纏紙流程自控系統的設計與應用
2023-08-06 14:35:21周書亮谷傳龍李斌李建一孫志剛李汝江高平平安立芬
化工自動化及儀表 2023年4期
周書亮 谷傳龍 李斌 李建一 孫志剛 李汝江 高平平 安立芬


摘 要 針對鋼管防腐生產線纏紙工序采用手動纏繞的現狀,設計基于PLC、伺服定位系統等的鋼管自動纏紙裝置及其交互控制系統。該系統的上線運行,避免了人工介入的不穩定因素,提高了鋼管流程輸送效率,降低了防腐質量風險,同時減輕了崗位人員的勞動強度。
關鍵詞 交互控制 鋼管防腐 纏紙 傳感器 輸送效率
中圖分類號 TP273? ?文獻標識碼 B? ?文章編號 1000-3932(2023)04-0573-08
華油鋼管有限公司?準508 mm~2 540 mm防腐生產線涂覆前準備區域的纏紙工序采用手動操作方式,區域內鋼管防腐處理工序較多,需要外觀檢驗、上連接器等,人工介入點多,操作繁瑣。在纏紙處理工序過程中,需要人工在鋼管兩端纏繞紙帶,纏紙效率低、勞動強度大。輸送輥道和橫移車操作存在不連續情況,需要頻繁切換操作點,占用時間長。外拋丸工序鋼管拋丸處理速度較快,而人工纏紙工序鋼管流程處理不及時,極其容易造成鋼管流程擁堵[1]。因此,公司組織技術人員設計鋼管涂覆準備區域纏紙流程自控系統,以期實現鋼管在外拋丸后和涂覆前的纏紙、輥道及橫移車等工序的自動輸送和設備間的交互控制[2]。
1 防腐流程簡介
埋弧焊管防腐生產線主要由輸送輥道、橫移車、外拋丸、纏紙、中頻加熱、粉末噴涂及外涂覆等設備組成[3]。橫移車將鋼管運送到指定的輸送輥道上,鋼管沿輸送輥道進入外拋丸、纏紙等處理工序,外涂覆完畢的鋼管進入水淋室冷卻后,沿輸送輥道進入管端打磨等其他工序,完成流程處理過程,如圖1所示。
2 自控系統工作原理
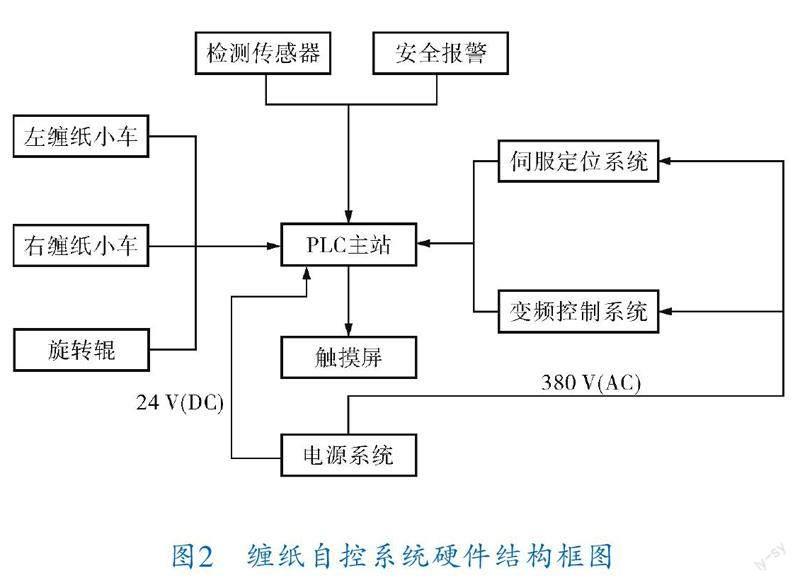
纏紙自控系統硬件結構如圖2所示。纏紙自控系統的自動纏紙裝置布置在臺架的左、右兩側,纏紙工序安裝有旋轉輥,經外拋丸處理的鋼管,由橫移車從輸送輥道托運到纏紙的旋轉輥工序,電感式傳感器檢測到鋼管信號,安全報警裝置未觸發的狀態下,纏紙小車相向而行,到達管端時執行減速、停止指令,經過纏紙管端精確定位、卷紙自動輸送、自動纏紙隨動等控制后,進行纏紙作業,纏紙完畢后,兩側小車退回到起始點位置,橫移車將鋼管托運到下一工序,進行下一流程的作業。
左、右纏紙自控系統設計有手動控制和自動控制兩種模式。自動控制模式下,在左、右纏紙小車起點位,當橫移車將鋼管放到纏紙旋轉輥上,鋼管位置傳感器檢測到信號時,PLC程序發出指令,控制左、右小車相向運行;當傳感器檢測到管端時,小車執行減速動作;當纏紙靠輥接觸到鋼管時,小車停止運行。水平移動平臺帶動纏紙機構向靠近鋼管方向移動。V90伺服電機編碼器實時檢測位移量,根據鋼管規格參數,當到達設定位置后,平臺停止移動[4,5]。此時,貼紙輥的氣缸升起,將紙端壓在鋼管外壁,并沿鋼管弧面行走150 mm的弧長距離,起到將紙端壓在鋼管外表面的作用。
