3D打印機送絲機構和噴嘴協同優化研究
2023-07-27 08:23:48周石林張秀芬
機床與液壓 2023年13期
關鍵詞:優化
周石林,張秀芬
(1.內蒙古工業大學機械工程學院,內蒙古呼和浩特 010051;2.內蒙古自治區先進制造技術重點實驗室,內蒙古呼和浩特 010051)
0 前言
熔融沉積成型(FDM)3D打印機使用成本低、個性化定制簡單方便,但成型速度慢、打印精度低,不適合用于大型或精度要求高的零件,所以如何提高熔融沉積成型速度和精度受到普遍關注[1]。FDM打印精度很大程度上取決于噴嘴和送絲機構,許多學者進行了大量研究。
噴嘴方面,任禮等人[2]以噴嘴流道直徑、收縮角與噴嘴溫度為優化參數,以出口截面速度、較低熔體黏度、較高出口壓力為優化目標,分析了噴嘴熔體壓力場、溫度場、黏度場、速度場等分布狀態,結果表明流道直徑為1 mm、收縮角為30°的噴嘴在200~210 ℃工作時,能實現較優打印。鄧文強等[3]以噴嘴尺寸參數為實驗因素,以噴嘴截面溫度和速度的均值、溫度和速度的標準差為優化目標,運用熵值法和灰色關聯法進行優化,提高了噴嘴截面平均溫度和平均速度,降低了溫度和速度標準差。LIU等[4]研制了一種新型3D打印噴管,利用有限元軟件分析了不同內、外腔直徑和引線長度的影響規律,進一步闡明了噴管結構參數對打印質量的影響規律。FU等[5]設計了一種新的噴嘴結構,可有效防止噴管流動和產品拉拔,同時優化了新噴嘴結構的散熱系統,提高了噴頭打印工藝的穩定性。HIKMAT等[6]基于田口方法進行3D打印零件拉伸性能研究,發現成型方向、噴嘴直徑和填充密度對拉伸強度有顯著影響,其中,成型方向的影響最大達44.68%。FISCHER等[7]通過改變擠出噴嘴直徑和層高等參數,使試件內部結構和表面形貌得到改善,屈服強度從55%提高到75%,斷裂伸長率從42%增加到70%。JEONG等[8]通過流動可視化實驗和計算流體力學分析,對噴嘴的流道進行流動可視化實驗,為提高打印件的過平面物理性能提供了基礎。
