非晶態合金真空壓鑄機設計
2023-07-26 10:09:54左大利李國臣郭彥峰
裝備制造技術 2023年5期
關鍵詞:系統
左大利,李國臣,高 寬,郭彥峰
(1.東莞職業技術學院 智能制造/創新創業學院,廣東 東莞 523808;2.東莞市逸昊金屬材料科技有限公司 研發中心,廣東 東莞 518120)
0 引言
非晶態合金又稱液態金屬,金屬玻璃[1],其形成機理是金屬合金熔體的快速凝固[2],因此,在工業化生產過程中,首先要考慮非晶態合金的合金化,即成分控制,然后將熔融的合金化后的材料熔液澆或鑄到需要的形狀的模具內,快速冷卻,得到所需要的產品。然而,非晶態合金的熔體特性、流動行為和凝固行為等都不同于傳統金屬材料[3],其壓鑄工藝技術參數、模具設計以及合金熔體在模具中的流動填充和凝固行為對于最終的產品質量都有很大的影響。而且,受材料本身的性質和現有工藝條件的限制,大多非晶態合金材料只停留在實驗室階段,其非晶形成能力在毫米級以下,其工藝應用大多受限。
目前工業化生產可用的塊體非晶材料主要為鋯基非晶,而鋯在高溫下非常易氧化,氧對非晶的形成能力又起負面作用。為了保證金屬成分在合金化的過程中不被氧化,引入氧等雜質,合金化的過程需要全過程在真空環境外加保護氣體保護的環境中進行[4]。因此,通過控制非晶態合金凝固條件(如真空度、澆注溫度等)影響非晶態合金的凝固過程,討論和分析凝固過程控制對非晶態合金的形成和力學性能的影響,形成一個比較統一的制備工藝、結構、性能之間的關系是目前研究的重點。
1 整體方案設計
1.1 真空壓鑄機工作流程分析
非晶態合金真空壓鑄成型的工藝過程如圖1 所示。其工作流程是:首先將按重量分好的合金化材料裝入等待在供料區域內的周轉杯子內,自動給料機構抓取周轉料杯將合金化的塊狀料加到熔煉系統的坩堝內,關閉加料口,抽真空系統對真空室及模具型腔抽真空,達到工作真空度后(根據工藝需要,可以充部分保護氣體),啟動高頻電源,對坩堝內的合金材料進行感應加熱,加熱到設定溫度后,自動澆注機構旋轉帶動坩堝完成高溫熔體的澆倒,將高溫熔體倒入壓射熔杯內,壓鑄系統按照設定的壓射工藝參數,將熔體充型到模具型腔內,保壓冷卻完成壓鑄成型,開合模具系統將模具動模分開,自動機構將鑄件產品取出并清理模具型腔,檢測產品無缺陷后,合上模具,開始下一循環。
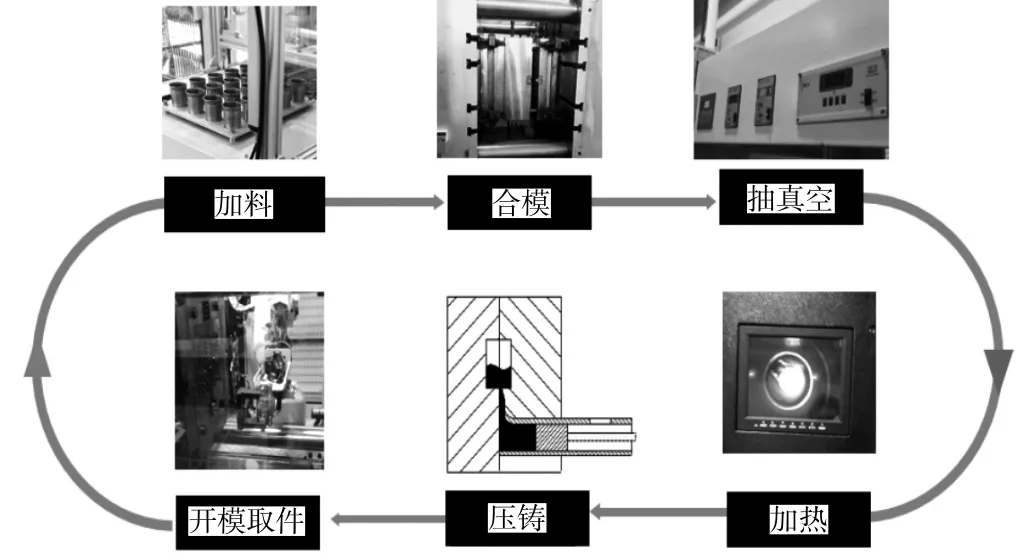
圖1 真空壓鑄機成型過程
1.2 真空壓鑄機整體方案設計
通過非晶態合金真空壓鑄工藝過程可知,壓鑄機的工作原理是:在全程真空環境條件下,將非晶合金材料通過感應加熱等方式,加熱到熔化狀態,然后澆注到壓射腔內,通過一定的壓力和速度壓射到專用模具型腔內,快速冷卻,得到特定形狀的非晶態合金產品。基于此,整個非晶態合金壓鑄機應包含真空系統、熔煉系統、壓鑄系統和真空模具系統等幾大模塊,設計總體方案如圖2 所示。
