V2500 短艙脫膠和分層損傷抑制方案分析
2023-07-23 03:48:04張小波苗廣原中國南方航空股份有限公司工程技術分公司沈陽基地
航空維修與工程 2023年5期
關鍵詞:結構
■ 張小波 苗廣原/中國南方航空股份有限公司工程技術分公司沈陽基地
0 引言
脫膠、分層損傷一直是V2500 發動機短艙部件主要的損傷類型,在所有損傷類型中占比較高,這與短艙部件具有的夾層/層壓結構密切相關。短艙部件運行過程中頻繁出現的脫膠、分層損傷,嚴重影響了部件運行的可靠性和安全性,易造成飛機停場或部件大量拆換送修,且帶來高昂的運行維護成本。然而,現行結構維修手冊中的修復方案在飛機運行過程中并不容易實施,因此選擇合適的時機介入并高效地完成對短艙部件的檢修、充分抑制損傷的發展非常必要。
1 V2500 短艙部件損傷類別統計及分析
對V2500 發動機短艙前環、尾噴、反推C 涵道、反推平移門和風扇整流罩等5 種部件的維修記錄進行統計分析,得出各部件出現的主要損傷形式及其占比,如圖1~圖5 所示。從統計數據可以看出,前環的主要損傷形式為金屬絲網損傷;尾噴的主要損傷形式為脫膠和裂紋;C 涵道的主要損傷形式為磨損;平移門的主要損傷形式為分層和脫膠;風扇整流罩的主要損傷形式為脫膠、分層和緊固件孔擴大。