送絲機構方面,張洋[9]對擠出輪進行力學分析,將V型輪設置為主動輪,有效地增大了送絲驅動力;李衛飛等[10]采用田口實驗方法和仿真分析法獲得了送絲結構最優化參數;HERIANTO等[11]采用田口分析和方差分析方法對擠壓過程進行分析,結果表明:繞線機轉速為4 r/min、擠出速度為40 r/min、擠出溫度為200 ℃時,成型件表面質量較好。
上述文獻分析表明噴嘴結構參數和送絲機構均對產品成型質量有很大影響,但已有研究都是對噴頭尺寸參數和送絲輪單獨進行優化設計,忽略了兩者之間的耦合效應,從而降低了優化結果的可靠性。為此,本文作者以噴嘴截面平均速度和平均溫度為優化目標,提出3D打印機送絲機構和噴嘴協同優化設計方法,利用神經網絡的模型擬合能力和NSGA-Ⅱ算法的多目標優化能力,得到最佳參數組合。
1 協同優化方法框架
熔融沉積3D打印的成型原理是將塑性材料加熱融化后通過噴嘴擠出,經過層層堆疊而成型。
為了克服已有的打印機噴嘴和送絲機構單獨優化而忽略兩者之間耦合效應的不足,提出基于神經網絡和NSGA-Ⅱ算法的3D打印機送絲機構和噴嘴協同優化,主要包括優化目標的確定、送絲機構和噴嘴優化參數的確定與流體仿真、智能算法尋優等三部分,具體流程如圖1所示。
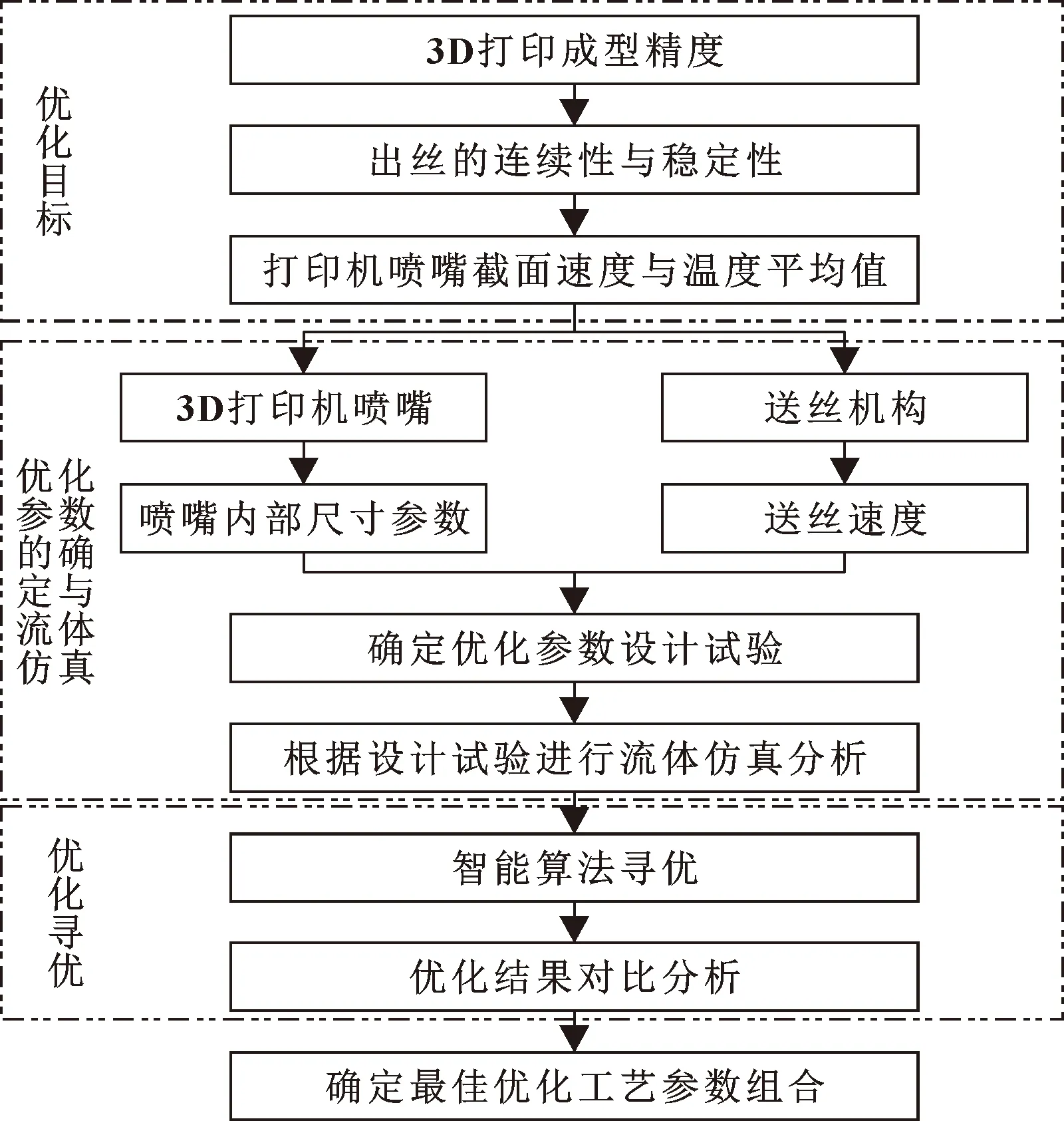
圖1 協同優化基本框架
2 擠出系統協同優化參數的提取
3D打印機擠出系統是打印機的核心部件之一,其穩定性和精密性決定了打印產品的質量。擠出系統一般由擠出步進電機、風扇、送絲輪、加熱塊、噴嘴、金屬導管以及部分結構元件組成,具體結構如圖2所示。
