平衡力繼電器定位針真空爐釬焊工藝研究
2023-07-28 08:41:06朱世良
科學技術(shù)創(chuàng)新 2023年19期
關(guān)鍵詞:工藝
朱世良
(廈門宏發(fā)密封繼電器有限公司,福建 廈門)
序言
平衡力繼電器底板結(jié)構(gòu)具有一定的對稱性,為了避免繼電器在生產(chǎn)制造和使用過程中因為低級錯誤導致的質(zhì)量損失,特意在繼電器底板上增加一個定位針。
繼電器定位針(4J29)與底板(4J29)采用的是電阻點焊的焊接方法,該工序點焊結(jié)構(gòu)如圖1 所示,目前主要問題是焊后的尺寸不滿足要求、焊接強度低。電阻點焊過程中定位針端部和底板接觸的部位電流密度最為集中,產(chǎn)熱也最為集中,在電阻熱和電極壓力的作用下,不可避免的會產(chǎn)生大量的塑性變形,進而導致定位針和底板接觸部位尺寸變大。
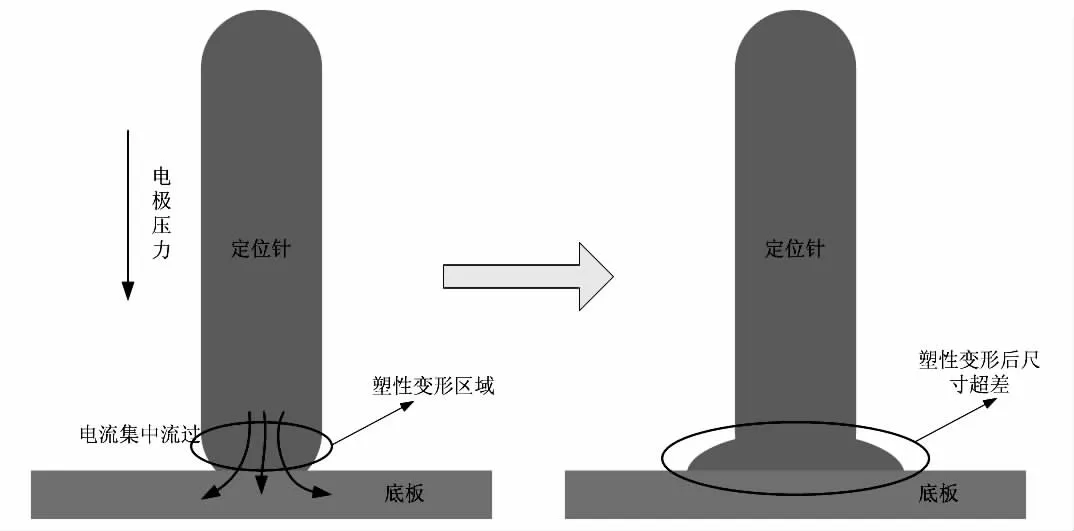
圖1 定位針點焊形變過程
以某型號平衡力繼電器為例,定位針焊前直徑為1.5 mm,焊后端部熔瘤直徑實際值約為1.8-1.9 mm,無法滿足裝配要求(小于1.7 mm)。如果通過減小焊接工藝參數(shù)的方式來減小端部熔瘤尺寸,焊接強度會大幅度下降,焊接接頭斷開的力值甚至不足80 N(力值標準為不小于100 N)。
為了徹底解決該工序焊接強度和焊后尺寸的問題,本文決定從根本上改變此種焊接方式,采用釬焊[1-2]的方法對定位針和底板進行焊接,并從釬料選擇、釬焊工藝參數(shù)優(yōu)化、界面元素擴散等方面對釬焊工藝進行研究。
1 繼電器底座部分工藝路線制定
平衡力繼電器底座部分制作工藝主要包含底板與定位針釬焊、底座玻璃燒結(jié)兩部分。
釬焊是采用比母材熔點低的金屬材料作為釬料,將焊件和釬料加熱到高于釬料熔點、低于母材熔點的溫度,利用液態(tài)釬料潤濕母材,填充接頭間隙并與母材相互擴散實現(xiàn)連接的一種焊接方法。
底座玻璃燒結(jié)是將組裝好的玻璃胚與預氧化后的4J29 底座在特定的保護氣氛和溫度(最高溫度約為980 ℃,高溫持續(xù)時間約為20 min)曲線下進行高溫熔封,使具有兩種特性不同的材料形成具有一定熱穩(wěn)定性和耐壓絕緣性能的氣密封接體[3]。
