熱處理對WC-Co硬質合金頂錘組織與力學性能的影響
2023-07-26 07:06:18郝世明毛志平謝敬佩
金屬熱處理 2023年6期
郝世明, 毛志平, 謝敬佩
(1. 河南科技大學 物理工程學院, 河南 洛陽 471023; 2. 河南科技大學 材料科學與工程學院, 河南 洛陽 471023; 3. 有色金屬新材料與先進加工技術省部共建協同創新中心, 河南 洛陽 471023)
硬質合金具有高強度、高硬度、耐磨損、高彈性模量、耐高溫和膨脹系數小等一系列優點,在切削工具、石油礦山鉆具、耐磨零件和超高壓裝置等方面得到了廣泛的應用[1-4]。硬質合金頂錘是合成人造金剛石或立方碳化硼的關鍵部件,是影響人造金剛石或立方氮化硼成本的重要因素之一。硬質合金頂錘在合成金剛石過程中,承受著高溫高壓的交變熱/力循環作用,工作環境極為惡劣,因此,進一步提高硬質合金頂錘的質量和使用壽命是眾多金剛石生產廠家的共同愿望[5],例如何平等[6]通過熱等靜壓(HIP)處理提高頂錘的壽命。針對硬質合金常用的熱處理技術有高溫淬火、回火、深冷處理和退火處理等[7-10],此外還有滲硼滲碳化學熱處理、真空熱處理、離子注入、激光熱處理等新型熱處理技術[11-12]。通過單獨或組合使用上述熱處理技術,可改變硬質相的形貌、粘結相的相態或合金表面應力狀態,提高硬質合金的硬度、抗彎強度和耐磨性等。