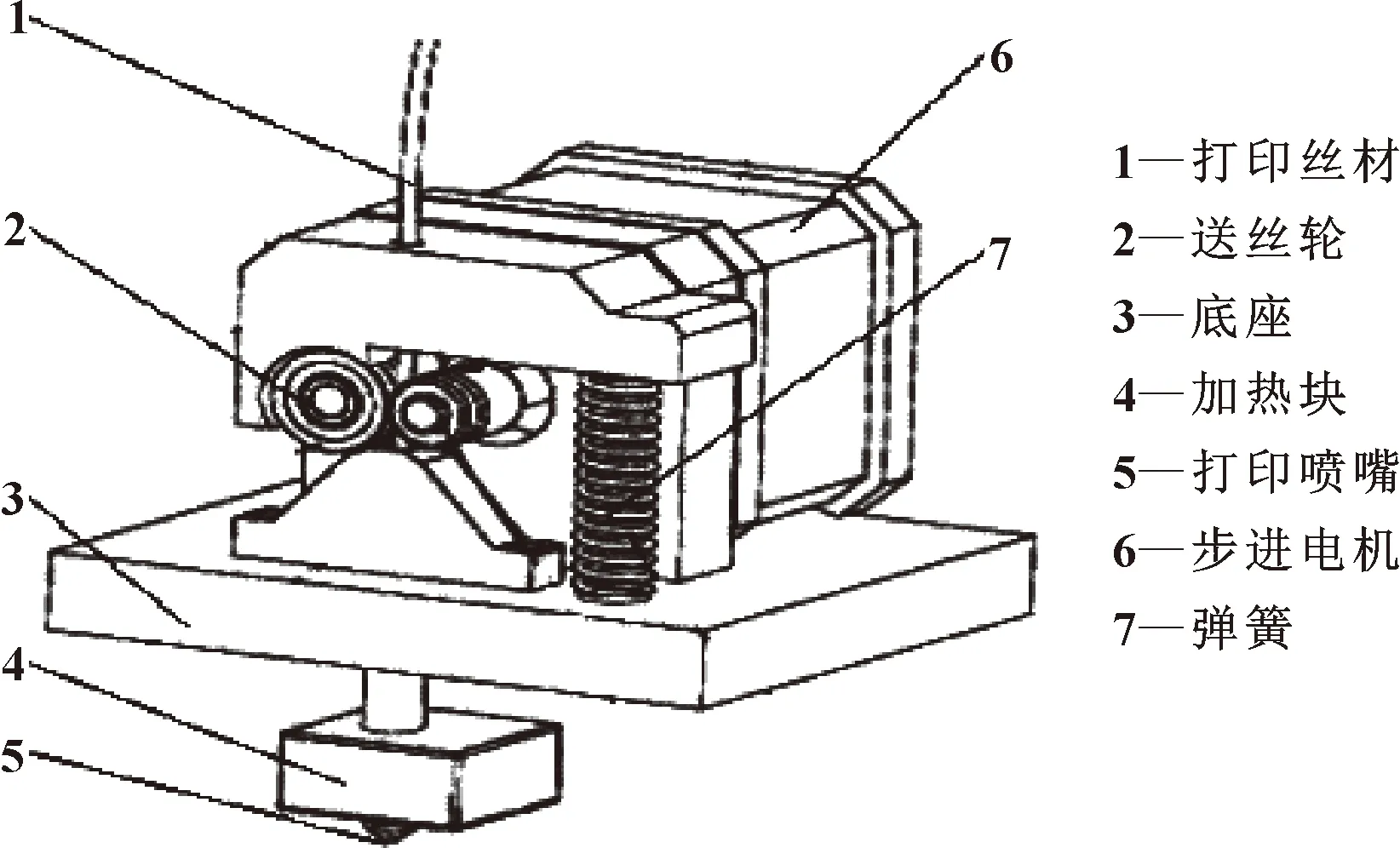
圖2 擠出系統視圖
根據文獻資料,噴嘴和擠出輪的相關參數對打印機連續出絲的穩定性有很大影響,連續出絲越穩定,打印產品質量越好、精度越高。
2.1 3D打印機送絲輪
送絲輪是實現連續打印的保障,其穩定運轉使打印時避免了漏料、斷絲和出絲不均等現象。送絲輪結構如圖3所示。
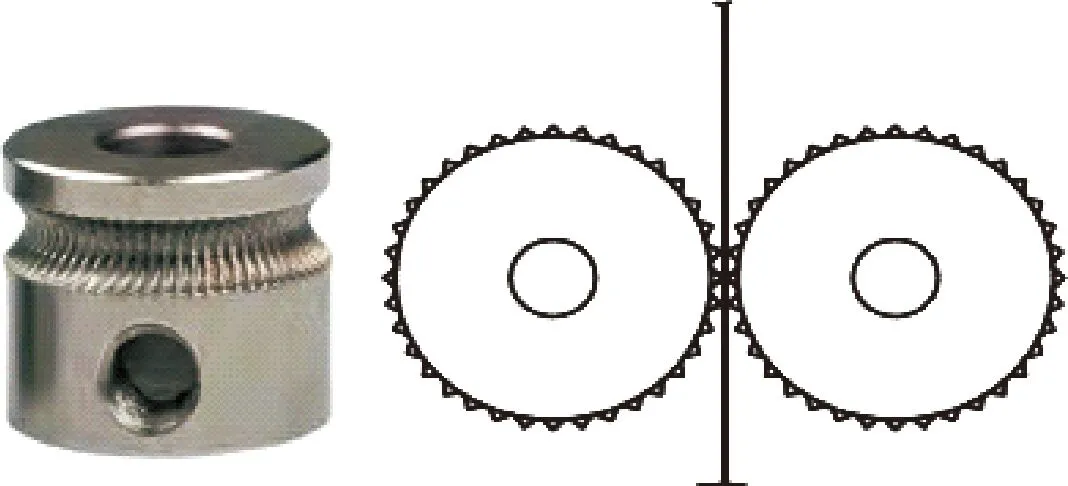
圖3 送絲輪結構
其工作原理是通過兩個送絲輪與材料間的摩擦力實現材料的連續輸送。
影響送絲輪穩定運轉的因素很多,例如,兩擠出輪對材料的壓力不夠或過大、耗材偏離送絲輪外、送料速度過快或過慢等,這些問題都有可能使噴嘴的出絲中斷或不均,從而最終導致產品打印失敗。所以,要選擇合適的送絲速度來保障打印的穩定進行。絲材的受力分析如圖4所示[12]。
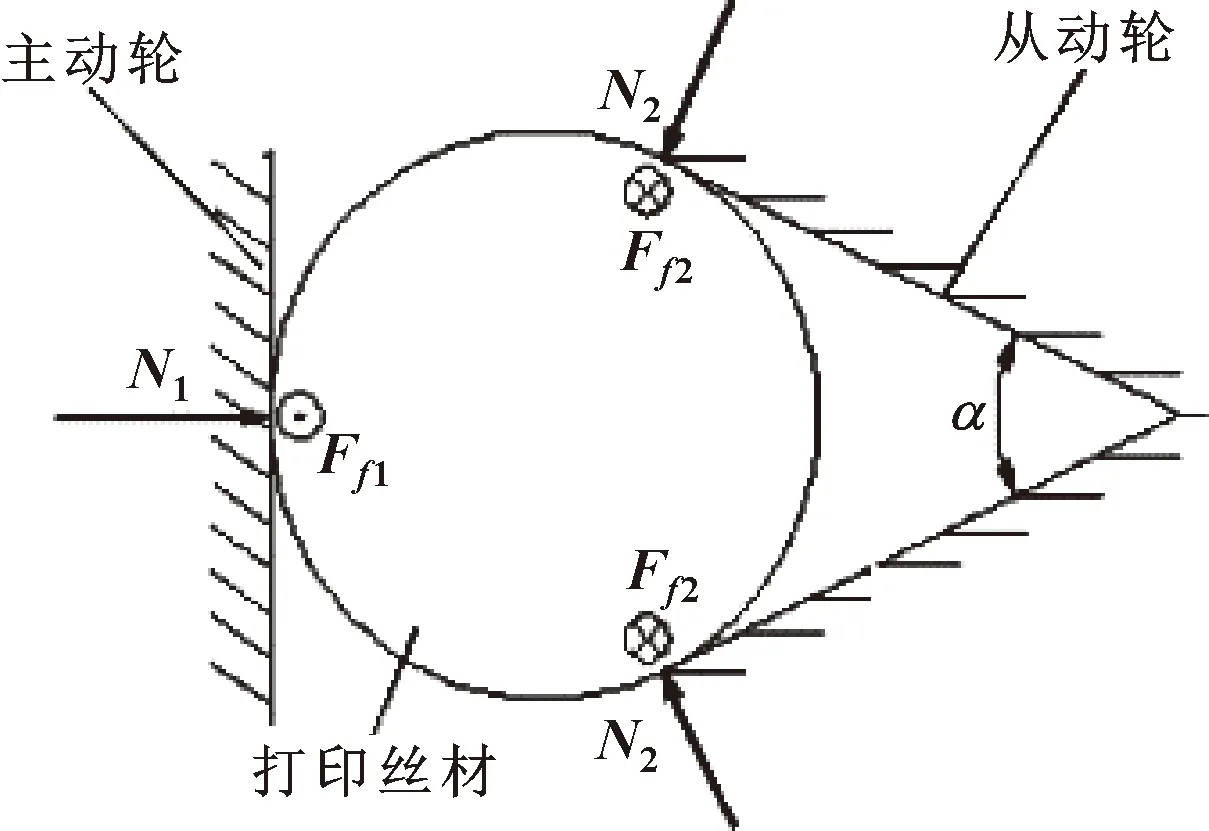
圖4 送絲輪結構截面受力分析
由圖4可知:主動輪和從動輪通過擠壓絲材產生摩擦力驅動材料的進給。從動輪采用V形槽輪可有效增大驅動力。由受力分析得絲材所需要的摩擦驅動力為
F摩=Ff1-2Ff2=f1·N1-2f2·N2
(1)
式中:f1、f2為摩擦因數;N1為主動摩擦輪對絲材的正壓力;N2為從動輪對絲材的正壓力。
由于金屬從動輪表面光滑,其摩擦因數f2遠小于主動輪和絲材之間的摩擦因數f1,所以,忽略從動輪摩擦因數f2對摩擦驅動力的影響,經簡化,絲材所需的摩擦驅動力為
F摩=Ff1=f1·N1
(2)
通過分析可知:送絲輪是絲材進給的動力來源,對打印質量有很大影響,所以,本文作者選擇送絲輪中送絲輪轉速v為優化目標進行多目標參數協同優化。