根據送修經驗,前環金屬絲網結構較其他部件更為特殊,一般在翻修時更換金屬絲網,以徹底修復損傷;尾噴脫膠損傷主要發生在尾噴管6 點鐘位置,損傷抑制方法為焊接修理。除此之外,脫膠和分層損傷普遍存在于反推平移門和風扇整流罩中,脫膠和分層損傷在兩種部件中的占比之和超過50%,與這兩種部件均為夾層/層壓結構緊密相關。
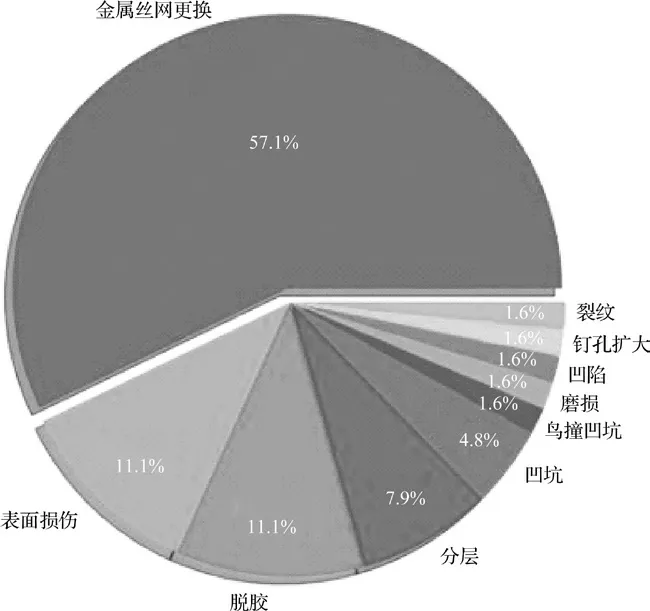
圖1 前環的主要損傷形式及占比
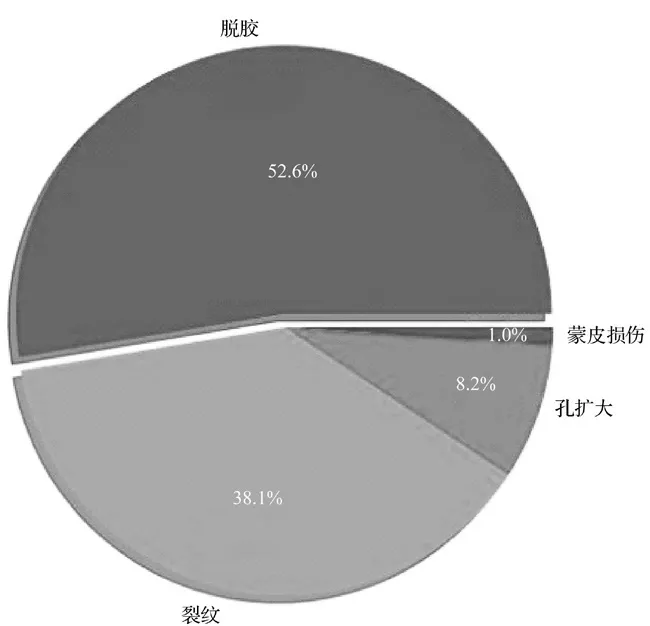
圖2 尾噴的主要損傷形式及占比
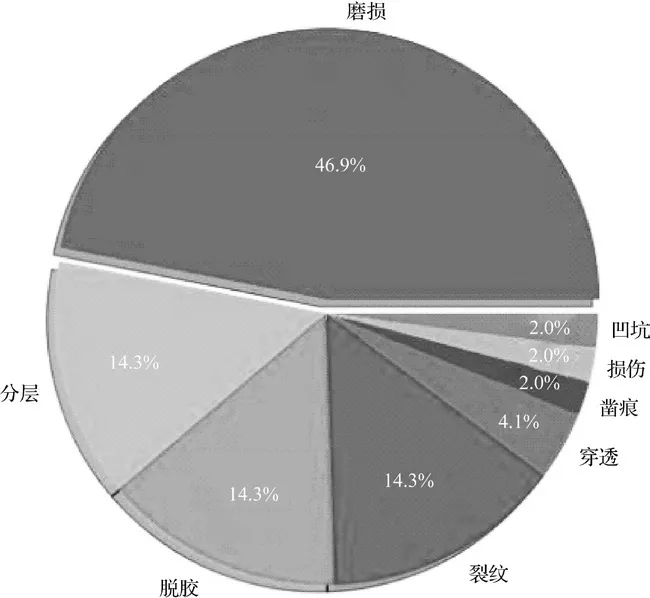
圖3 反推C涵道的主要損傷形式及占比
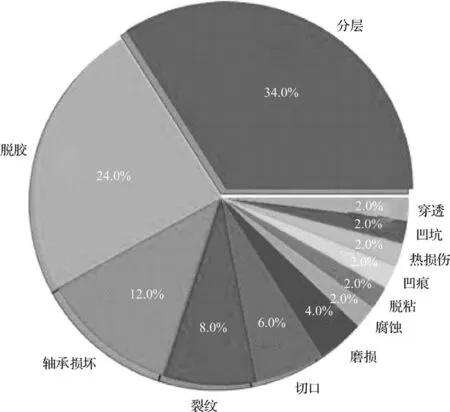
圖4 反推平移門的主要損傷形式及占比
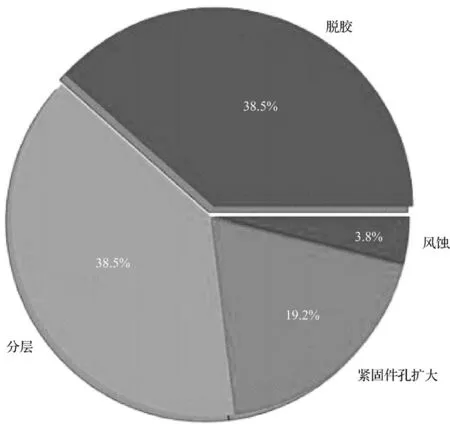
圖5 風扇整流罩的主要損傷形式及占比
2 V2500 短艙部件中的夾層/層壓結構