在硬質合金加工成頂錘過程中,不可避免引入加工應力的不均勻分布,在重復的加載和卸載過程中,成為破壞的根源。消除加工缺陷引起的局部應力集中,是改善頂錘質量的重要途徑[13]。而大多數頂錘的破壞,都是從斜面部位首先發現裂紋,因此通過熱處理手段優化頂錘斜面部分的組織結構以提高其整體性能尤為重要。本項目對WC-Co硬質合金頂錘進行低溫退火熱處理,研究熱處理對WC-Co硬質合金頂錘組織和性能的影響。
1 試驗材料及方法
試驗采用某公司生產的WC-Co硬質合金頂錘試樣,其采用優質WC粉末(粒度2 μm)為原材料,與質量分數為9%的Co粉末混料進行壓制燒結經機加工初步成型,再通過熱處理進一步提升其各項性能。本次的試樣均取自WC-Co硬質合金頂錘的斜面部位(如圖1),將試樣分成兩組,一組使用箱式電爐對斜面部位試樣進行溫度600 ℃、時長5 h的退火處理,另一組不進行熱處理,作為對比組使用。用JSM-7800F型場發射掃描電鏡(SEM)與德國布魯克X射線衍射儀(XRD)對處理面進行觀察,并對其組織和成分進行分析。使用MH-3型顯微硬度計對經過熱處理和未經過熱處理的兩組WC-Co硬質合金的斜面部分拋光后進行硬度測試,載荷砝碼200 g,加載時間15 s。

圖1 斜面試樣在WC-Co硬質合金頂錘中的取樣位置Fig.1 Sampling position of bevel specimen in the WC-Co cemented carbide anvil
2 試驗結果及分析
2.1 熱處理對硬質合金頂錘微觀結構的影響