2.2 3D打印機噴嘴機構
3D打印機噴嘴是與成型試件直接接觸的工作部件,其結構和相關參數對成型試件打印質量具有一定的影響,具體結構如圖5所示。
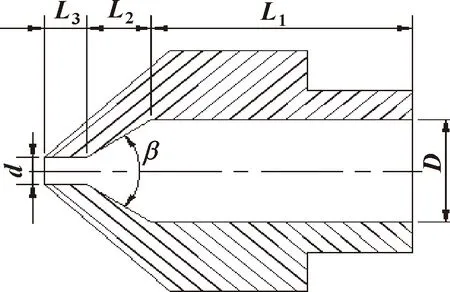
圖5 噴嘴結構
3D打印機噴嘴的主要參數有入口直徑D、出口直徑d、加熱長度L1、散熱長度L2和收斂角β等。其中,入口直徑、出口直徑以及收斂角是由打印線材的直徑確定的,所以文中選擇加熱長度、散熱長度和出口長度為優化參數。
3 噴嘴與送絲機構參數協同優化仿真
3.1 設計試驗
由上文可知,此試驗為4因素4水平試驗。根據相關文獻確定各參數的水平如表1所示。為使出絲更加連續穩定,以噴嘴截面平均溫度與平均速度為優化目標,設計正交試驗,對噴嘴進行Fluent流體仿真,所得結果如表2所示。
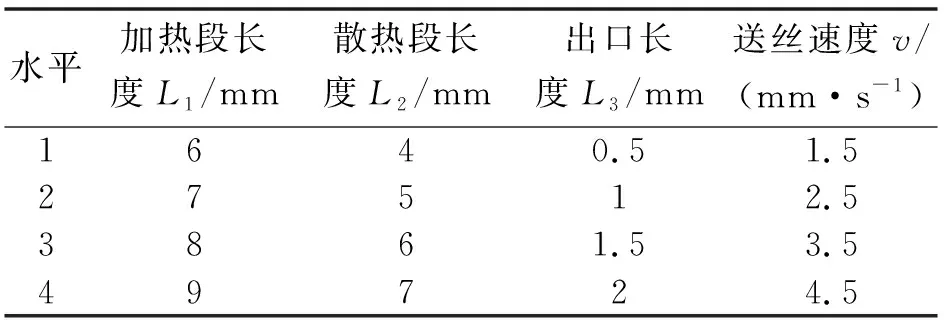
表1 因素數與水平數
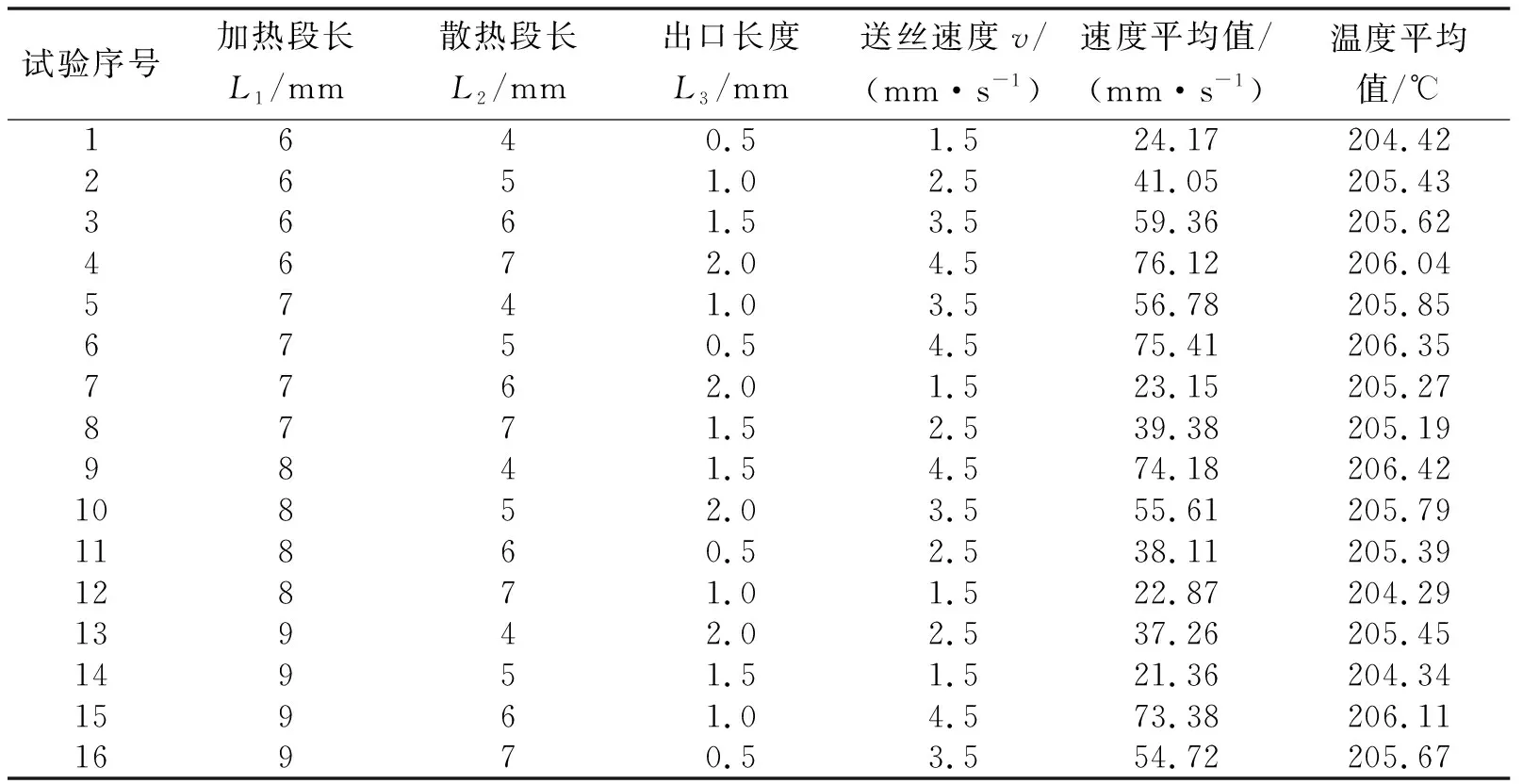
表2 正交試驗表與仿真結果
3.2 噴嘴流體仿真數學模型與有限元模型的建立
絲料經加熱由固態變為液態流體,在這過程中遵循質量守恒定律、能量守恒定律,噴嘴和流體的傳熱遵循三維穩態溫度場方程[13]。
(1)能量守恒方程
式中:μ、?、ω為流體速度分量;α為熱擴散率。
(2)連續性方程
(3)
式中:ρ為密度;t為時間;μx、μy、μz分別為流體x、y、z方向的速度分量。
(3)噴嘴傳熱模型
(4)
式中:T為溫度;q為熱源密度;T0為Γ2介質的溫度;α為Γ2的換熱系數;λ是Γ1和Γ2的法向導熱系數;λx、λy、λz分別為x、y、z方向的導熱系數。
