大型半潛船可伸縮全回轉推進器安裝工藝
2023-08-18 05:42:18劉偉何力朱見華吳鋒鋒
船海工程 2023年4期
劉偉,何力,朱見華,吳鋒鋒
(招商局重工(江蘇)有限公司,江蘇 南通 226116)
半潛船經常在海洋尤其是深海海域中進行作業,通常采用DP動態定位系統,通過控制主推進器、側推進器及可伸縮全回轉推進器使船舶穩定定位在預先設定的位置。可伸縮全回轉推進器可以收到船殼以內,以降低航行時的阻力和碼頭靠泊時的吃水,目前主要是在船臺或船塢內安裝或在海上進行水下安裝。在海上進行水下安裝時需要進行海域的選址,還要雇用吊裝推進器的浮吊、輔助拖船等,同時海上安裝推進器的不確定性因素較多,如水下能見度、潮流、臺風等天氣因素[1],無法確保安裝時間,所以海上安裝推進器風險性極大[2]。在船臺或船塢內安裝可以避免在海上安裝的不利條件,最大程度上節省成本和縮短安裝時間[3-6]。
某大型半潛船是采用四島式、鋼質、全電焊、無常規艏樓和方型船尾船型,且具備DP2動力定位功能的半潛打撈工程船,全船配備2個軸系主推進器、3個側推進器及2個可伸縮全回轉推進器。當航行時只有2臺軸系主推進器工作,伸縮槳處于縮回狀態;當船舶需要動力定位時,2臺伸縮槳伸出船底板,可通過轉舵系統實現360°全回轉。但半潛船的設計為四島式,在作業過程中會出現較大程度的變形,因此對推進器的安裝精度等有較高的要求。
1 可伸縮全回轉推進器參數及構造
1.1 參數
見表1。
表1
可伸縮式推進器的設計功率和推力滿足船舶DP-2的定位要求,能夠長期穩定運行,同時推進器軸槳密封及升降導軌軸承密封還需滿足在最大下潛深度30.8 m時的密性要求。
1.2 構造
推進器主要包括推進器主體、槳軸密封、螺旋槳齒輪箱、液壓升降系統、液壓泵站、升降導軌及拖鏈,以及滑油系統等主要設備系統。
1.2.1 推進器主體
本體上集成有液壓轉舵系統、液壓轉舵油柜、滑油系統、升降液壓油系統。
1.2.2 槳軸密封
型式:唇形密封;
密封圈:不少于3道氟橡膠;
襯套:鍍防磨涂層不銹鋼。
槳軸密封由內部密封和外部密封雙密封組成,外部密封可通過泄放中間密封或安全腔內的密封油進行例行監測分析磨損狀況,外部軸向密封可在不拆解齒輪箱的前提下進行更換。
