CJ46型鉆井平臺升降裝置安裝流程優化
2023-07-14 06:02:38張麗杰談德才
船舶與海洋工程 2023年3期
查 微,魯 孝,張麗杰,談德才
(湖北海洋工程裝備研究院有限公司,湖北武漢 430063)
0 引 言
CJ46 型自升式鉆井平臺主要用于進行海上鉆井作業,其結構主要由三角形狀的主平臺、X-Y 型懸臂梁、鉆井系統和3 條開放桁架式樁腿組成,空船重量約為10 625 t,可在15.0 ~114.3 m水深條件下開展鉆井作業。該平臺的最大鉆井深度達9 144 m,生活樓滿足140 人的居住需求。平臺具有活動樁腿,其主船體能沿支撐于海底的樁腿升至海面以上的預定高度處。升降系統作為該平臺的關鍵部分,是連接平臺與樁腿的紐帶,其制造和安裝精度直接影響著平臺的安全性、使用性和經濟性[1-4]。CJ46 型鉆井平臺的樁腿井總組及升降裝置的安裝過程涉及27 個分段的裝配、建造、機加工和對線總組,以及樁腿的定位插入焊接和54 套升降裝置的對線安裝,精度要求高,作業階段多,各階段受外部因素的影響和實際情況的限制,工作量大,作業周期長。
為解決傳統的CJ46 型鉆井平臺升降裝置安裝作業周期和占用塢期較長的問題,本文對該安裝流程進行優化,并對其進行風險分析,在此基礎上提出精度分解方案和降阻方案,為后續類似平臺的建造提供參考。
1 升降系統結構介紹
CJ46 自升式鉆井平臺帶有3 條開放桁架式樁腿,每條樁腿由3 根安裝于弦管與弦管之間的撐桿結構組成,樁腿下端與樁靴連接形成平臺的主要支撐結構,樁腿上端同升降齒輪嚙合,通過升降系統電機帶動齒輪旋轉,實現平臺的升降。平臺的重量全部通過樁腿井傳遞給升降系統,隨后通過樁腿嚙合,最終通過樁腿和樁靴傳遞至海底。升降系統結構(即樁腿井)由3 部分組成,其中:
1)上部結構安裝升降裝置,每根弦管通過齒條與6 套升降齒輪嚙合,即1 根弦管對應的升降系統結構上需安裝6 套升降單元,整個平臺需安裝54 套升降單元。
2)中部結構安裝鎖緊裝置,用于在平臺升降到預定高度之后,通過鎖緊裝置將其固定在該高度處。上部結構和中部結構通過結構鋼管與主船體焊接,定位固定。
3)下部結構與船體直接焊接,通過耐磨板,起到對樁腿進行導向和限位的作用。
上、中、下等3 層結構上下對接,組成升降結構,每3 個升降結構組成1 個樁腿井,每1 個樁腿井對應1條樁腿,整個平臺共有3 個樁腿井。
2 升降裝置制造安裝流程及優化
目前主流的升降裝置制造安裝方法是將升降裝置的上、中、下等3 個結構劃分為3 個分段,本文將這3個分段分別命名為393 分段(升降裝置分段)、392 分段(鎖緊裝置分段)和391 分段(船體導向分段),制造安裝流程見圖1。整個過程涉及391 分段、392 分段和393 分段各9 個,共27 個分段的裝配、建造、機加工和對線總組,以及樁腿的定位插入焊接和54 套升降裝置的對線安裝,是平臺建造的一條關鍵路徑。[5-7]
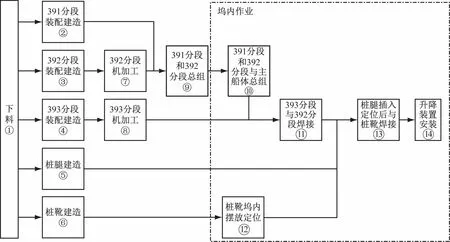
圖1 傳統升降裝置制造安裝流程
采用單代號網絡圖對上述過程[8-10]進行分析,首先對上述過程進行編號,如圖1 所示。以武昌船舶重工集團有限公司建造的CJ46 型自升式鉆井平臺為例,各過程的耗時:②為30 d;③為30 d;④為30 d;⑤為30 d;⑥為30 d;⑦為20 d;⑧為20 d;⑨為20 d;⑩為20 d;?為20 d;?為3 d;?為8 d;?為40 d。傳統升降裝置安裝單代號網絡圖見圖2,其中:關鍵路徑為①→③→⑦→⑨→⑩→?→?→?,共耗時148 d;塢內作業關鍵路徑為⑩→?→?→?,共耗時83 d。這種流程的優點是樁腿插入定位之后與樁靴的焊接沒有升降裝置限制,可由吊機和工裝調整其插入姿態及下落位置,阻力較小,定位精準。另外,這種流程比較成熟,風險較小,每個階段都有成熟的精度控制指標;缺點是串行作業較多,周期較長,特別是升降裝置安裝,總共有54套升降裝置,均需在塢內通過吊機側向插入393 分段機加工出來的軸承孔中(軸還需在過冷之后插入),工作量較大,占用塢期較長。