在進行流體分析之前,利用三維建模軟件UG建立噴嘴內部流道三維模型,將建立好的三維模型存為stp格式,導入ANSYS Workbench進行處理。對模型進行網格劃分,采用四面體網格劃分法,并將各個面進行命名,將絲材進口命名為inlet,出口命名為outlet,加熱長度壁面命名為wall1,散熱長度壁面命名為wall2。噴嘴流道三維圖及網格劃分模型如圖6所示。
圖6 噴嘴網格模型
3.3 噴嘴與送絲機構協同優化流場分析
將處理好的有限元模型導入Fluent軟件中,對噴嘴流場模擬仿真,流程如圖7所示。
圖7 協同優化流場分析流程
(1)求解模塊
步驟1,定義材料。文中選用直徑為1.75 mm的PLA線材,噴嘴的材料為黃銅,其具體參數如表3所示。
表3 黃銅和PLA材料參數
步驟2,定義模型屬性。PLA線材在噴嘴內部為液態,遵循能量守恒方程。為進一步判斷熔融線材在噴嘴內部的流場模型,計算雷諾數Re,確定是層流還是紊流。計算公式如下:
(5)
其中:?為流體速度,m/s;D為噴嘴內流道直徑,mm;μ為流體動力黏度,Pa·s;ρ為流體密度。
文中選用線材為PLA,動力黏度為1 200 Pa·s,密度為1 250 kg/m3,噴嘴內流道直徑為2 mm,最大進料速度為4.5 mm/s。經計算,雷諾數Re遠小于2 300,因此,將流場設置為層流。
步驟3,設置邊界條件。加熱段與加熱塊接觸,將wall1設為固定值210 ℃,散熱段和出口段與空氣接觸,wall為自然對流換熱表面,環境溫度設為20 ℃,對流換熱系數取20 W/(m2·K),噴嘴入口為速度入口,出口為自由壓力出口。
步驟4,求解器設置。選擇標準初始化方法,設置為從入口計算,迭代次數100次,進行求解。
(2)后處理模塊
計算完成后,進入post后處理平臺,使云圖顯示效果更好,導出噴嘴出口截面outlet的速度值與溫度值,計算速度與溫度的平均值,并對速度與溫度平均值進行分析優化。