圖2是熱處理前后的WC-Co硬質合金頂錘斜面部分電鏡像。由圖2(a)可以看出未經過熱處理的WC-Co硬質合金頂錘斜面部分明顯有大面積的黑色點塊。由圖2(b)可以看出經過熱處理的WC-Co硬質合金頂錘斜面的黑色點塊分布變得相對均勻,并且黑色點塊面積縮小。
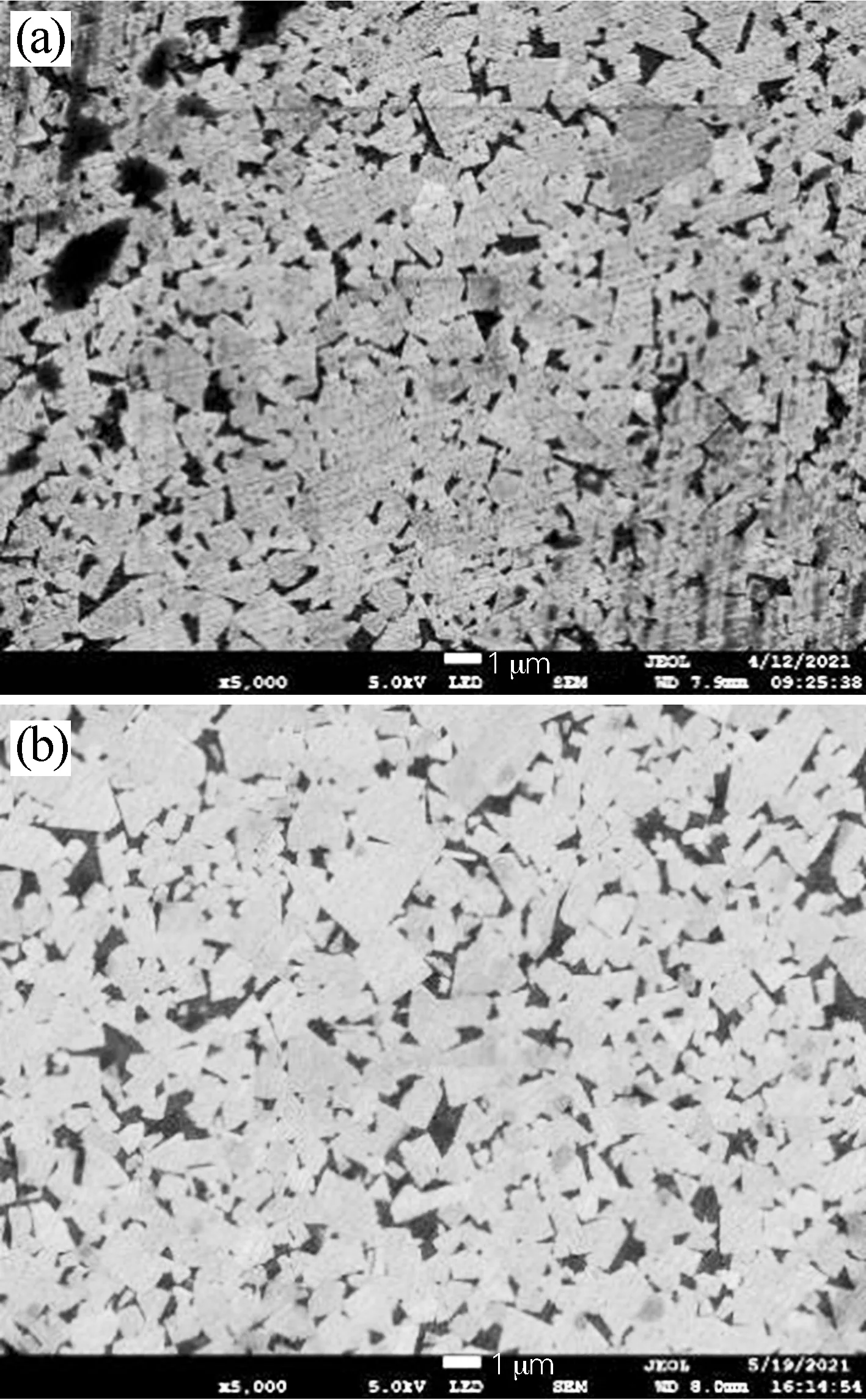
圖2 熱處理前(a)和后(b)WC-Co硬質合金頂錘斜面的SEM圖Fig.2 SEM images of the WC-Co cemented carbide anvil bevel before(a) and after(b) heat treatment
為了確定黑色點塊的成分,對熱處理前后的WC-Co硬質合金頂錘斜面部分進行了成分面分布掃描。圖3是未經過熱處理的WC-Co硬質合金頂錘斜面部分面分布掃描像。
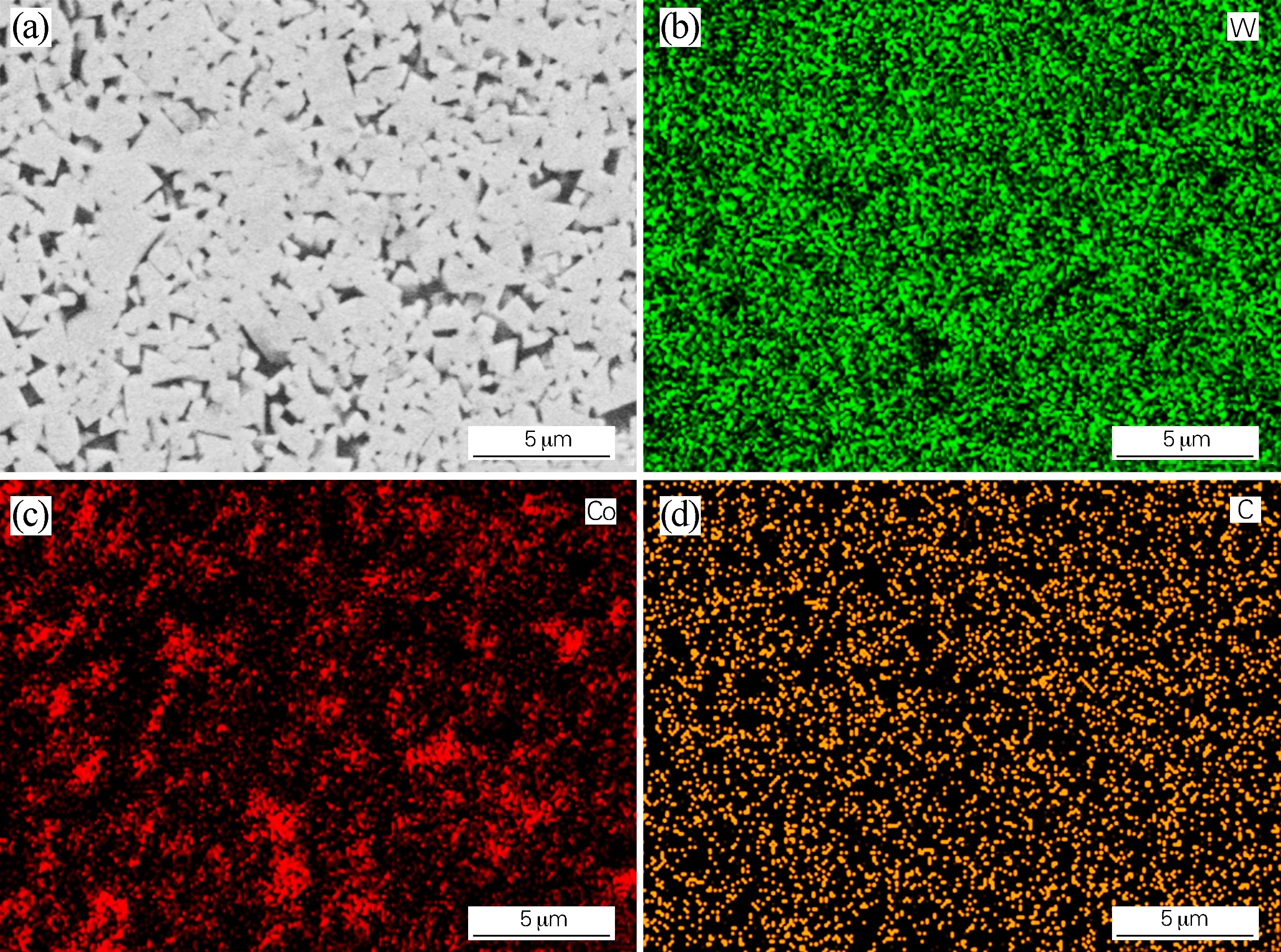
圖3 熱處理前WC-Co硬質合金頂錘斜面的EDS面掃描分析(a)SEM圖;(b)鎢;(c)鈷;(d)碳Fig.3 EDS map scanning analysis of the WC-Co cemented carbide anvil bevel before heat treatment(a) SEM image; (b) W; (c) Co; (d) C
圖4是經過熱處理的WC-Co硬質合金頂錘斜面部分面分布掃描像。通過對比熱處理前后試樣的面掃描分析結果,可以看出W元素和C元素分布無明顯變化,而Co元素分布與電鏡圖中黑色點塊位置相對應,更直觀看出其經熱處理后,尺寸減小且分布均勻。因此可以確認WC-Co硬質合金頂錘斜面部分的掃描電鏡圖中不規則黑色點塊為鈷元素。