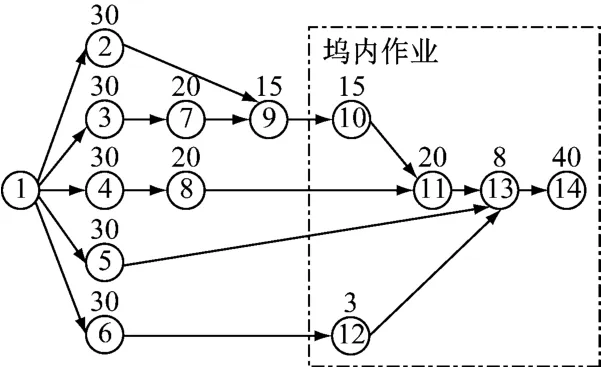
圖2 傳統升降裝置安裝單代號網絡圖
由此,對升降裝置制造安裝流程進行優化。首先對關鍵路徑進行分析和優化,針對串行作業較多的問題,通過分析安裝流程,考慮將升降系統安裝提前到在內場階段完成,使串行作業變為并行作業,優化的升降裝置安裝單代號網絡圖見圖3。此時:關鍵路徑為①→④→⑧→?→?→?,共耗時118 d;塢內作業關鍵路徑為⑩→?→?,共耗時43 d。經過初步優化之后,總制造時間縮短了30 d,占用塢期縮短了40 d。

圖3 優化的升降裝置安裝單代號網絡圖
隨后對各作業階段進行優化,在將升降裝置安裝提前到在內場階段完成之后,由于升降裝置安裝由在塢內通過吊機側向插入393 分段變成了在內場使用行車垂直落入393 分段,無高空作業,安裝難度大大降低,場地和吊車資源充足,故其消耗的工時縮短為25 d。進一步優化的升降裝置安裝單代號網絡圖見圖4。此時:關鍵路徑變為①→③→⑦→⑨→⑩→?→?,消耗總工時為108 d;塢內作業關鍵路徑為⑩→?→?,共耗時43 d。進一步優化之后總制造時間縮短了10 d。
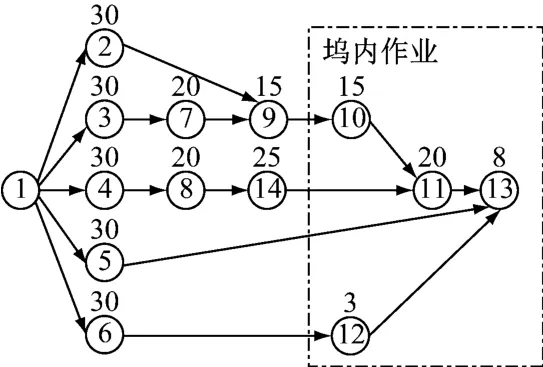
圖4 進一步優化的升降裝置安裝單代號網絡圖
對優化前后的升降裝置安裝方案進行對比,結果見表1。由表1 可知,優化方案能大大縮短升降裝置安裝周期,同時將升降裝置安裝由在塢內高空作業和側向插入安裝改為在內場臥式垂直落入安裝,安裝的難度大大降低,但也存在樁腿插入動作精度控制要求較高和整個升降裝置的制造精度需重新分配的問題。

表1 優化前后的升降裝置安裝方案對比
3 優化后安裝流程中的風險分析與解決
為保證新的作業流程能順利實施,需提前對可能出現的風險進行分析,并找出解決方案。通過分析新流程與原流程的不同點,得到新流程中的風險點如下。
3.1 總組精度重新分解
由于作業流程是先安裝升降裝置,后插入樁腿,故需重新對總組精度進行分解和分配,以避免插入樁腿時因平行度和同心度存在偏差而導致摩擦力過大,樁腿無法插入。通過分析并結合升降裝置的精度指標,確定保持392 分段的機加工要求不變,對391 分段和392 分段預總組及與船體結構合攏的精度要求進行重新定義,具體如下。在391分段和392 分段預總組過程中,調整這2 個分段的水平度、直線度和預總組的整體長度。水平度須在±2 mm以內;直線度以392 分段的中心線為標準,調整391 分段的中心線,擬合出預總組中心線,中心線精度偏差控制在±0.5 mm以內。滿足要求之后,測量預總組段的整體長度(以理論線為基準),控制其在11 900 mm±3 mm以內。圖5 為391 分段和392 分段總組精度控制示意圖。

圖5 391分段和392分段總組精度控制示意圖