夾層三明治結構和層壓結構是民用航空器復合材料結構的主要形式,主要應用于飛機舵面、整流罩、貨艙襯板等區域。夾層結構由蜂窩芯與兩層層合蒙皮膠接組成,層壓結構則由纖維與樹脂組成。這兩種結構主要分布于V2500 發動機短艙中的反推平移門和風扇整流罩,主體結構均為鋁蜂窩和碳纖維膠接的夾層結構,反推平移門外筒為碳纖維鋪層的層壓結構,如圖6、圖7 所示。反推平移門和風扇整流罩分布在外部整流和易受熱區域,因此易出現脫膠、分層等損傷。另外,風扇整流罩因大面積采用了纖維/鋁蜂窩夾層結構,容易受外來物、雹擊影響,在冰雹天氣環境下可形成較大范圍的脫膠/分層損傷。
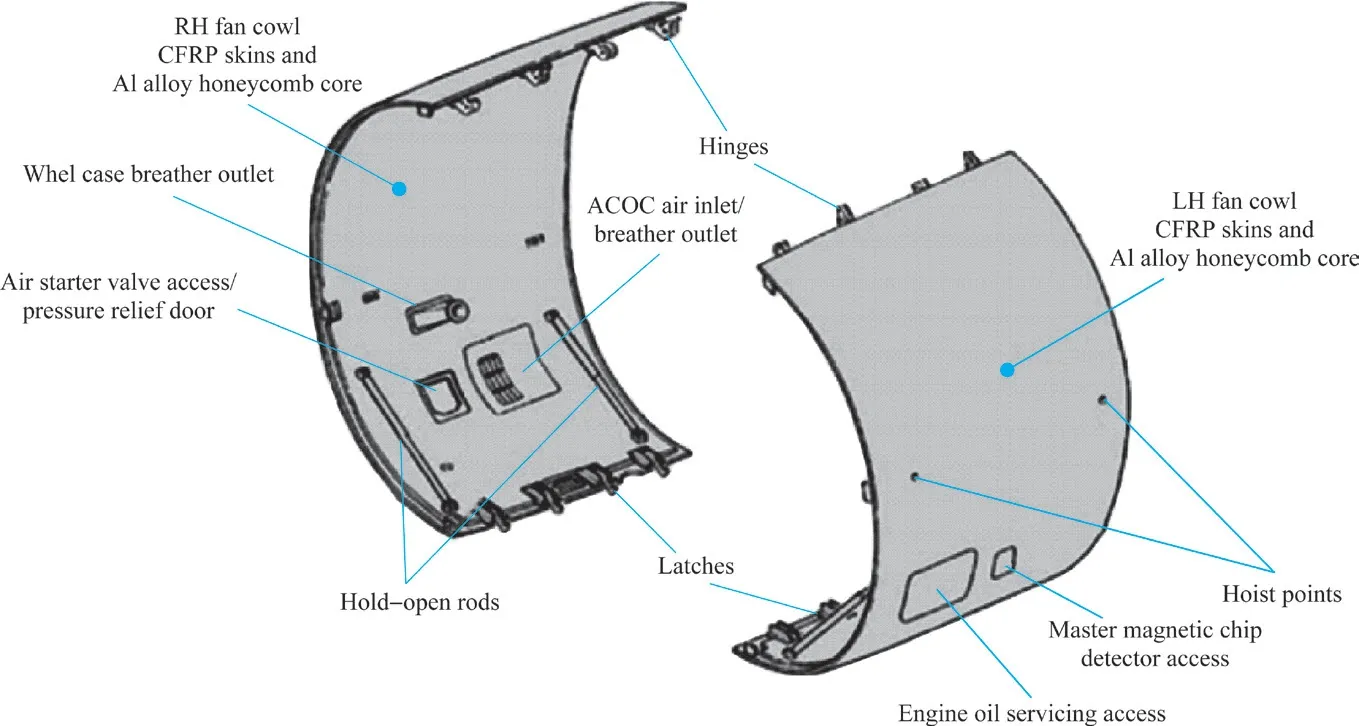
圖7 V2500風扇整流罩結構示意圖
3 脫膠、分層損傷機理
脫膠和分層損傷通常發生在層壓結構兩層間的界面上、沿兩種成分間的膠接線以及在夾層結構的面板和芯子之間發展。分層的形成多是由于在層壓板自由邊界、基體裂紋或結構細節處(即高曲率、陡的層數變化)的應力集中,或因較差的加工過程以及低能量沖擊造成的;脫膠的形成與分層相似。最主要的原因是在兩成分間沿膠接線已無膠接力。兩種損傷一般可通過敲擊檢查、熱成像檢查等NDT 方法檢測出并明確損傷范圍。