3.4 結果分析
通過對打印機噴嘴與送絲機構協同優化仿真分析,所得噴嘴截面平均速度與平均溫度如表2所示。根據文獻[14],送絲速度與擠出速度比值在0.042~0.059之間時,打印成型質量較好。試驗4的平均速度最大,為76.12 mm/s,送絲速度與擠出速度比值約為0.059,滿足最佳成型速度區間。試驗9的平均溫度最大,值為206.42 ℃。
根據文獻[15],基于神經網絡的智能優化算法尋優所得最佳工藝參數組合要優于田口分析法,所以,本文作者基于神經網絡與NSGA-Ⅱ算法對噴嘴及送絲機構進行協同優化分析,以進一步搜索最優方案組合。
4 基于神經網絡與NSGA-II算法的最優方案分析
4.1 噴嘴和送絲機構參數神經網絡擬合
為了實現3D打印機送絲機構及噴嘴的協同優化,采用BP神經網絡構建打印機送絲機構與噴嘴相關參數和噴嘴截面平均溫度與平均速度的非線性關系模型,通過NSGA-Ⅱ算法對其進行優化計算,找出在噴嘴截面平均速度和平均溫度相對最大時的最佳參數組合。尋優流程如圖8所示。
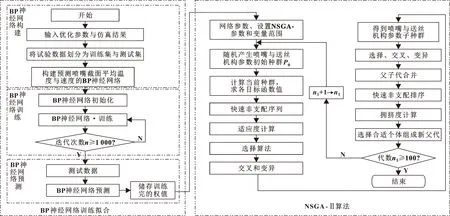
圖8 基于BP神經網絡與NSGA-Ⅱ算法的噴嘴與送絲機構參數優化流程
BP神經網絡是目前應用最為廣泛的神經網絡模型之一,由信息的正向傳播和誤差的逆向傳播兩部分組成,其結構包括輸入層、隱含層和輸出層。
文中基于Kolmogorov定理確定隱含層節點數B,B=2A+1,A為輸入層節點數。由于優化目標值與優化參數組合量綱不同,所以,在訓練網絡前需要將輸入數據進行歸一化處理,在訓練結束后對數據進行反歸一化處理。文中訓練函數采用trainlm(LM算法),隱含層傳遞函數采用tansig(S型雙曲正切函數),輸出層傳遞函數采用purelin(線性函數),最后設置最大迭代次數、目標精度、學習速率等。