1.2.3 螺旋槳齒輪箱
型式:吊艙式流線型;
殼體材料:鑄鐵;
齒輪材料:鍛鋼;
軸承:小齒輪側和傘齒輪側設滾動軸承,軸向推力由推力軸承承受。
1.2.4 液壓升降系統
包括液壓升降裝置、導向裝置、控制閥、鎖緊裝置、馬達、啟動器、控制板等裝置。
1.2.5 液壓泵站
推進器伸縮機構配1套液壓動力泵站。液壓泵站功能如下:推進器升降控制、初始鎖止閥、操作鎖緊裝置。液壓泵站配2臺電動液壓泵,正常工作1用1備。1只足夠容量的液壓油箱帶液位報警開關。系統配齊所必要的控制閥、液壓組件等。
1.2.6 升降導軌及拖鏈
伸縮推電纜、油管、氣管應集中布置在拖鏈中。同時配齊拖鏈、導軌與船體連接固定的所有附件。
1.2.7 滑油系統
系統包含2臺(1用1備)帶濾器的電動齒輪循環泵組(帶起動箱)和 1 套滑油冷卻器,用于強制潤滑。帶用于控制、監測和報警的壓力傳感器、濾器壓差開關、溫度傳感器、液位傳感器、連接軟管等。
2 安裝要求及工藝
2.1 安裝前準備工作
1)了解并掌握伸縮推安裝的所有設計圖樣及產品安裝使用說明書等技術文件,必須按技術文件要求進行安裝。
2)設備的附件應完整,其產品名稱、規格、型號、數量、安裝孔徑、設備尺寸等信息必須與設計圖樣要求一致。
3)檢查所有管口、螺紋接頭、道門及其他平面連接處的清潔和防銹封堵狀態。
4)安裝人員應熟悉所安裝設備的性能及安裝要求,熟悉伸縮推工作資料及本工藝的要求,同時應具備專業知識并經過專業培訓。
2.2 安裝程序的確定
根據設備的到貨狀態,各零部件相對于船體結構的關系,以及根據船體分段的建造進度,確定可伸縮全回轉推進器的安裝順序如下。
1)安裝舵槳。
2)升降油缸安裝及對中。
3)升/降操作。
4)使用機械對中工具對中。
5)安裝箱式密封。
6)可脫離軸的對中。
7)安裝中間軸承。
8)安裝驅動電機及彈性聯軸節。
2.3 安裝關鍵技術
2.3.1 舵槳的安裝
將可伸縮全回轉推進器的舵槳安裝至圍井,檢查密封表面的直線度和平面度,平面度的測量結果需要發送至推進器廠家,經廠家確認無誤后,安裝O型圈至圍井法蘭槽,并在法蘭機加工面涂密封膠,形成墊片或類似的保護表面,通過螺栓旋緊圍井蓋和圍井底座,并在法蘭上安裝兩個錐形定位銷。