分層和脫膠引起對飛行安全的威脅,因為這些損傷將層壓板或膠接連接件分成很多子層,從而降低了結構的穩定性和強度,降低了膠接結構裝配件的有效剛度。損傷出現后,隨著時間的推移,損傷面積有不斷擴展的可能性。在某些情況下,承受重復載荷時,分層和脫膠會增長,繼而在受壓縮或剪切時造成災難性破壞。
4 脫膠、分層損傷的抑制方法
在波音、空客現役飛機的SRM 手冊中,對于復合材料夾層/層壓結構的脫膠、分層損傷,采用的是斜坡挖補膠接修理方法,包括預浸料修理和不同固化溫度條件下的濕鋪層修理,如圖8、圖9 所示。
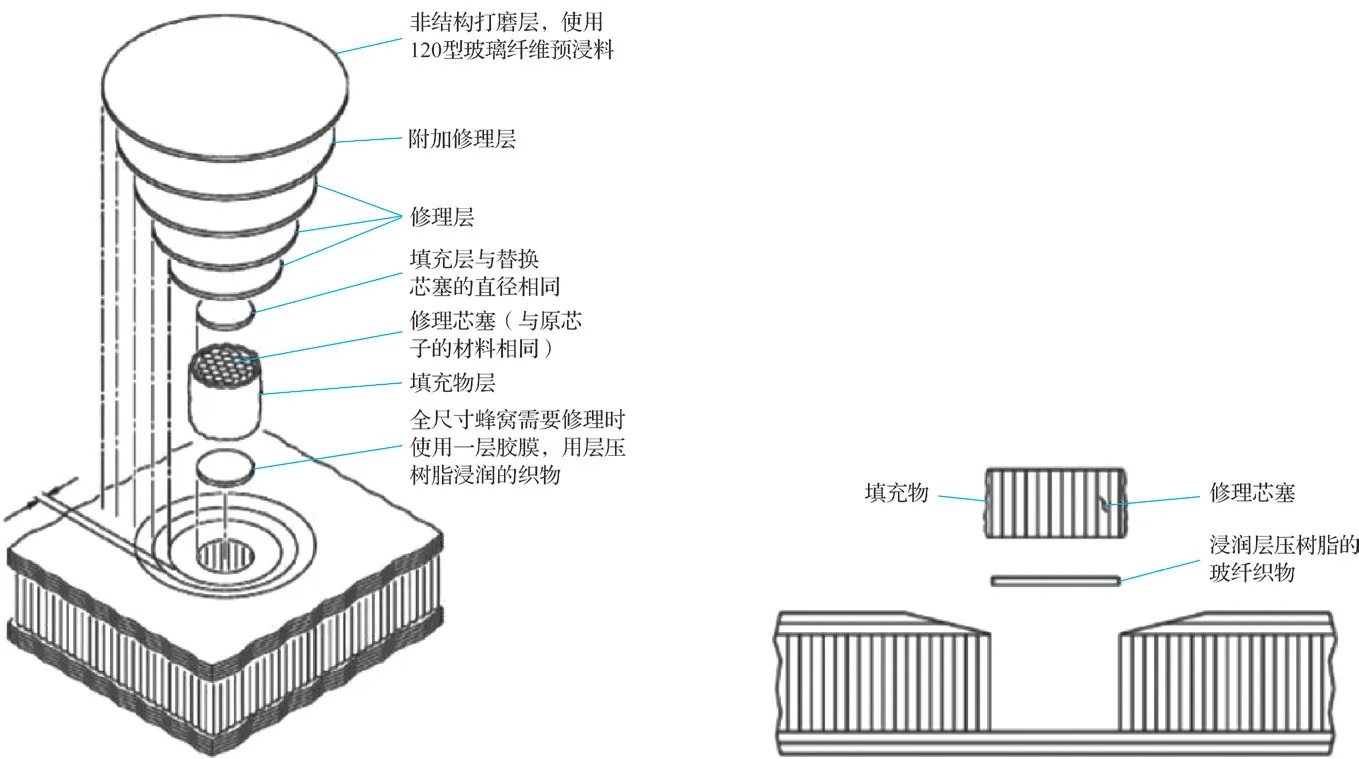
圖8 預浸料修理
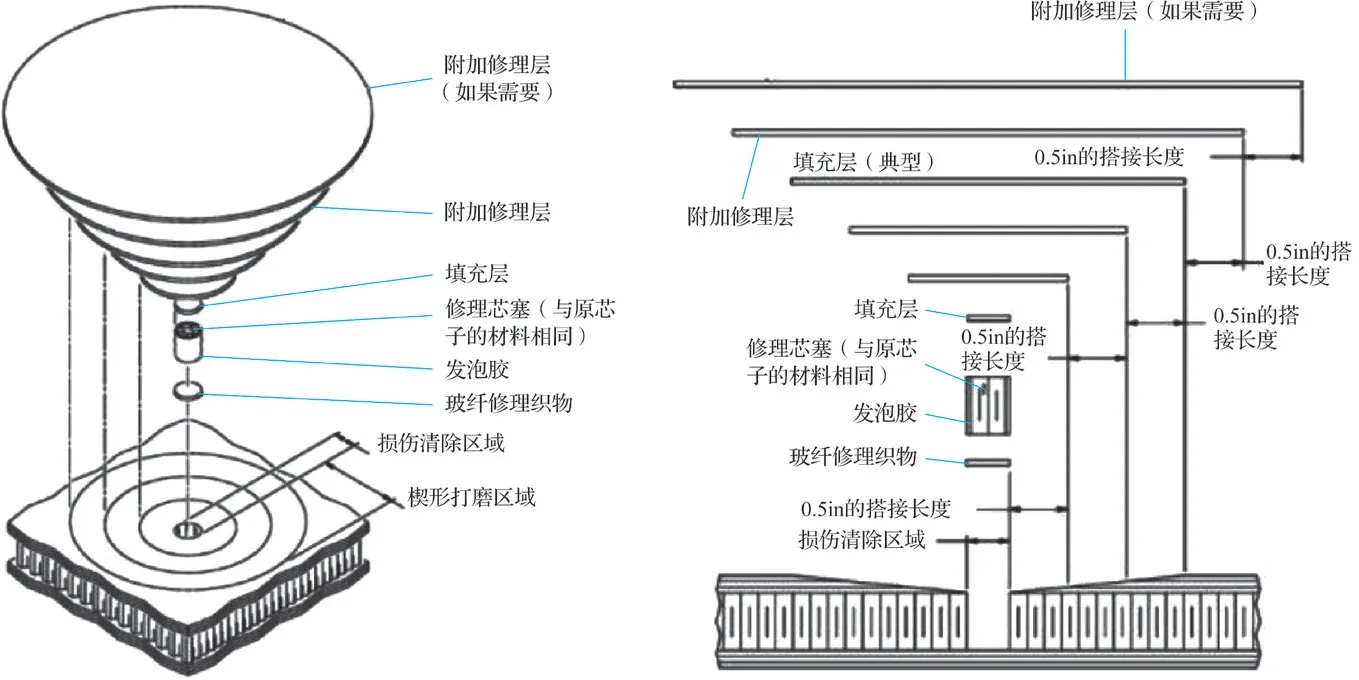
圖9 室溫濕鋪層修理
濕鋪層修理法是現場調配樹脂,并浸漬纖維織物,制作成修理補片,然后逐層鋪放到修理區域,進行封裝固化。優點是材料存儲方便,價格低廉,沒有低溫保存的要求;缺點是固化溫度較低,固化時間長,而且修理后不能完全恢復其強度和耐久性。預浸料修理通常被稱為干法修理,采用預浸料和膠膜作為主要的修理材料,并且這兩種材料都要存儲在冰箱里保持使用壽命。優點是制作方便、干凈,固化后強度較高,通常作為永久性修理方案;缺點是材料的存儲需要低溫,保質期小于樹脂,而且還有曝光率累計時長限制,訂購流程煩瑣,發貨周期長,固化一定要高溫,一些小的修理站不能滿足設備和工藝的要求。