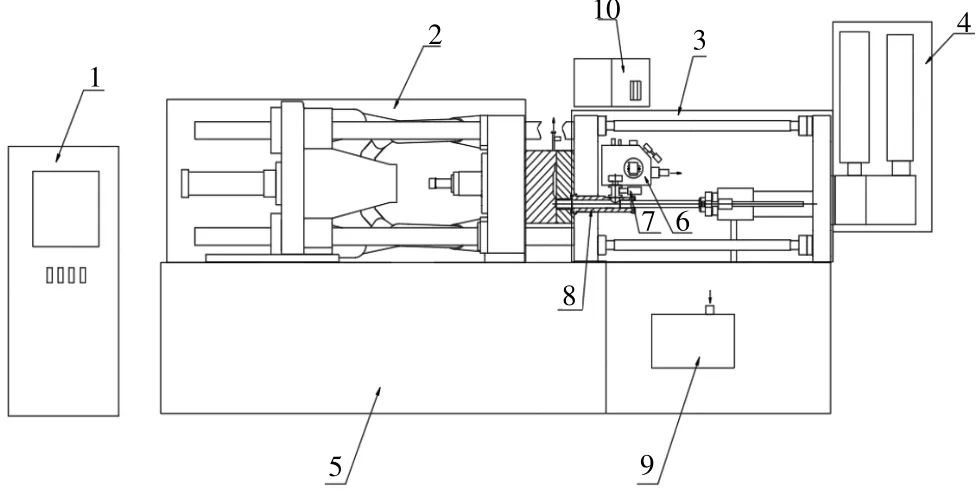
圖2 真空壓鑄機的整體方案
在設備工作過程中,通過在非晶態合金熔體凝固過程中一定的溫度區間范圍內,對非晶態合金進行高速度高壓力精密成型,并且利用合理的工藝參數控制成型過程中的加熱、充型、降溫和凝固過程,從而實現非晶合金的連續成型。該技術充分利用了合金熔體凝固過程中的過冷液態區的高黏滯流變特性、光滑的自由表面和低凝固收縮率等特點,最終的非晶態合金構件尺寸精度高、表面質量好、構件內部致密、無縮孔、縮松等缺陷。
2 關鍵部分設計
2.1 真空系統設計
真空系統包含抽真空裝置和真空腔體兩部分。抽真空裝置由真空泵、管道、過濾、真空閥及真空度測量裝置組成,真空腔體即密封的容器,其內部可以產生真空氛圍,以完成所需要的工藝操作,這里主要指非晶態材料的二次重熔需要在真空腔體內進行[5]。
抽真空過程就是將真空容器內氣體抽出的過程。一個真空系統中單位時間內需要抽出的氣體負荷量Q為:抽真空容積中的漏氣量(Q1)、抽真空容積材料表面釋放出來的氣體流量(Qf)、抽真空容積外部大氣通過容器壁滲入的氣體量(Qs)、工藝過程中抽真空容積內產生的氣體量(Qg)、抽真空容積本身存在的氣體量(Qe)之和,可表述為式:
當真空系統對容積為V的被抽容器抽氣時,若有效抽速為Se,容器內壓用p表示,則單位時間內系統抽出的氣體流量即為Se × p,容器內壓變化率為dp/df,容器內的氣體減少量即為V(dp/dt)。根據動態平衡方程,可列出方程:
即單位時間內,容器內氣體的減少量等于容器內存量氣體抽出量與氣體泄漏進入和新產生量之和。
在抽氣初期,真空系統的氣體負荷主要是容器內原有的氣體,隨著容器內壓的降低,原有的氣體迅速減少。到了抽真空后期,容器中殘存的氣體主要是泄露(正常情況下)和容器壁釋放的氣體。因此在抽氣初期階段,真空系統的泄露(正常情況下)和自身內表面的產氣量與系統總的氣體負荷相比,可忽略不計,故在低真空條件下計算抽氣時間可不考慮容器壁表面產生氣體的影響。這時,真空系統的抽氣方程可改寫為:
積分可得型腔抽氣時間與抽速、型腔容積及型腔真空度的關系為:
(4)式表明,提高抽速Se或減小容器體積V,都可縮短抽排氣時間。在型腔容積一定時,增大真空系統的閥后管路截面積、縮短管路長度,不僅可以減小抽真空體積,還可顯著降低沿程壓力降,提高抽排速度,使型腔能在更短的時間內達到需要的真空度。因此,采用直通排氣道,盡量增大管路截面積和減小管道長度利于型腔氣體的快速排出。
在確定的真空腔體大小及結構的情況下,真空系統漏氣檢測的方式就比較重要了,因為真正的熔煉氛圍是真空系統的保持能力,其表現的能力主要是真空腔體在大氣環境下達到工作真空度時,抽真空所用的時間;但真空腔體內的真空保持能力是表征腔體的漏氣量和腔體材料表面釋放出來的氣體流量等實際真空氛圍,其大小直接影響材料熔煉時進入熔體材料雜質的多少,主要是氧含量的增加。