2.3.2 升降油缸安裝
升降油缸在安裝過程中,主要分為升降油缸底部安裝至船體結構與升降油缸對中兩部分。
1)升降油缸底部安裝至船體結構。在焊接升降油缸支撐前,首先進行全回轉推進器垂直對中并使升降油缸底部位于正確位置。在升降油缸底部和船體上焊接臨時頂升螺栓或螺紋桿,使推進器在底部時可以移動至升降油缸底部。其中1個頂升螺紋桿與螺旋槳軸同向,另1個與螺旋槳軸成90°角,見圖1。
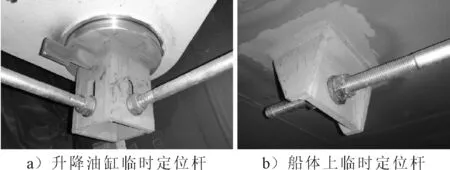
圖1 升降油缸對中定位支撐桿
2)升降油缸對中。升降油缸可以通過單元自帶的液壓油缸和提升泵完成對中工作,并使升/降在本地控制的時候連接供貨的啟動箱至安全裝置,并進行對中前的檢查與準備。
①檢查單元內是否充滿油,需充滿。
②檢查液壓泵馬達的交流電壓通過開關連接電源。
③啟動馬達,檢查轉向和箭頭指示方向是否一致,并運行馬達1~2 s,檢查馬達轉向過程中是否有放氣。
④檢查可脫離中間軸已經脫開,若未脫開需將其脫開。
⑤復位彈簧組件可以留在推進輸入法蘭側。
⑥通過旋開壓力表的螺栓,從壓力表的接口處排出油缸內的空氣。
完成檢查及準備工作后,需準備3段管子(A、B、C)見圖2,其強度可以支撐整個單元的重量,并使其處于上部位置,在安裝或讀取百分表計數時,管支撐一直處于工作狀態,需保證安裝或讀取百分表計數時的安全,不得用作其他用途。
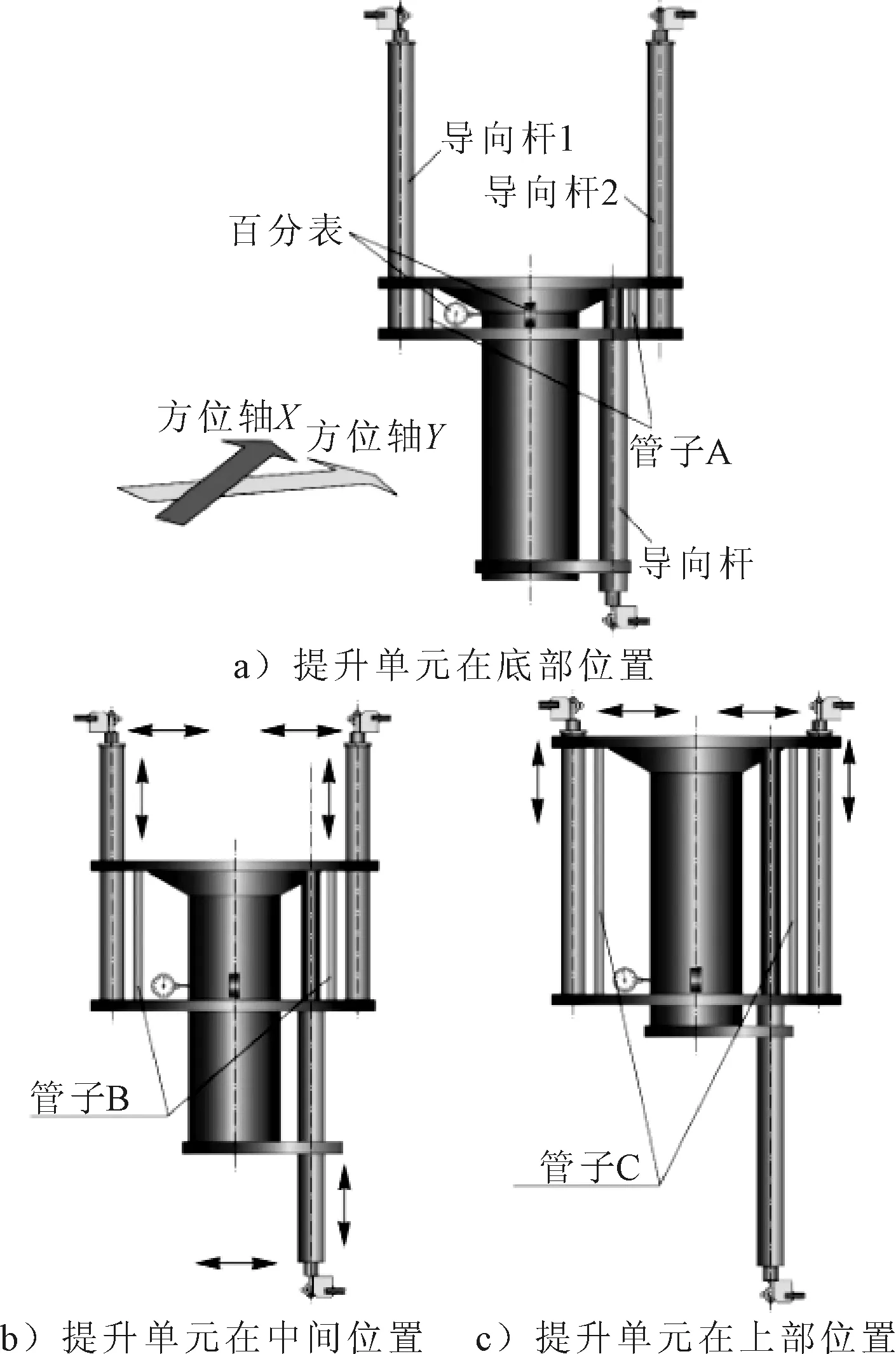
圖2 鋼管的支撐位置
確保可脫離軸下面推進器的安全鉤已脫開,檢查導向桿內是否存在金屬屑,清潔并涂油。
2.3.3 對中
1)當提升單元在底部位置時,使用管子A進行支撐,同時在導向桿1(G.R.1)處,沿X與Y方向各安裝1個螺絲桿,在導向桿2(G.R.2)處,沿X與Y方向各安裝1個螺絲桿。并安裝2個百分表,設置好零位,使指針可以有空間向+/-方向移動,讀取千分表的數值并記錄方向,讀數完成后移掉支撐管。
2)提升單元至中間位置,使用管子B進行支撐,讀取千分表的數值并記錄方向,讀數完成后移掉支撐管。
3)提升單元至上部位置,使用管子C進行支撐,讀取千分表的數值并記錄方向,讀數完成后移掉支撐管。