旋轉輥帶動鋼管旋轉,放卷裝置帶動卷紙盤旋轉,監測傳感器實時檢測卷紙盤的消耗量,測長裝置通過旋轉編碼器測量紙帶的實時長度。在纏紙自動輸送過程中,膠水噴涂裝置運行,將膠水噴涂在紙帶表面,當測長裝置測量紙帶長度達到設定值時,切紙裝置開始動作,將紙帶切斷,放卷裝置停止運行。紙帶末端纏上管端后,旋轉輥停止旋轉,完成纏紙過程。
在自動運行過程中,纏紙小車兩側的安全傳感器檢測到人員進入時,自動程序終止,并發出報警信息,提示相關人員及時處理[6]。
3 硬件組成
3.1 控制器件
控制器件主要為西門子、歐姆龍等控制元件,由歐姆龍光電傳感器檢測鋼管位置,鏡面反射式安全傳感器檢測輥道兩側異常狀態,采用PROFINET主從控制模式。以S7-1215C PLC作為PLC主站,G120變頻器、V90伺服控制器與主站建立通信,實現采集信號處理和邏輯運算;西門子SM221模塊完成傳感器檢測信號的采集[7],并將信號傳遞給PLC主站;觸摸屏完成設備運行狀態實時顯示及故障報警功能。
3.2 管端精準定位裝置
管端精準定位裝置主要包括:行走小車、水平移動平臺、檢測傳感器及位移傳感器等。行走小車采用三相異步電動機驅動,主要帶動纏紙機構沿鋼管軸線方向移動,到達指定的纏紙位置。水平移動平臺通過V90伺服控制器帶動托紙輥、吸盤盒等移動到指定位置,便于進行纏紙動作。
3.3 卷紙自動輸送裝置
卷紙自動輸送裝置主要包括:放卷、測長、膠水噴涂及切紙等裝置。放卷采用變頻電動機驅動,電機輸出軸連接氣脹軸,卷紙固定在氣脹軸上,通過氣動脹緊力保證卷紙的穩定轉動。卷紙通過張力輪自動輸送。測長裝置通過旋轉編碼器測量紙帶實時長度,達到設定值后,切紙裝置動作,將紙帶切割完畢[8,9]。
3.4 自動纏紙隨動控制裝置
如圖3所示,自動纏紙隨動控制裝置主要包括:管端位置傳感器、隨動伺服機構及軸向移動平臺等。軸向移動平臺上固定有檢測鋼管端面傳感器,通過傳感器檢測到管端在軸向的位置變化,通過伺服機構來控制移動平臺做相應伺服移動,達到保證管端纏紙寬度在固定參數的目的,平臺在軸線方向移動機構為直線導軌。
3.5 單機設備
在外拋丸出管區域為V型臺架,由外拋丸后輥道輸送來的鋼管經過自動對中后,需要將鋼管通過橫移車運送到V型臺架或纏紙旋轉輥上。
3.6 硬件特性
為了避免生產不同規格鋼管時頻繁調整傳感器位置,輥道位置檢測傳感器采用光電鏡面反射方式,并在輥道末端設計雙傳感器信號觸發[10],如圖4所示。
在外拋丸輸出輥道有鋼管、V型臺架鋼管倒運到纏紙旋轉輥、纏紙旋轉輥鋼管倒運V型臺架或輸送輥道等控制需求條件下,優先倒運外拋丸輸出輥道鋼管,避免外拋丸設備停機。
在自動運行模式下,左、右兩側纏紙小車沒有退到原點位置時,禁止橫移車在旋轉輥工位升降。橫移車在旋轉輥上升托管的使能信號為上升沿信號,避免誤動作,可增強自控系統運行的可靠性。