在真空腔體體積盡量小并確定的情況下,設備的壓升率越低,說明真空腔體氛圍的保持能越好,其漏氣率和腔體及內部材料的放氣率就越小。壓升率是指在一定容積的真空腔體中真空度達到設定值時,斷開抽氣裝置后,在常溫常壓的外部環境下,腔體內真空壓力變化的速度。
壓升率的測試方法一般如下:
(1)將檢測用真空計(復合真空計)接入設備真空系統預留接口或是使用設備上經校檢合格的真空計,用盲板密封料筒的出料口,形成密封腔體,啟動真空系統的抽氣裝置,抽氣到系統的極限壓力p1。
(2)關閉抽氣閥,使真空系統處于密封狀態。
(3)記錄在時間內,從真空計顯示屏上讀出的真空系統的壓力值從p1上升到p2,壓力值單位為帕(pa)。
(4)壓升率計算公式為:
式中:p1:真空系統測量起始壓力值,Pa;p2:真空系統測量終止壓力值,Pa;t:測量所用時間,s。
由上述分析可知,液態金屬真空壓鑄機的真空系統設計主要是需要高效的抽真空系統和密封良好的體積盡量小的真空腔體。設備對應的表現指標為小的抽真空時間、高的極限真空度和低的壓升率。這樣才能既滿足工業化生產對效率和成本的需求,又可以滿足非晶態材料的熔煉和成型對氛圍的要求。
2.2 熔煉系統設計
工業化生產中最常見的機邊熔爐為鋁合金、鎂合金、鋅合金等壓鑄設備周邊的保溫爐(圖3),其主要作用就是將待壓鑄的鋁合金等合金錠或合金液加熱到指定溫度并保溫。其保溫坩堝的大小根據壓鑄機臺的大小及每模消耗的合金液體量來確定,一般在幾十公斤到幾千公斤的范圍。這樣既可以滿足工業化生產對效率的需求,又可以保證合金熔液的成分一致性和溫度一致性。也正是因為鋁、鎂、鋅等合金的性能特別是熔點低、對氧等敏感度低,所以才能得到工業化的廣泛應用。

圖3 鋁合金壓鑄設備周邊的熔爐
塊體非晶合金材料的熔煉系統面臨兩大問題,一是材料熔點高,常用的鋯基非晶合金材料的熔點在700 ~1100 ℃;二是對真空氛圍的要求高。在熔煉時,真空型腔的真空度理論上是越高越好,通常實驗室的理論要求在1×10-4~100×10-4Pa 左右。因此,塊體非晶合金材料的熔煉系統既要處理高真空環境下的高溫問題,同時還要考慮在高真空環境下的澆注和壓鑄等問題,而這些條件在正常的工業化生產中,都是比較難以處理的。
新設計的真空壓鑄機的熔煉系統采用在真空環境下的單模次用料量的感應加熱方式。這種方式的優點在于單模次的用料一般情況下不會太多(大多在100 ~1000 g),熔煉系統所用坩堝可以做到比較小,則真空腔體及內部組件也可以做到比較小,這樣就有利于真空環境的建立,提高了抽真空的效率。另外就是采用感應加熱的方式,可以高效快速地對合金化后的材料鑄錠或固定形狀的塊料進行加熱熔化,從而使合金化后材料的二次熔煉的效率適應工業化生產的要求。此方案因為采用單模次用料量的重熔,材料在高溫熔體狀態下停留的時間非常短,熔體溶入氧等其他雜質的量就會非常低,有利于提高產品的品質和回收部分材料的重復利用率。