4)安裝導向桿支撐,將百分表設置至0位,同時調整兩個螺絲桿,以保證全行程的對中極限偏差不超過1.5 mm。
5)再下降至不同支撐管位置處,讀取百分表的數值及方向,重復升降幾次。
當推進器在上部位置時,才可以調整導向桿支撐,調整結束后用塞尺檢查支撐與對應的上部傳動銅套之間的間隙。
2.3.4 升/降操作
在進行升降操作時需保證推進器單元處于升降狀態,當推進器單元處在升高方向時本地控制板的指示器會有顯示,通過本地控制板的開關,可以控制提升泵,實現可伸縮推進器的提升或下降工作。
2.3.5 機械對中工具對中
由于推進器的安裝是在船塢階段,無法進行伸縮推全行程校中,需使用機械對中工具進行校中。校中結束后,提升液壓缸進行固定。當船舶下水后,再使用此安裝工藝中介紹的方法進行校中。校中工作全部結束后,導向桿位置需滿足本工藝要求,導向桿方可固定,導向桿的位置要求非常嚴格,通常會出現如下幾種工況。
1)圖3所示為較好工況,是實踐中較為普遍的一種工況,當升降時轉動油缸,升降時單元的重心方向會有一點傾斜,此時導向桿在上部位置時朝同一方向接觸軸套。
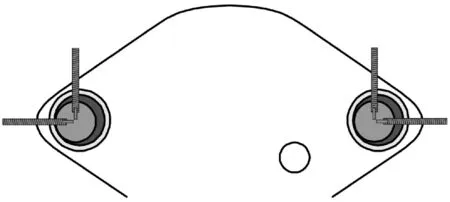
圖3 導向桿較好工況
2)圖4所示為理想工況,單元的中心會自然的向下傾斜,使軸套沒有摩擦。
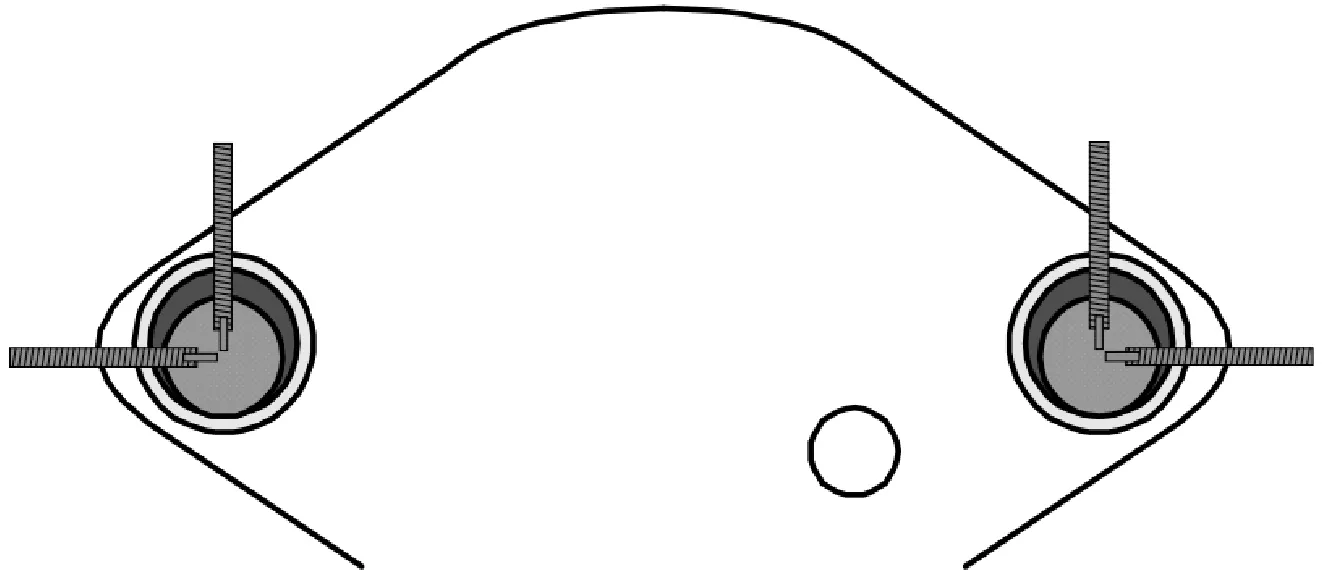
圖4 導向桿理想工況
3)圖5所示2種工況均為錯誤工況,未使得導向桿朝同一方向接觸軸套,會使導向桿外壓,在升降操作時會磨損軸套。
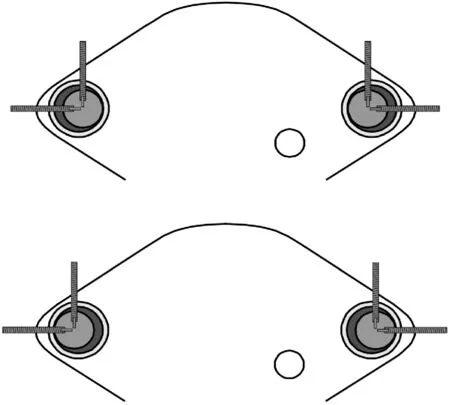
圖5 導向桿錯誤工況
完成對中后,焊接油缸下部支撐和油缸下端,并拆掉頂升螺栓和螺紋桿。
2.3.6 安裝箱式密封
安裝箱式密封后,由于船舶還未下水,需輕輕鎖緊,當船舶下水后完成最終鎖緊,同時需要檢查鎖緊環的平面度。打開連續的潤滑脂接頭,注滿潤滑脂并讓空氣排出。
2.3.7 可脫離軸的對中
當升降油缸的對中結束并焊接好升降油缸的下部支撐以及導向桿支撐后,進行可脫離軸的對中。可脫離軸來貨時與本體成套,對中前需將其拆掉,需注意以下事項。
1)確保支撐柱接觸表面沒有油漆。
2)確保推進器平衡的貼于4個支撐柱上。
