低成本制管用鋼AL690ZG-1B 的研發與應用
2023-08-03 09:26:10劉偉云厚健龍焦政華尚立立
河南冶金 2023年1期
劉偉云 厚健龍 李 堃 焦政華 于 萌 尚立立
(安陽鋼鐵集團有限責任公司)
0 前言
隨著汽車工業的快速發展,對汽車用鋼的需求量越來越大,冷硬高強鋼產品逐漸得到下游汽車用戶的青睞,其不僅能夠滿足用戶對于高強度的要求,而且相比熱軋卷板而言,表面質量更好,尺寸精度更高,同時成本較低,價格相對便宜。制管用鋼AL690ZG-1B 主要用于生產掛車車廂上的方形管,冷連軋冷硬產品抗拉強度需達到800 MPa以上,斷后伸長率大于3%,以滿足汽車結構用鋼載重量、耐磨性以及成形性能的要求。為此,筆者通過分析制管用鋼AL690ZG-1B 的技術要求,采用冶煉、連鑄、熱連軋、酸洗、五機架冷連軋等生產工序,優化成分體系設計和生產過程控制,用3.5~5.0 mm 的熱軋鋼卷經冷軋生產,成功開發了1.2~1.5 mm 制管用鋼AL690ZG-1B。
1 成分設計
制管用鋼AL690ZG-1B 對產品的抗拉強度和延伸率均有較高的要求,在成分設計時考慮了兩種成分體系,分別為C、Mn 成分體系和C、Mn+Nb 成分體系。但通過試生產發現,采用C、Mn 成分體系,成本較低,斷后延伸率稍高,但產品的抗拉強度稍低;采用C、Mn+Nb 成分體系,產品抗拉強度高,但成本相對較高。綜合考慮AL690ZG-1B 的加工應用特性、使用效果以及經濟性等因素,最終選擇采用C、Mn元素成分體系。同時,要求鋼中的P、S、AL 元素盡可能低,避免因這些元素過量,而降低鋼卷的焊接和成型性能[1]。AL690ZG-1B 鋼的化學成分見表1。
2 性能要求
AL690ZG-1B 冷硬卷的力學性能要求見表2。
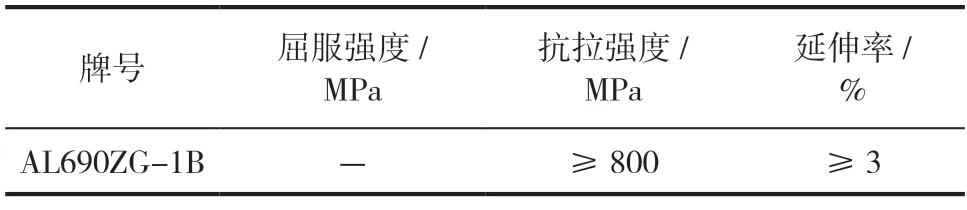
表2 AL690ZG-1B 冷硬卷力學性能要求
3 工藝路線
工藝路線:優質鐵水-轉爐冶煉-LF 精煉-連鑄-鑄坯加熱-粗軋-精軋-層流冷卻-卷取-焊接-酸洗-五機架冷連軋-取樣-檢驗-包裝-入庫。
4 生產工藝
4.1 冶煉工藝
經 150 t 頂底復吹轉爐冶煉,要求高爐鐵水溫度不小于1 250 ℃,鐵水脫硫扒渣干凈;出鋼擋渣采用滑板擋渣,嚴格控制下渣量。脫氧時要先加強脫氧劑,保證沉淀脫氧完全。合金化選用硅錳鐵、硅鐵,出鋼1/5 開始加入合金,出鋼4/5 前加完。精煉爐正常到站溫度不小于1 550 ℃,精煉時間大于25 min,白渣保持時間大于15 min,軟攪拌時間大于6 min。LF 控制連鑄到站參考溫度:第一爐1 565~1 585 ℃;連澆爐1 560~1 580 ℃。正常澆注過程中,拉速控制在1.0~1.4 m/min,盡可能確保拉速和結晶器液面穩定。鑄坯尺寸為(210~230)mm×(800~1 650)mm×(4 500~11 000)mm。最終成分控制良好,各元素質量分數均控制在設計范圍內。
4.2 熱軋工藝
4.2.1 加熱工藝
鑄坯加熱溫度的高低決定著奧氏體的原始晶粒度和合金元素的固溶程度,并直接影響鋼板的最終性能。加熱溫度過高不但浪費燃料,降低產品表面質量,還會使晶粒異常長大,晶間結合力變差,影響產品的焊接和成型性能;加熱溫度過低會使鋼材的變形抗力增加,在軋制過程中增加能源動力消耗。對于制管用鋼AL690ZG-1B,鑄坯的加熱溫度既要保證合金元素的充分固溶,又要能減少能源消耗、降低成本,綜合考慮最終確定加熱溫度為1 190~1 230 ℃,均熱溫度為1 190~1 220 ℃。
4.2.2 軋制與卷取工藝
為保證制管用鋼AL690ZG-1B 在軋后獲得符合客戶要求的性能指標,首先在熱軋過程中就要獲得均勻的熱軋組織。熱軋終軋溫度采用高溫終軋,高溫終軋不僅可以增大相變驅動力,而且可以保證卷板在軋后獲得均勻的晶粒,避免產生混晶組織;卷取溫度采用低溫卷取,軋后采取適當的冷卻速度對卷板進行冷卻,細化晶粒,保證產品塑韌性的同時使產品具有一定的強度,提高產品的實物力學性能,從而滿足用戶的制管要求 。
綜合考慮上述因素,制管用鋼AL690ZG-1B 終軋溫度為860~900 ℃,卷取溫度為650~670 ℃。
4.3 酸軋工藝
4.3.1 焊接工藝
與其他冷軋產品相比,制管用鋼AL690ZG-1B 的碳當量相對較高,會對焊接穩定性造成較大影響,在酸軋機組生產時易在拉矯機和軋機處造成斷帶,影響生產節奏。因此,在制管用鋼AL690ZG-1B 研發初期,首先根據碳當量的計算公式(Cep(%)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14(%)),計算出該鋼種的平均碳當量,約為0.21%,根據焊機操作規范,選擇焊接代碼為2 號。之后根據焊機模型給出的焊接功率、焊接速度、焊接電流、退火速度等工藝參數,進行多次焊接和杯突試驗,最終找出了最佳的焊接參數,具體數據見表3。