然而,單模次用料量的感應加熱方案雖完美地解決了工業化生產的通用問題,但是此種方案還面臨著模次之間一致性的問題。少量材料的快速感應加熱會帶來批量生產中材料成分一致性和加熱溫度一致性的問題。因此,新設計的熔煉系統除了要解決非晶合金材料本身的高熔點和易氧化問題,還需要解決工業化生產中的穩定性和一致性的問題。為此,新設計的真空成型設備的控溫方案在工業化生產中就顯得特別重要,其直接關系著合金材料熔體的澆注溫度,從而影響熔體的流動性和充型能力。同時,為適應不同材料和生產工藝的需求,本項目開發三種控溫方式:時間控溫方式、上升沿控溫方式和下降沿控溫方式,且通過調整時間、溫度和感應功率之間的關系,實現實際生產中非晶合金材料熔體的澆注溫度的一致性。
2.3 壓鑄系統設計
塊體非晶態材料(鋯基)在高溫情況下極易氧化且充型到模具型腔內時又要求快速冷卻,因此壓鑄系統的實際真空度和充型壓鑄工藝參數對非晶態合金產品的質量起著決定性作用[6]。
壓鑄的高速高壓特點使得金屬熔體噴射形式充填型腔,與型腔內的空氣和殘留潤滑劑揮發煙氣充分混合。型腔內壓在充型結束時可達300 kPa,甚至400 kPa。這些殘留在熔體中的氣體,不僅直接影響鑄件本身力學性能,且在高溫加熱后會析出形成氣泡,致使無法通過熱處理來調整鑄件的組織與性能。因此,傳統壓鑄件限用于非承載結構件,無法制備對安全、疲勞性能有嚴格要求的性能結構件,極大限制了高效率壓鑄生產方法的應用范圍。為了改善產品品質,提升產品的力學性能和疲勞性能,在常規鋁、鎂合金壓鑄生產中很早就有采用真空輔助工藝(真空壓鑄就是抽出型腔中的氣體,將模具型腔中的真空度達到91 kPa 以上,讓合金液在真空下成型的工藝),真空壓鑄技術成型的產品,鑄件尺寸精度大大提升,具有極強的韌性和強度。
另外,在普通鑄件時,如果鑄件表面積較大,壁厚較薄,很難在完整順序的凝固溫度中完成,而且分散熱節補縮困難,很容易造成鑄件的縮孔、縮松等缺陷。利用高真空壓鑄技術可以使鑄件凝固過程中均勻受壓,避免出現受壓不均出現縮孔、縮松等現象,有效實現對分散熱節的補縮。用高真空壓鑄技術,可以有效改善合金液的充型能力。
但是在常規壓鑄設備中,特別是在小噸位壓鑄機(400T 以下)的生產過程中,壓射整個行程一般在500 mm 以下,慢壓射速度在0.2 ~0.7 m/s 之間,所以壓射時間很短(一般不超過2 s),當壓射沖頭推動熔體緩慢向前運行到封閉給湯口時,外真空系統對壓射型腔和模具型腔進行抽真空,由于時間短、模具抽真空的管口直徑有限,所以,模具型腔內的實際真空度不高,一般在91 kPa 以下,因此壓鑄從慢壓射預充型轉入高速壓射充型時,熔體以20 ~100 m/s 的速度噴射入模具型腔時,還是會和型腔內的殘留氣體混合,形成一些小的卷氣氣泡,另一方面也會影響熔體的充型流動性。成型時的不同壓射狀態如圖4 所示。
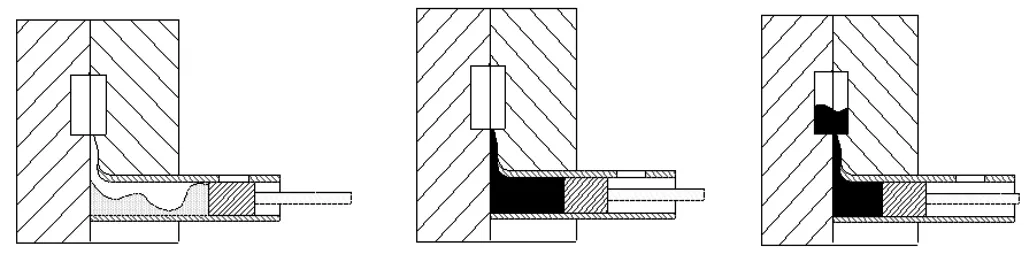