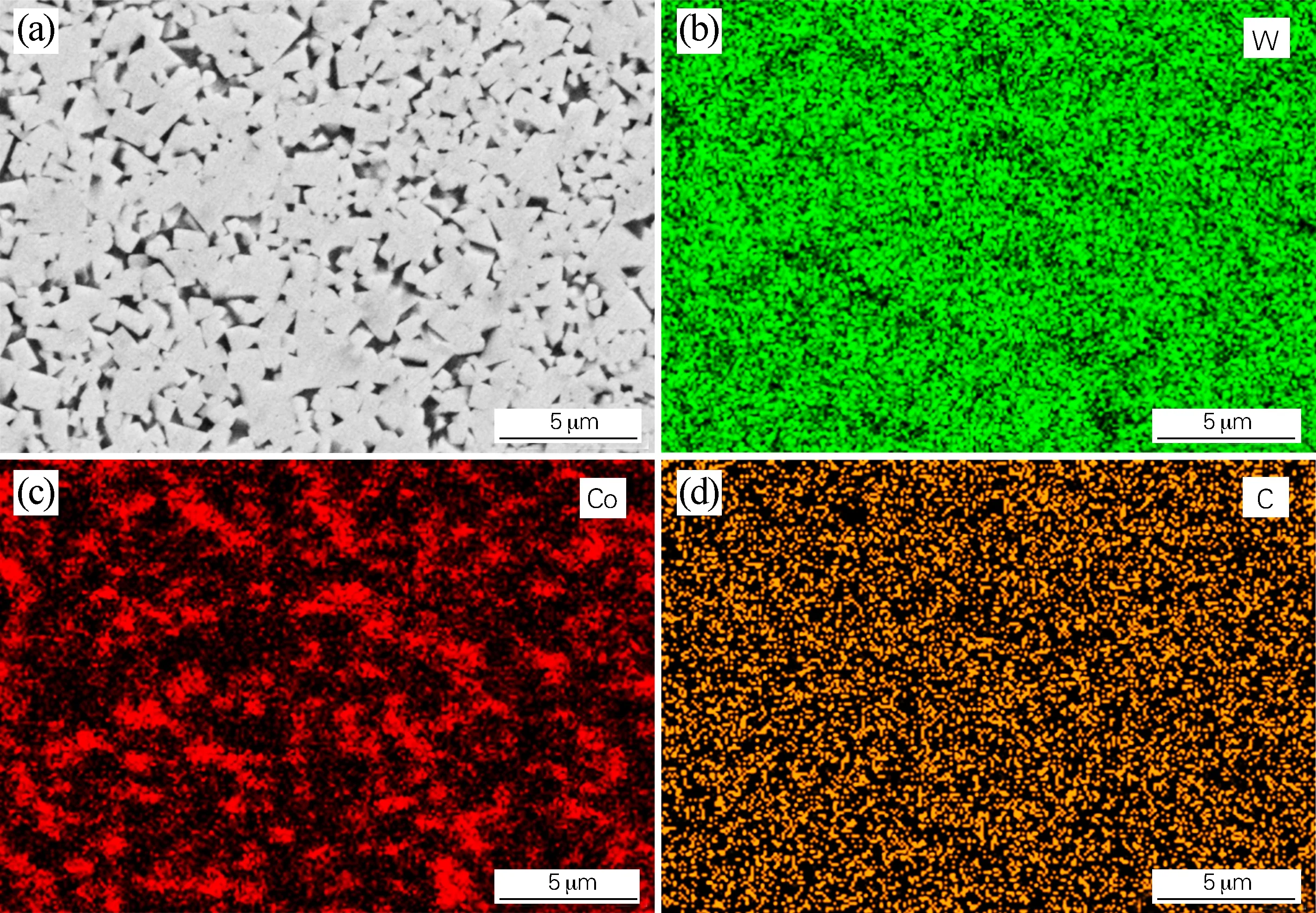
圖4 熱處理后WC-Co硬質合金頂錘斜面的EDS面掃描分析(a)SEM圖;(b)鎢;(c)鈷;(d)碳Fig.4 EDS map scanning analysis of the WC-Co cemented carbide anvil bevel after heat treatment(a) SEM image; (b) W; (c) Co; (d) C
圖5為熱處理前后WC-Co硬質合金頂錘斜面的XRD圖譜。圖5中倒三角是碳化鎢,菱形是鈷元素。從WC-Co硬質合金頂錘斜面熱處理前后的XRD對比圖可以發現,熱處理前后WC-Co硬質合金頂錘斜面部分各成分的相沒有發生明顯的變化。
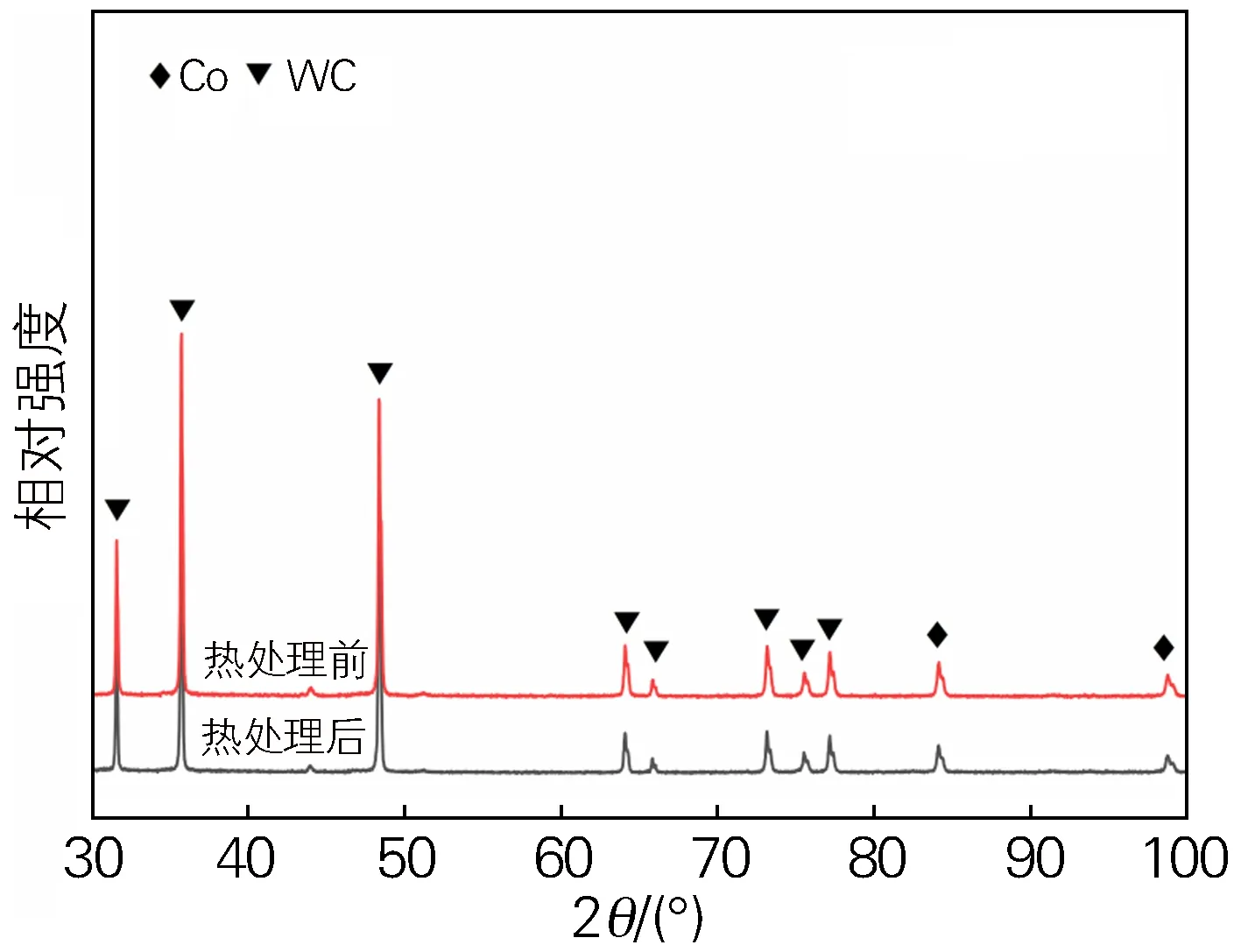
圖5 熱處理前后WC-Co硬質合金頂錘斜面的XRD圖譜Fig.5 XRD patterns of the WC-Co cemented carbide anvil bevel before and after heat treatment
綜合熱處理前后WC-Co硬質合金頂錘斜面部分的組織結構、元素面分布和XRD圖譜,可以確定熱處理前后WC-Co硬質合金頂錘斜面部分含有碳化鎢和鈷元素,不規則黑色點塊為鈷元素,灰色大面積點塊為碳化鎢。經過熱處理后,鈷元素不再以大塊聚集,分布變得均勻,相成分沒有變化。