本文如果采用釬焊的方法對定位針和底板進行焊接,首先就需要對釬焊和玻璃燒結(jié)的工藝先后順序進行分析,具體分析如下:
方案一:先玻璃燒結(jié)后釬焊。玻璃的軟化溫度約為450 ℃,如果在玻璃燒結(jié)之后進行釬焊,就需要選擇熔點低于450 ℃的釬料。熔點低于450 ℃的釬料為軟釬焊焊料,強度較低(一般不超過40 MPa)。
方案二:玻璃燒結(jié)和釬焊同時進行。如果釬焊和燒結(jié)在同一道工序進行,就需要所選擇釬料的熔點低于底座玻璃燒結(jié)溫度(約980 ℃),在保證釬焊強度的條件下,可供選擇的釬料主要為Ag 基釬料。但是,燒結(jié)工序的保溫時間比較長(至少20 min)容易導致釬料溢流嚴重。因此,玻璃燒結(jié)和釬焊工序同時進行的方案是存在較大風險的。
方案三:先釬焊后玻璃燒結(jié)。如果在釬焊之后進行玻璃燒結(jié),最主要的是保證釬焊工序中熔化的釬料在燒結(jié)工序不會重新熔化(釬料重新熔化容易導致繼電器絕緣耐壓不良),這就需要釬料的熔化溫度超過燒結(jié)溫度(約980 ℃)且低于母材熔化溫度(約1 400℃)。此方案具有一定的可行性。
通過以上三種工藝方案的對比分析,本文決定采用方案三(先釬焊后玻璃燒結(jié))進行工藝攻關(guān)。
2 試驗材料及設備
2.1 釬料選擇
該工序釬焊母材定位針和底板材質(zhì)均為4J29 可伐合金(主要成分Ni 為28.5~29.5%,Co 為16.8~17.8%,余量為Fe,其物理性能如表1 所示),釬焊性能良好。當采用方案三(先釬焊后燒結(jié))進行工藝攻關(guān),主要可供選擇的釬料為Cu 基、Mn 基、Ni 基等焊料。

表1 4J29 物理性能參數(shù)
綜合考慮成本等方面的因素,本文選用純銅作為釬焊焊料進行工藝研究[4-5],焊料為環(huán)狀,定位針為為雙頭SR 形狀,此種形式的定位針加工成本極低,而且熔融釬料更容易填充釬焊縫隙。選擇的銅絲直徑為0.2 mm,銅環(huán)內(nèi)徑1.5 mm(定位針直徑為1.5 mm,銅環(huán)內(nèi)徑需要與定位針直徑相匹配)。