圖4 成型時的不同壓射狀態
綜上所述,在熔體充填型腔之前,抽真空系統的初始抽真空動態特性和充填前型腔可達到的真空度,才是真正衡量抽真空技術先進與否的主要判斷依據。
新設計的真空壓鑄機的壓射系統完全密封并且可以和熔煉室及模具型腔相連通,因此在抽真空過程中,壓射系統(料筒及流道內)、熔煉系統和模具系統等已完成抽真空過程,達到了工作真空度(50Pa 以下),所以壓射系統和模具型腔內的真空度的實現,不受壓射時間的限制,可以達到理想的目標值。這樣就可以最大限度地實現真正的真空壓射成型。同時此設計方案也滿足了高溫合金熔體在澆注、壓射和充型冷卻全過程中不接觸氧化。
2.4 模具系統設計
本項目所述真空壓鑄機的模具系統設計需要解決兩個問題:一是實現模具型腔內的高真空,二是實現合金熔體的快速冷卻。
壓鑄系統的模具是與產品直接相關的,模具及充型結構的設計決定了產品的性能和精度。壓鑄模具一般情況下分為動模和定模兩部分,動模和定模的結合面常定義為分型面。動模固定在設備的開合模板上,且配有頂出機構;定模固定在設備的定板(頭板)上,與設備的壓射系統的料筒相連。
模具型腔內高真空的實現,首先需要有與型腔相通的抽真空口,其次所有與大氣相通的接口或是接觸面都需要密封,且有部分接口或接觸面為動密封,在實際生產時,由于現場的工作環境(粉塵、高溫及碎屑等)會影響生產,其密封結構的設計及密封體的材料選擇都需要重點考慮。
非晶材料合金化后要形成非晶產品,其中模內快速冷卻至關重要。非晶成型模具設計需要合理地控溫系統設計和模具材料選擇。控溫系統設計主要體現在模內的冷卻水道設計和模具溫度的選擇。模具材料的選擇需要考慮模具材料的熱脹系數、導熱系數、耐溫情況、表面硬度和可加工性等各個方面。
3 結論
新設計的非晶態合金真空壓鑄機可以實現塊狀的非晶合金化后的材料到非晶態的產品形狀的連續性成型加工,區別于常規壓鑄成型工藝主要有:成型的全過程在高真空環境下完成,可成型高熔點的合金材料,提高了生產效率。
(1)全過程真空度高。本項目建立了一套高效的滿足工業化生產的高真空系統。為了滿足材料和生產工藝的需求,設備配套了全過程的真空系統,使合金材料在加熱熔煉、澆注、壓鑄充型、模內冷卻等全過程保持高真空狀態,從而保證非晶產品的高質量成型和正常連續性生產。
(2)材料成型溫度高。設備可成型1100 ℃以內的易氧化可成型合金材料,克服了材料快速加熱及澆注溫度一致性等問題,高溫熔體對坩堝等耗材的高要求等困難,實現了高溫高真空壓鑄成型的工藝。
(3)產品生產效率高。設備全程自動化,循環周期在60 ~80 s(機臺大小不同會有不同的循環周期)內完成自動加料、合模、抽真空、加熱熔煉、澆注、壓射成型、模內冷卻,取件檢測、清理模面等工藝過程,適用于真正的工業化生產的真空成型制造工藝,大大提升了生產效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32