表3 焊接工藝參數
采用表3 中的焊接工藝參數對AL690ZG-1B進行焊接,焊縫質量較好,對焊縫處進行杯凸試驗檢測,沒有發現因脆斷而產生的裂口,焊縫質量如圖1 所示。

圖1 AL690ZG-1B 焊縫
4.3.2 酸洗工藝
帶鋼的酸洗工藝參數包括酸洗溫度、酸洗速度和酸洗濃度。酸軋機組采用淺槽紊流酸洗工藝,能夠使酸溶液在高速運行的帶鋼帶動下,在酸洗槽內形成紊流通道加速向帶鋼氧化鐵皮內部滲透,促進帶鋼表面氧化鐵皮的剝落。由于制管用鋼AL690ZG-1B 的碳含量為0.14%~0.17%,與低碳鋼相比碳含量較高,所以帶鋼表面氧化鐵皮較厚而且分布不均勻。為了保證酸洗帶鋼的表面質量,通過反復的摸索試驗,得出最佳的酸洗工藝參數,帶鋼酸洗后表面質量良好,符合客戶對表面質量的要求。具體的酸洗工藝參數見表4。

表4 AL690ZG-1B 酸洗工藝參數
4.3.3 冷連軋工藝
冷軋壓下率對冷硬卷的組織性能有很大影響,在其他條件相同的情況下,冷軋壓下率是影響冷硬卷性能的主要因素之一[2]。冷軋壓下率越大,冷硬卷晶粒破碎的越充分,位錯密度增大,形變儲能增加[3],鋼卷強度越高,延伸率降低。為了滿足客戶對AL690ZG-1B 冷硬卷性能指標的要求,先進行不同冷軋壓下率的所對應的拉伸性能指標分析對比,具體數據見表5。經多次實驗得知,冷軋壓下率越高,強度越高,但斷后伸長率越低。為滿足用戶技術標準和實際使用要求,最終確定最佳的冷軋壓下率為60%~70%。

表5 不同壓下率AL690ZG-1B 對應的鋼卷性能
5 產品實物質量
5.1 力學性能
經多次生產實踐,制管用鋼AL690ZG-1B性能指標控制良好,用戶在使用過程中焊接和成型性能良好,滿足了制管用鋼的技術要求。統計了100 卷制管用鋼AL690ZG-1B 的拉伸性能,性能合格率100%,具體的數據見表6。

表6 AL690ZG-1B 成品實際性能
5.2 金相組織
按照設定工藝生產的制管用鋼AL690ZG-1B,對其熱軋和冷硬組織進行了檢測,熱軋卷板組織為鐵素體+珠光體的組織,晶粒度8 級,冷硬卷組織為纖維狀組織。因冷連軋是在帶鋼在再結晶溫度以下進行的軋制,所以晶粒不發生轉變,只發生晶粒形狀的變化,主要是軋制方向的拉長與晶粒的轉動,熱軋卷板在冷連軋后的組織都是纖維狀組織,與熱軋基板組織對應。具體金相組織如圖2 所示。

圖2 AL690ZG-1B 金相組織
6 結語
(1)制管用鋼AL690ZG-1B 主要用于生產掛車車廂上的方形管,在 研發過程中考慮到到成本和產品使用特性,最終采用C+Mn 成分體系。在熱軋和冷軋生產過程中采用了合理的工藝參數,其中主要參數為:熱軋均熱溫度1 190~1 220 ℃,終軋溫度860~900 ℃,卷取溫度650~670 ℃,酸軋壓下率60%~70%。(2)制管用鋼AL690ZG-1B 化學成分和拉伸性能指標滿足用戶的使用要求,冷硬卷整體抗拉強度平均值925 MPa,斷后延伸率3.2%,生產的汽車用方形管表面質量、拉伸性能及焊接性能良好,滿足了客戶的使用要求,目前該產品已具備批量生產能力。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