2.2 釬焊設備及工藝參數(shù)
釬焊設備采用VJS-60 真空釬焊爐,將銅釬料環(huán)放置在定位針之后,放入真空爐進行釬焊,試驗初定工藝參數(shù)為900 ℃保溫30 min,1 000 ℃保溫10 min,釬焊溫度為1 090 ℃,時間為2 min。釬焊前后工件外觀如圖2 所示。由圖可知,釬料已經(jīng)完全潤濕定位針和底板,釬焊效果良好。
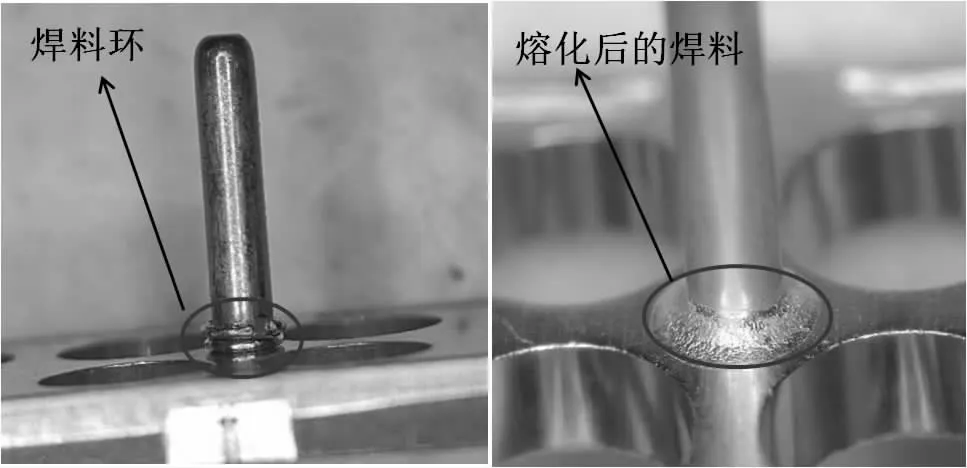
圖2 定位針和底板釬焊前后外觀
此外,為了避免熔化的液態(tài)釬料流至玻璃孔(會影響后續(xù)的玻璃燒結(jié)),還需要優(yōu)化出合理的釬焊工藝參數(shù)范圍,進而滿足釬料鋪展?jié)櫇窬嚯x的要求。將試驗釬焊溫度設定為1 090-1 130 ℃,時間為2-5 min。7 組不同工藝參數(shù)條件下,釬料的溢流情況如表2 所示。由表可知,當釬焊溫度為1 090 ℃,釬焊溫度少于4 min 時,釬料不會溢流至玻璃孔;當釬焊溫度為1 110 ℃,釬焊溫度少于3 min 時,釬料不會溢流至玻璃孔;當釬焊溫度為1 130 ℃,釬焊時間即使減少至2 min,釬料也會溢流至玻璃孔。因此,在實際生產(chǎn)中,合適的工藝參數(shù)范圍為釬焊溫度1 090-1 110℃,釬焊時間2-3 min。
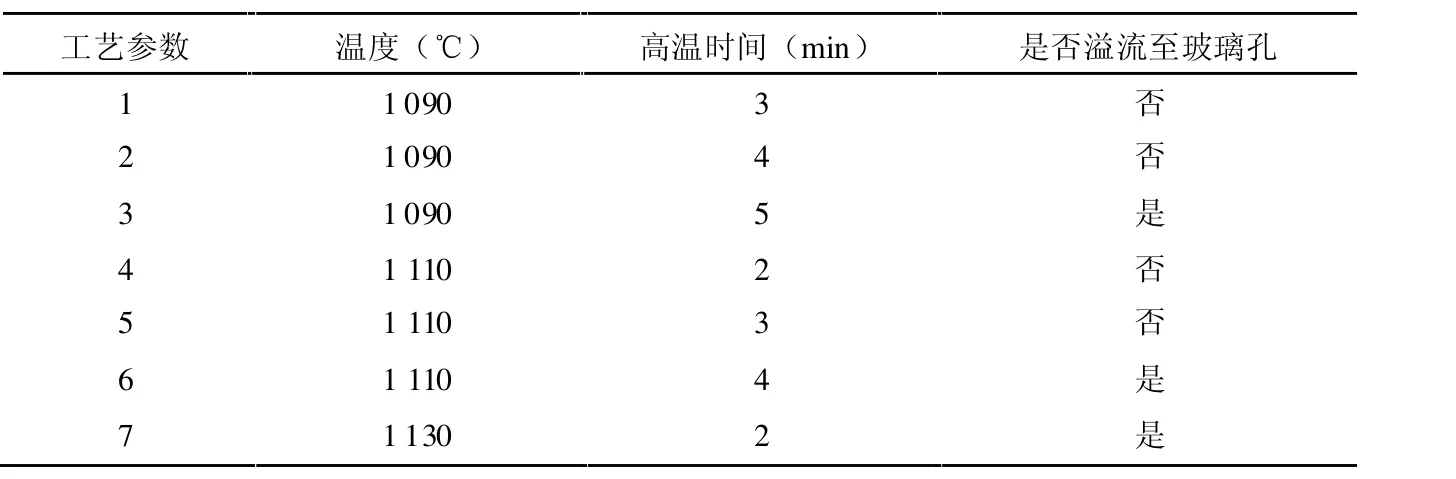
表2 不同工藝參數(shù)條件下釬料溢流情況
3 實驗結(jié)果及分析
3.1 釬焊界面分析
釬焊接頭金相和不同區(qū)域元素分析結(jié)果如圖3和表3 所示。由圖3 可知,釬料已經(jīng)潤濕鋪展整個焊縫,沒有任何空洞、虛焊等缺陷。由表4 電鏡元素分析結(jié)果可知,定位針和底板母材4J29 中的Fe、Ni、Co 元素均已經(jīng)擴散至釬料中,釬料中的Cu 元素也已經(jīng)沿晶擴散至母材4J29。
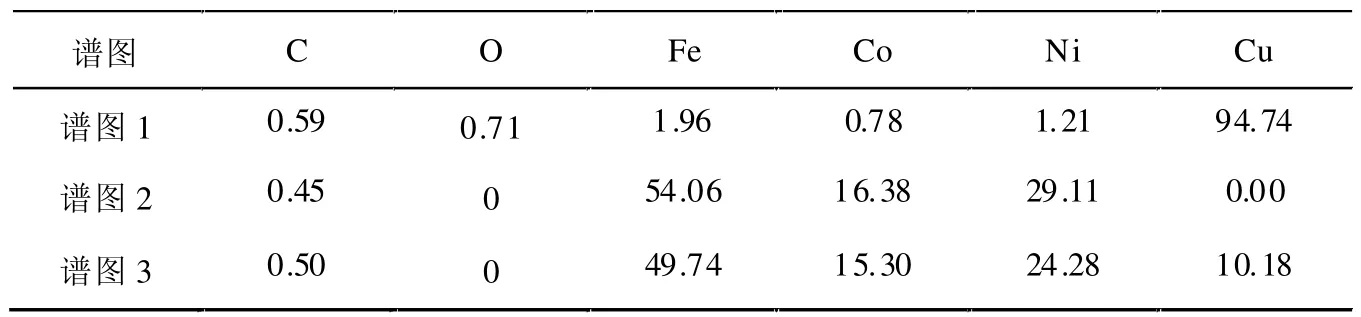