在391 分段和392 分段預總組段與主船體合攏過程中,以標記出的齒條中心線作為參照線對預總組段和主船體進行定位。每個樁腿井區域不允許3 個預總組段同時定位,必須待1 個預總組段焊接并報檢完畢之后,再定位另一個預總組段。對于每個樁腿井區域內的第一個預總組段,中心線焊前報檢與主船體標記的齒條中心線偏差不可超過2 mm。焊后預總組段左右垂直度公差為±1 mm,前后垂直度公差為±2 mm(考慮到391分段和392 分段預總組時會產生建造公差,在檢驗時以392 分段測量值為準)。以地樣十字中心線作為參照,結合預總組段十字中心線檢驗定位角度,確定平行度公差為±2 mm。預總組段定位高度公差為±3 mm。
對于每個樁腿井區域內的第二個預總組段,根據第一個焊后檢驗報告的中心線實際位置,給出第二個中心線的相對位置,由此進行定位。第三個預總組段參考前2 個預總組段中心線的實際位置進行調節定位。調節之后,樁腿井區域內的3 個預總組段上下兩端,齒條中心線平面間距公差必須在10 m ±10 mm以內,且須滿足任意兩點的平面間距公差小于等于6 mm。圖6 為升降箱總組精度控制示意圖。
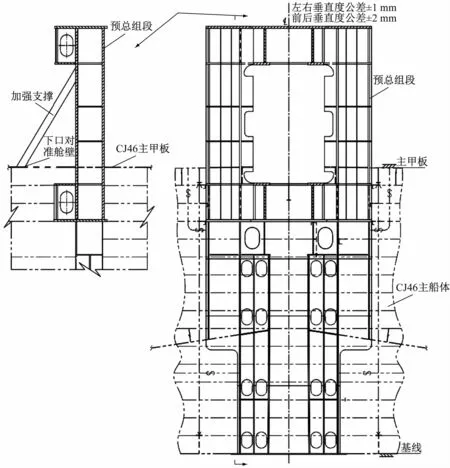
圖6 升降箱總組精度控制示意圖1
393分段與主船體合攏的精度控制和公差范圍與預總組段合攏相同。
3.2 樁腿插入受力分析
為保證施工進度,減少對結構和設備的損壞,需對樁腿插入的受力變化進行分析,并提出應對方案規避風險。在樁腿插入過程中,樁腿受到自身重力、樁腿齒條與升降裝置齒條之間的摩擦力、升降裝置內部的靜摩擦力和樁腿齒條與391 分段所裝耐磨板之間的摩擦力的作用。若這幾個力的合力方向是向下的,則樁腿能順利插入;若這幾個力的合力方向是向上的,則樁腿通過自身重力克服各種阻力實現插入。
經試驗,結合升降系統廠家反饋的數據,得到單個樁腿接觸的18 套升降系統的摩擦力為2.1 ×106N(為廠家根據以往的數據推算出的最大值),啟動力為5.0 ×105N(在3 s內樁腿插入速度達到0.15 m/min),樁腿自重為1.15 ×10-6N,由此計算得出系統合力為1.45 ×106N,方向向上,即樁腿不能依靠自身重力通過升降系統。考慮樁腿是依次通過3 層升降系統的,啟動力可取原啟動力的1/3,即約1.70 ×105N,此時系統的合力為1.12 ×106N,方向向上。為保證樁腿能順利插入,可對樁腿增加一個向下的力,或減小其受到的各種阻力。考慮到升降系統內部拆開的風險,優先考慮對樁腿增加一個向下的力,并要求3 條弦管受到的力能夠分開控制,以便調整姿態,保證齒條中心線與樁腿井總組之后標記的齒條中心線重合。針對增加一個向下的力和減小樁腿受到的阻力這2 個方向,初步擬定2 種方案。方案一是在樁靴上焊接眼板,通過手拉葫蘆和鐵鏈對樁腿施加向下的拉力;方案二是利用升降系統自帶的齒輪箱上電機側的齒輪位置調節塞,使用風鉆輸入高轉速、低扭矩的力,經過齒輪箱內部的行星齒輪輸出低轉速、高扭矩的力,克服系統受到的摩擦力。2 種升降裝置安裝方案的工作量和風險對比見表2。

表2 2 種升降裝置安裝方案的工作量和風險對比
4 結 語
本文基于單代號網絡圖對升降裝置的制造和安裝過程進行了分析,提出了優化方案,并對優化方案的風險點進行了分析,制訂了合理的規避風險的方案,主要得到以下結論:
1)通過將升降裝置安裝時間提前(在393 分段機加工之后,總組之前,在內場安裝),可使整個平臺升降裝置制造周期縮短40 d,占用塢期縮短40 d;
2)通過將升降裝置安裝由在塢內高空側向插入安裝改為在內場臥式垂直落入安裝,使得安裝難度大大降低。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
現代企業(2015年2期)2015-02-28 18:45:09