3)合上安全鉤(脫軸裝置的一部分)并測量鉤與基座之間的間隙,間隙應在0.5~1.0 mm之間,檢查安全鉤可以自由操作。
4)檢查升降油缸沒有壓力(0 Pa)。
5)連接百分比表并讀取從軸線到推進器輸入法蘭的水平和垂直方向讀數,轉動法蘭并移動中間軸來獲取測量值,多次檢查直到測量值在最大允許公差為0.1 mm~0.2 mm范圍內。
2.3.8 安裝中間軸承
可脫離軸對中結束后,安裝中間軸承。在調整中間軸承時,需保證中間軸承外殼與中間軸承偏差小于0.3°。固定墊片基座間隙應不大于0.05 mm,測量中間軸承底座與公共基座上固定墊片之間的間隙,并配置相應的調整墊塊,其上表面平面度為0.05,保證墊片接觸面積70%以上,接觸均勻,色油點不小于3點,0.05 mm塞尺允許插入的深度不大于10 mm,最終用廠家提供的螺栓進行緊固,預緊力矩為400 N·m。
2.3.9 安裝驅動電機及彈性聯軸節
對電機軸與中間軸進行軸向、徑向、角度對中,并確認對中工作滿足設計的要求,對中完成后進行聯軸節的安裝工作。其中固定墊片基座間隙不大于0.05 mm,測量中間軸承底座與公共基座上固定墊片之間的間隙,并配置相應的調整墊塊,保證墊片接觸面積70%以上,接觸均勻,色油點不小于3點,0.05 mm塞尺允許插入的深度不大于10 mm,最終通過船廠自備的螺栓進行緊固,預緊力矩為3 200 N·m。
當伸縮推本體與中間軸承、驅動電機安裝結束后,再次檢查伸縮推本體與中間軸,中間軸與驅動電機的對中,必要時需進行修正。完成安裝、檢查及修正后,通過安裝脫軸裝置進行脫軸。
3 結論
可伸縮全回轉推進器的安裝是半潛船項目的重大節點,也是建造過程中的一個關鍵環節,此類推進器的設備復雜,安裝精度要求高,同時需要多工種的協同配合。在安裝方案的編制階段以及最終的實施過程中困難重重,但是在各方的共同努力下,對每一個安裝環節不斷推敲,制定了安裝前的準備、安裝順序的確定以及安裝關鍵技術等細節內容,成功編制出一套合理、高效、安全的可伸縮全回轉推進器安裝工藝,可以減少在安裝過程中的失誤,縮短安裝作業工期。大型半潛船可伸縮全回轉推進器安裝完成后,調試表明其操縱性良好,升降系統和回轉系統操作流暢,驗證了本安裝工藝具有高度的可行性。