2.2 熱處理對硬質合金頂錘中碳化鎢晶粒鄰接度的影響
對WC-Co硬質合金頂錘斜面部分的掃描電鏡圖按公式(1)計算WC晶粒鄰接度:
(1)
式中:NWC-WC為在掃描電鏡圖中隨機截取單位長度上的WC-WC接觸點數,NWC-Co為在掃描電鏡圖中隨機截取單位長度上的WC-Co接觸點數。
表1為測量并計算后WC-Co硬質合金頂錘斜面部分的WC晶粒鄰接度。熱處理前WC-Co硬質合金頂錘斜面部分的WC晶粒鄰接度為0.510,經過熱處理后WC晶粒鄰接度下降為0.469,下降幅度為8.0%。
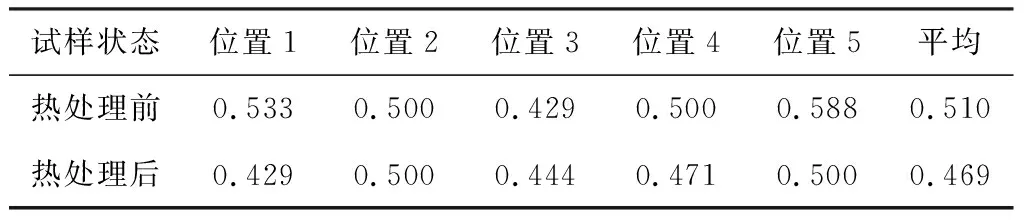
表1 熱處理前后WC-Co硬質合金頂錘斜面的WC晶粒鄰接度Table 1 WC grain contiguity of WC-Co cemented carbide anvil bevel before and after heat treatment
使用Nano Measurer軟件對熱處理前后WC-Co硬質合金頂錘斜面部分進行WC粒徑分析,圖6為熱處理前后WC-Co硬質合金頂錘斜面部分的WC粒徑分布圖,其中橫軸為WC的粒徑(μm),縱軸為不同粒徑的WC數量百分比。由粒度分布圖可以發現未經過熱處理的WC-Co硬質合金頂錘斜面部分WC的粒徑主要集中在0.3~1.2 μm之間,而且都是粒徑為0.6~0.9 μm的WC數量最多。