膠接修理一般是通過去除損傷后恢復修補材料并使用加熱毯加溫的方式修理損傷,主要工序有除濕、清除損傷、打磨和清潔損傷區域、修理、封裝和固化以及固化后的檢查和打磨。
上述損傷抑制方法在實際維護過程中大多為永久修理。由于需將受損部件離位接近且實際修理方案中加溫次數較多,往往需要耗費一定量的時間,在實際維護中并不容易實施。以V2500 NSRM 中風扇整流罩夾層結構典型修理方案為例,除濕步驟要求6h,修理步驟要求固化填片和修理片各120min;若蜂窩和表面金屬網受損,還需更換蜂窩芯和恢復金屬網,蜂窩芯固化時間為60min,金屬網固化時間為220min;加上升溫、降溫、修理準備、封裝等步驟,以及拆換部件所需時間,完成整個修理的理論耗時大致為12 ~20h。在飛機正常運行期間,很難找到合適的停場時間予以實施,給生產安排和質量管理工作帶來一定的壓力。
5 短艙工程管理方案改善設計
針對V2500 發動機短艙部件夾層/層壓結構損傷抑制方法在日常維護工作中實施困難的情況,可以選擇在周期較長的定檢或其他維護工作中安排相關部件的檢修工作。因此需要在現有維修方案的基礎上,選擇合乎損傷發展規律的時機介入,盡量在損傷形成初期及時采取抑制措施,避免損傷不斷拓展,超出結構修理手冊方案范圍而增加維護成本。這就需要對相關部件的維護數據進行分析,獲取損傷發展規律,擬定檢修介入的部件運行門檻值或時間點。以V2500 風扇整流罩為例,對風扇整流罩脫膠和分層維護數據進行統計和分析。首先選擇合適的飛行小時間隔,統計各個飛行小時區間內風扇整流罩出現損傷的數量,初步獲取出現損傷的時間規律,并進一步合并或重新劃分間隔,明確損傷頻發的主要飛行小時區間,如圖10 所示。從圖中可以看出,部件運行時長超過20000FH 后,分層、脫膠損傷頻發。因此,初步確定風扇整流罩損傷抑制介入的門檻值為20000FH。
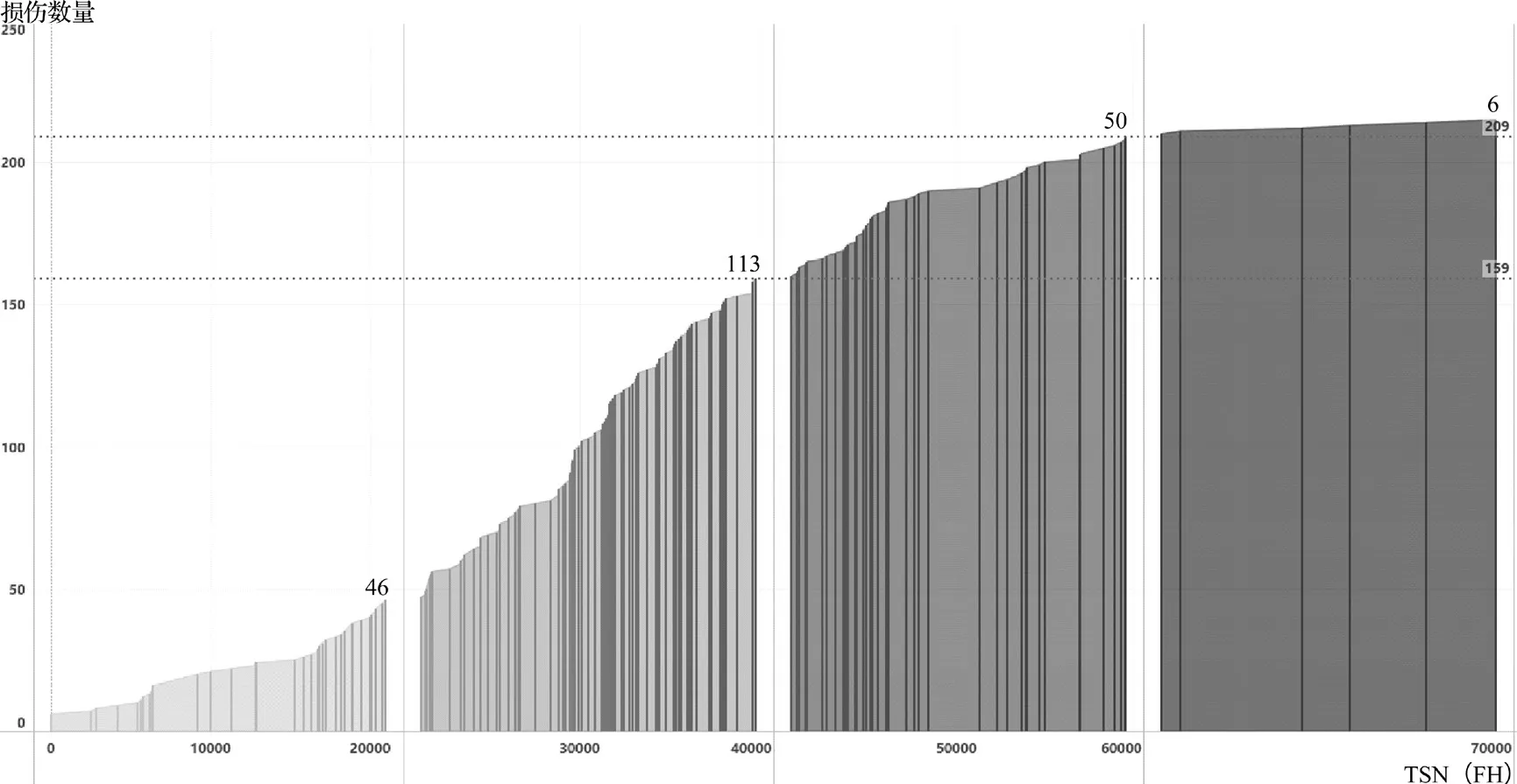
圖10 V2500風扇整流罩脫膠/分層損傷對應飛行時長分布
在V2500 發動機短艙部件運行過程中,可以根據上述結論嘗試在部件運行至關鍵門檻值前后,結合周期較長的維護活動,對相關部件進行檢修,抑制夾層/層架結構出現脫膠/分層損傷,提高部件運行可靠性。另外,對于超出現有結構手冊修理方案范圍的損傷,OEM能夠在一定范圍內提供修理方案,應做好OEM 修理方案的搜集和積累工作,摸索出OEM能夠提供方案的損傷范圍、不同損傷修復的具體方法以及廠家回復的周期規律,為檢修工作的生產安排提供有力支持。
6 結論
對于V2500 發動機短艙部件,脫膠和分層一直都是出現頻率最高的損傷類型,且主要出現于反推平移門和風扇整流罩兩種部件上,這與上述兩種部件大面積采用的夾層/層壓結構密切相關。由于受到裂紋、應力集中或能量沖擊的影響,夾層或層壓結構纖維之間或纖維與蜂窩芯之間出現脫膠或分層損傷,且隨時間推進而逐漸拓展,對短艙部件結構的安全穩定性造成威脅。
對于夾層/層壓結構的脫膠、分層損傷,波音和空客采取的抑制手段均為濕鋪層修理和預浸料修理,可滿足不同結構的壽命延伸需求。但因其施工步驟較為煩瑣,加溫固化環節所需時間較長,導致整體修復過程耗時長,不宜在日常維護活動中實施。
為了能夠預防性地抑制短艙部件的脫膠、分層損傷,需要選擇合適的時機,結合周期較長的維護工作,對相關部件進行檢修。本研究對相關部件的維護數據進行統計、分析,初步獲得了損傷發展與部件運行時長之間的規律,依此擬定介入門檻值或時間點,及時檢查、抑制已有損傷,避免損傷擴展,提高短艙部件的運行可靠性。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