試驗數據中前70%的11組數據為訓練數據,后30%數據為測試數據。對噴嘴截面平均速度、平均溫度等樣本數據進行訓練,所得擬合曲線以及測試誤差如圖9所示。其中,Xi為目標值,Yi為輸出值,平均速度和平均溫度的擬合結果分別為Y1=1.007 4X1-0.218,Y2=1.007 2X2-1.506。從圖9可見:各樣本點均勻分布在擬合曲線上,擬合效果較好。
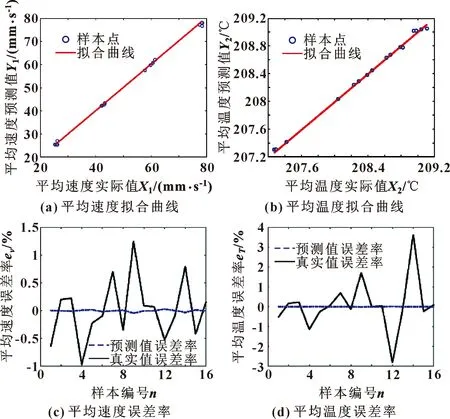
圖9 優化結果
4.2 噴嘴與送絲機構參數的遺傳優化
在多目標優化算法中,NSGA-Ⅱ是一種帶精英策略的快速非支配排序遺傳算法,具有計算簡單、收斂快等特點。為此,采用NSGA-Ⅱ算法對4.1節所得平均速度和溫度函數進行多目標優化。將種群規模設置為20,最大進化代數為100,雜交概率為0.8,變異概率為0.05,設定尋優的下邊界為[20,180]、上邊界為[90,220],最后對噴嘴截面平均速度和平均溫度進行優化求解,Pareto前沿面最優解集如圖10所示。
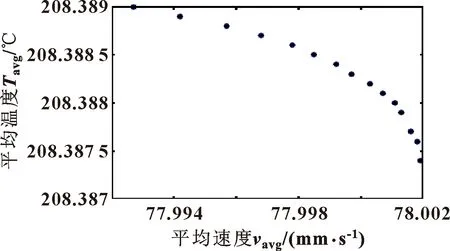
圖10 Pareto前沿面
圖10為噴嘴截面平均速度和平均溫度的Pareto前沿面,其對應的工藝參數如表4所示。
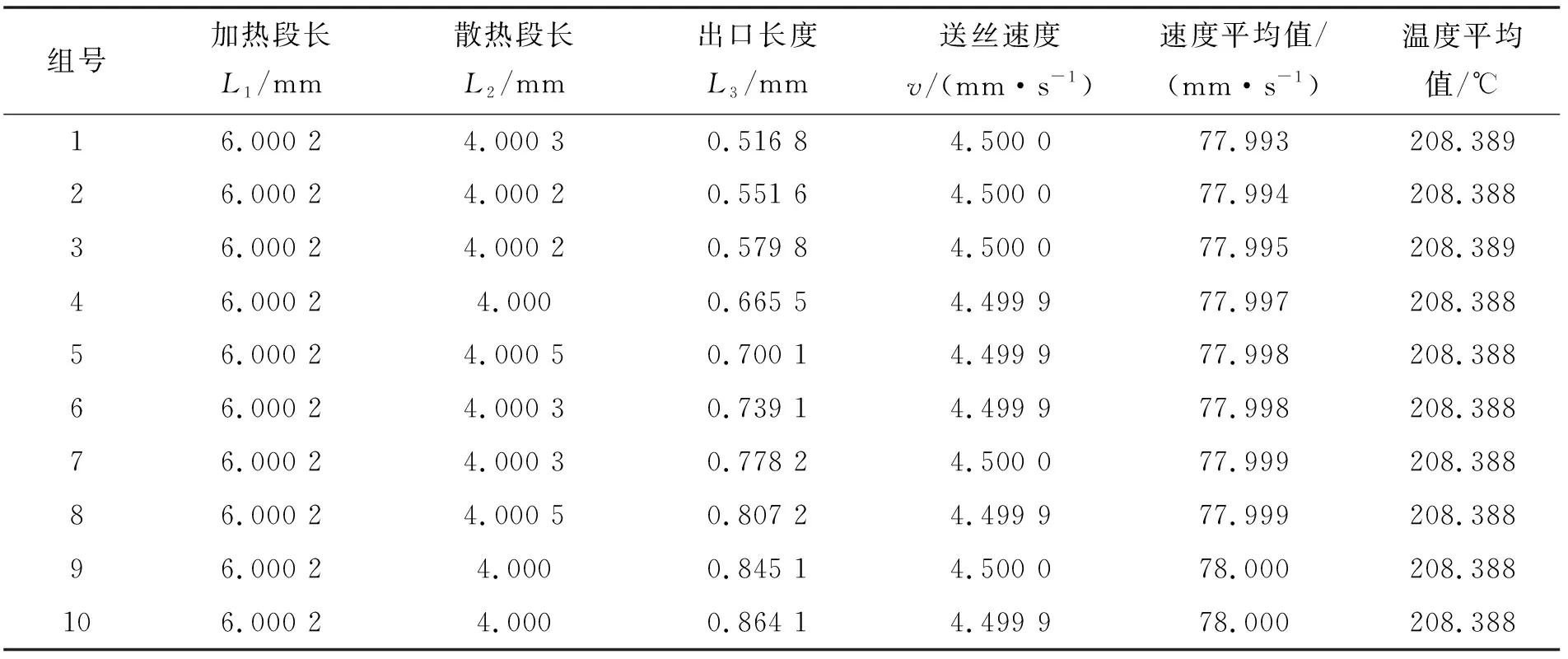
表4 Pareto前沿面對應最佳工藝參數
通過表4可得:最大噴嘴截面平均速度為78 mm/s,送絲速度與其比值滿足最佳成型速度范圍,最大平均溫度為208.39 ℃,對應的相關工藝參數為:加熱段長度6 mm,散熱段長度4 mm。將出口長度選擇為10個最佳前沿解集對應出口長度的平均值,經計算為0.7 mm,送絲速度為4.5 mm/s。