將經過熱處理的WC-Co硬質合金頂錘斜面部分粒徑分布圖與未經過熱處理的WC-Co硬質合金頂錘斜面部分粒徑分布圖進行對比,可以發現,熱處理后粒徑為0~0.6 μm的WC數量占比變化較大。其中粒徑為0~0.3 μm的WC數量占比由1.27%上升到了6.16%。而粒徑為0.3~0.6 μm的WC數量占比由22.15%上升到了32.23%。粒徑為0.6~1.2 μm的WC數量占比變化較小,其中粒徑為0.6~0.9 μm的WC數量占比從36.71%降低到了32.7%,而粒徑為0.9~1.2 μm的WC數量占比則從17.09%降低到了17.06%。粒徑為1.2~1.5 μm的WC數量占比變化較大,從12.66%降低到了7.58%。粒徑為1.5~2.1 μm的WC數量占比變化較小,其中粒徑為1.5~1.8 μm的WC數量占比從5.06%降低到了1.42%,而粒徑為1.8~2.1 μm的WC數量占比從3.16%降低到了0.95%。剩下粒徑為2.1~3.0 μm的WC數量占比則變化不大。
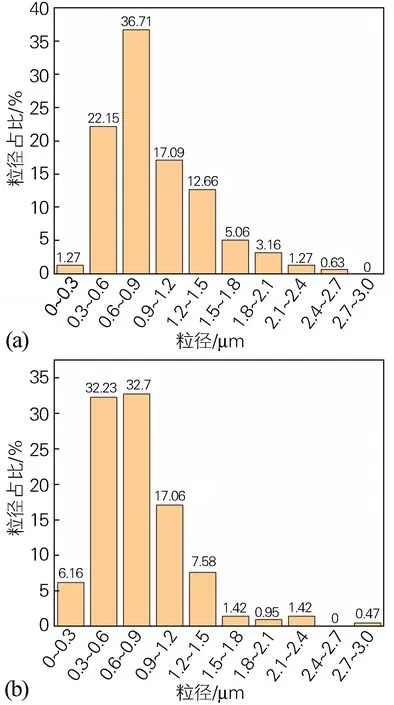
圖6 WC-Co硬質合金頂錘斜面的WC粒徑分布圖(a)熱處理前;(b)熱處理后Fig.6 WC particle size distributions of the WC-Co cemented carbide anvil bevel(a) before heat treatment; (b) after heat treatment