4 軟件開發
鋼管由橫移車放到纏紙旋轉輥上后,纏紙小車達到指定位置,需要經過管端精準定位、纏紙自動輸送、纏紙隨動控制等系統實現自動纏紙功能。PLC程序通過采集傳感器信號和西門子V90伺服電機編碼器實時數據,經過邏輯判斷后,控制纏紙機構執行相應動作,從而實現鋼管管端自動纏紙功能,控制流程如圖5所示。
4.1 自動控制程序
4.1.1 自動纏紙
當橫移車將鋼管放到纏紙旋轉輥上后,PLC程序通過采集纏紙小車、定位裝置、輸送裝置等傳感器檢測信號,經過邏輯判斷后,可確定自動纏紙系統是否處于準備就緒狀態,在自動模式下,纏紙小車處于原點位置、紙帶端部處于起始點、涂膠裝置膠水溫度及液位在設定值范圍內且輸送機構均在復位狀態,東西小車沿鋼管方向相向運行,纏紙系統執行管端定位、紙帶自動輸送及纏紙過程中的隨動控制等程序,當測長裝置測量紙帶長度達到設定值時,切紙裝置開始動作,將紙帶切斷,放卷裝置停止運行。紙帶末端纏上管端后,旋轉輥停止旋轉,完成纏紙過程[11]。采用LAD(梯形圖)語言進行編程,控制程序段如圖6所示。
4.1.2 流程交互自動控制
將輸送輥道、橫移車等設備工作狀態、前后限位、設備位置采集到PLC程序中,通過程序實現自動交互控制(圖7),保證設備的有序自動運行。
流程交互自動控制的主要控制邏輯為:
a. 輥道上設置鋼管東端極限保護限位,當超長管超過對中范圍時,鋼管在極限限位處停止,滿足橫移車托管需求。
b. 在自動模式下,若V型臺架及纏紙旋轉輥上沒有鋼管,且纏紙小車處于原點位置,橫移車將輥道上對中完畢的鋼管托放到纏紙旋轉輥上,纏紙小車相向運行,執行纏紙動作。若V型臺架及纏紙旋轉輥上有鋼管,通過PLC程序邏輯判斷,橫移車將鋼管放到V型臺架上。
c. 纏紙完畢后,纏紙小車后退到原點,經過程序運算處理,橫移車將纏紙完畢的鋼管放到纏紙后V型臺架或輸送輥道上,并將V型臺架或外拋丸出管輥道上鋼管放到纏紙旋轉輥上,完成流程交互控制。
4.2 觸摸屏軟件編程
觸摸屏具有方便直觀、圖像清晰、堅固耐用及節省空間等優點,操作者只要用手觸碰顯示屏上的圖符或文字就能實現對系統的操控,擺脫了鍵盤和鼠標操作,從而提高了設備的可操作性、安全性和便捷性。
該系統采用SIMATIC KTP900觸摸屏實現與PLC的交互通信、狀態顯示、故障報警等功能。
采用博途軟件對其進行組態,PLC與觸摸屏采用PROFINET通信方式。
該控制系統中,設計觸摸屏用于實現自動纏紙的參數設置、設備運行狀態的顯示以及纏紙過程中數據的統計和查詢功能。通過參數設置,實現纏紙過程中不同規格鋼管工藝要求的自動控制。
在纏紙PLC系統組態配置界面中,添加SM221、SM222等模塊實現自動纏紙動作功能的控制;添加V90伺服控制器分站、G120變頻器分站GSD文件并配置I/O變量、網絡地址等參數以實現控制器與PLC主站的PROFINET通信;左、右小車的1214C PLC系統通過SCALANCE XB008工業交換機實現交互通信[12,13]。配置好的軟件界面如圖8所示。