表3 元素分析結(jié)果(%)
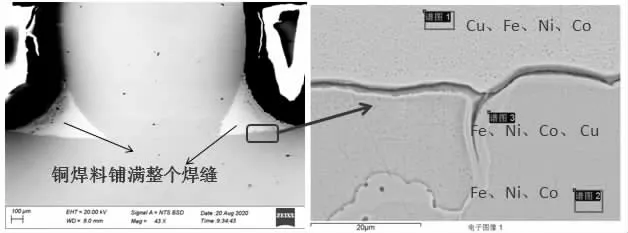
圖3 電鏡分析
由分析結(jié)果可以推測,在釬焊過程中4J29(底板和定位針)中Fe、Ni、Co 元素向釬焊焊縫不斷的擴散,釬料熔點會不斷的升高。當釬料熔點超過釬焊設定溫度后,釬料開始等溫凝固,停止鋪展,在一定溫度范圍內(nèi)更有利于控制釬料的流動,避免釬料流進玻璃封接孔。
3.2 釬焊和電阻點焊接頭力學性能對比
對釬焊和電阻點焊的定位針焊接接頭進行力學性能測試,如圖4 所示。對于釬焊接頭(釬焊溫度1 090 ℃,釬焊時間2 min),力值達到188 N 時,定位針彎曲變形,釬焊接頭依然沒有脫開;對于電阻點焊(焊后接頭端部熔瘤直徑實際值約為1.83 mm,已經(jīng)超出設計1.7 mm 尺寸要求)接頭,力值達到137 N 時,焊接接頭完全脫開。
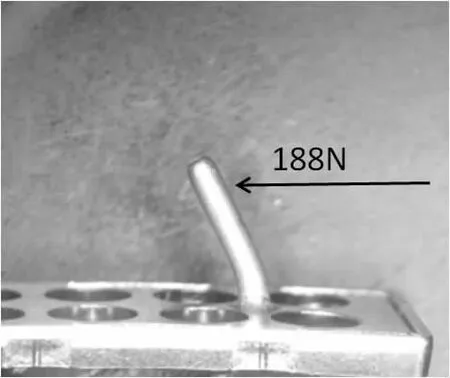
圖4 HF9515 定位針釬焊型接頭焊接力值測量
對20 組釬焊接頭(釬焊溫度1 090 ℃,釬焊時間2 min)和點焊接頭的力學性能進行測試統(tǒng)計,點焊接頭力值最小值107 N,最大值167 N,均值127 N;釬焊接頭最小力值157 N,最大值197 N,均值177 N。由此說明,定位針釬焊接頭的力學性能要優(yōu)于點焊接頭。
此外,在釬焊過程中,定位針和底板并沒有發(fā)生變形,所以并不用考慮焊接后釬焊接頭不滿足產(chǎn)品尺寸要求的問題。
4 結(jié)論
本文采用釬焊代替電阻焊的方法對定位針和底板進行焊接,并從釬料選擇、釬焊接頭設計、釬焊工藝參數(shù)優(yōu)化等方面展開研究,得到以下結(jié)論:
(1)采用T2 銅釬料對4J29 底板和定位針釬焊,當釬焊溫度1 090 ℃、釬焊時間2 min 時,釬焊接頭力值可以達到197 N。
(2)采用釬焊代替電阻點焊對定位針和底板進行焊接,徹底解決了定位針和底板焊后尺寸和焊接強度的問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52