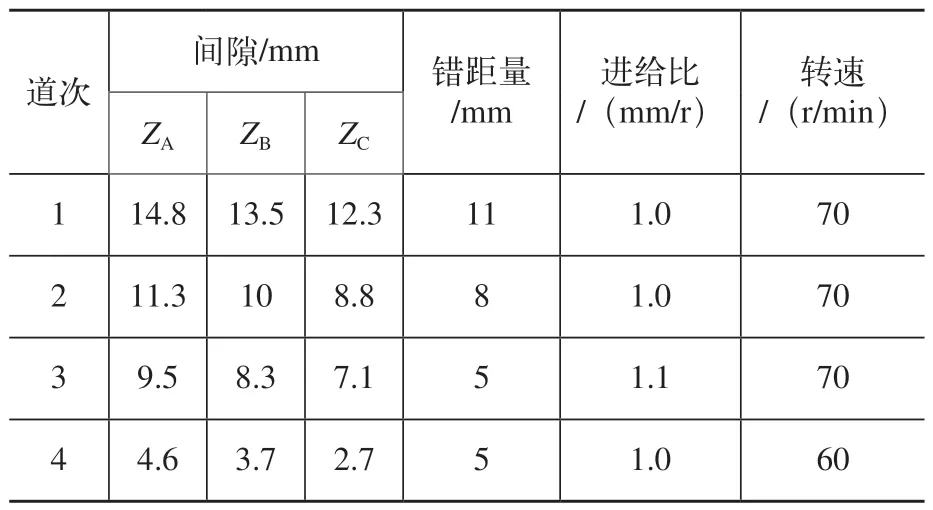
表3 帶臺階圓筒優(yōu)化后的旋壓工藝參數
表4 帶臺階圓筒工藝參數優(yōu)化后旋壓檢測記錄(mm)
從表4可看出,按優(yōu)化方案進行了6件帶臺階產品的旋壓加工,其中僅有5號試件在旋壓成形后圓度最大值超過0.5mm,達0.6mm,且臺階圓跳動達到1.4mm,其余圓跳動和圓度均在要求范圍內,臺階形狀表觀質量良好。工藝優(yōu)化后旋壓的臺階圓筒實物如圖12所示。
圖12 工藝優(yōu)化后旋壓的臺階圓筒實物
6 結束語
通過模擬及試驗驗證分析可以得到以下結論。
1)道次減薄率:臺階宜采用一次旋壓成形,增大道次減薄率有利于控制圓度和臺階圓跳動精度,但筒體直徑將減小,脫模卸料將存在劃傷內壁和芯模表面的風險。根據薄壁帶臺階圓筒產品結構特點,終旋道次減薄率宜控制在60%左右。
2)進給比:增大進給比對減小圓筒擴徑量有積極作用,旋輪進給比取較大值,考慮到道次減薄率偏大,易產生材料堆積隆起,臺階前后內凹和外凸將急劇增加,圓筒表觀質量將變差,因此薄壁段旋輪進給比取1.0mm/r較為適宜。
3)旋壓輪圓角半徑:綜合考慮減薄率、進給比和臺階尺寸,以及臺階前后材料內凹和外凸精度控制,旋壓輪圓角半徑選擇為R6mm較為合適。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52