觸摸屏上參數設置完后,觸摸屏與PLC系統通過PROFINET協議建立通信,將參數值寫入PLC系統中,根據參數值執行相應邏輯控制,設備的運行狀態和報警信息在觸摸屏上顯示(圖9)。
5 應用效果
自動纏紙控制系統投運前、后,工作方式、參數與應用效果的對比見表1。
系統上線運行后,實現了鋼管外涂覆前管端自動纏紙,工序間輥道、橫移車的自動交互;實現纏紙區域流程自動控制功能,減少了崗位數量,提高了區域自動化水平和生產效率,并降低了防腐質量風險。
6 結束語
纏紙流程自控系統的上線運行,打破了設備孤島,實現鋼管外涂覆前區域過程控制的自動化和可視化,提高了產品的一致性,優化了崗位設置,降低生產成本和防腐質量風險,實現了提質增效,具有良好的經濟效益和社會效益。
在鋼管防腐行業,通過鋼管管端精確定位技術、卷紙自動輸送技術和自動纏紙過程中的隨動控制技術,實現防腐鋼管管端自動纏紙功能,代替人工纏紙,為行業內裝備制造能力提升提供借鑒思路;開發區域內自動纏紙系統與鋼管輸送設備的智能交互控制算法,形成外涂覆前區域自動化流水線生產模式,提高了鋼管防腐質量管控能力,助力推進鋼管防腐過程中智能制造進程。
參 考 文 獻
[1] 李和平.現代精細化工生產工藝流程圖解[M].北京:化學工業出版社,2014.
[2] 馬凱,肖洪流.自動化生產線技術[M].北京:化學工業出版社,2017.
[3] 中華人民共和國住房和城鄉建設部,中華人民共和國國家質量監督檢驗檢疫總局.管道外防腐補口技術規范:GB/T 51241—2017[S].北京:中國計劃出版社,2018.
[4] 趙晶,黃韜.運動控制系統原理及應用[M].北京:化學工業出版社,2020.
[5] 黃風.運動控制器與交流伺服系統的調試和應用[M].北京:機械工業出版社,2021.
[6] 李運華.安全生產事故隱患排查實用手冊[M].北京:化學工業出版社,2012.
[7] 魏克新.西門子S7-1200/1500PLC學習手冊[M].北京:化學工業出版社,2018.
[8] 馬明建.數據采集與處理技術[M].西安:西安交通大學出版社,2012.
[9] 左維,陳昌安.西門子數控系統結構及應用[M].北京:機械工業出版社,2020.
[10] 周潤景,李茂泉,董海波.常用傳感器技術及應用[M].北京:電子工業出版社,2020.
[11] 魏克新.自動控制綜合應用技術[M].北京:化學工業出版社,2012.
[12] 王建.觸摸屏實用技術[M].北京:機械工業出版社,2012.
[13] 蔡皖東.工業以太網技術[M].北京:電子工業出版社,2020.
(收稿日期:2022-06-21,修回日期:2023-05-07)