4.3 最優方案的流體仿真驗證
通過神經網絡與NSGA-Ⅱ算法對試驗數據擬合尋優,確定智能算法所得最優參數為:加熱段長度6 mm,散熱段長度4 mm,出口長度0.7 mm,送絲速度4.5 mm/s。運用Fluent軟件進行流體仿真分析,仿真結果如圖11所示。
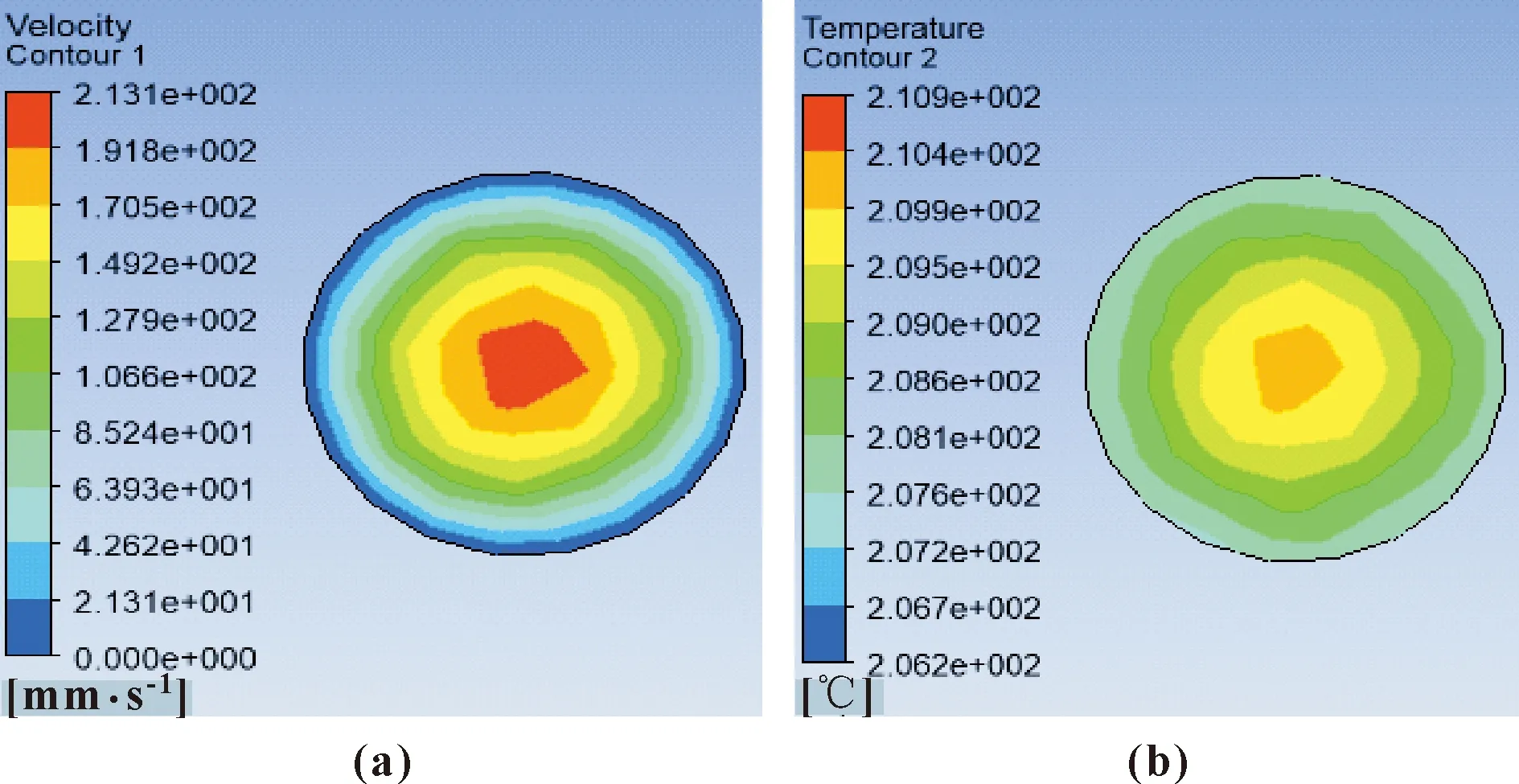
圖11 優化驗證速度(a)與溫度(b)云圖
經計算所得智能算法仿真結果平均速度為78.14 mm/s,平均溫度為208.93 ℃。優化后噴嘴截面平均速度與平均溫度有明顯提升,優化結果可靠有效。
根據表2,優化前最大噴嘴截面平均速度為76.12 mm/s,平均溫度為206.42 ℃;優化后通過流體仿真驗證所得平均速度為78.14 mm/s,平均溫度為208.93 ℃,經計算將最大平均速度提高2.6%,最大平均溫度提高1.22%。
5 結論
通過神經網絡擬合與NSGA-Ⅱ算法尋優獲得的最佳工藝參數為加熱段長度6 mm,散熱段長度4 mm,將出口長度選擇為10個最佳前沿解集對應出口長度的平均值,經計算為0.7 mm,送絲速度為4.5 mm/s。
(1)提出了3D打印機噴嘴與送絲機構協同優化方法,克服了兩者單獨優化時耦合效應所帶來的不足。
(2)提出了基于神經網絡與NSGA-Ⅱ算法的組合尋優方法,實現了對打印機送絲機構與噴嘴的協同優化,將最大平均速度提高2.6%,最大平均溫度提高1.22%,克服了傳統分析方法分析速度較慢、尋優質量差等問題。
(3)經流體仿真分析,結果表明:優化所得最佳參數組合將噴嘴截面平均速度與平均溫度明顯提高。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45