WC-Co硬質合金頂錘斜面部分在經過熱處理后,粒徑小于0.6 μm的WC數量占比提升,大于0.6 μm小于2.1 μm的WC數量占比下降,而大于2.1 μm小于3.0 μm的WC數量占比則沒有明顯的變化。
2.3 熱處理對硬質合金頂錘硬度的影響
表2為熱處理前后WC-Co硬質合金頂錘斜面部分不同部位的顯微硬度。發現熱處理后頂錘的硬度提升了8.7%。根據熱處理對WC-Co硬質合金頂錘斜面部分組織的影響和表2所示熱處理對WC-Co硬質合金頂錘斜面部分不同部位硬度的影響,可以發現,熱處理后WC-Co硬質合金頂錘斜面中Co元素的均勻分布影響其硬度。Co元素分布的越均勻,WC-Co硬質合金頂錘斜面部分的硬度越高。

表2 熱處理對WC-Co硬質合金頂錘斜面部分的硬度影響(HV0.2)Table 2 Effect of heat treatment on hardness of the WC-Co cemented carbide anvil bevel(HV0.2)
3 結論
本文通過對WC-Co硬質合金頂錘斜面部分進行溫度600 ℃、時長5 h的退火處理。研究了熱處理對WC-Co硬質合金頂錘的組織結構、WC晶粒鄰接度、WC粒徑分布以及硬度的影響,主要結論如下:
1) 熱處理降低了WC-Co硬質合金頂錘中碳化鎢的晶粒鄰接度。
2) 熱處理后WC-Co硬質合金頂錘中小粒徑WC數量提升,大粒徑WC數量減少,整體分布更加均勻。大塊鈷元素減少,鈷元素分布變得更為均勻。
3) 熱處理后WC-Co硬質合金頂錘斜面部分的維氏硬度提升了8.7%。
