一種預灌封插針自動化系統的研制
2023-07-08 06:35:24周大威耿傳熙張加杰阮蒙宇
科技與創新 2023年12期
羅 堅,周大威,耿傳熙,張加杰,阮蒙宇
(邁得醫療工業設備股份有限公司,浙江 臺州 317600)
預灌封注射器廣泛應用于生物制品、生化類產品、抗血栓藥、美容產品等產品的包裝。因其體積小,便于攜帶,能夠可靠地提供精確的藥物劑量且污染風險低等優點,近年來預灌封注射器在醫藥市場的需求急劇增長[1]。預灌封注射器一般為組合件,主要由管套、活塞、推桿、錐頭和護帽組成,帶注射針的為針頭嵌入式,由針管、針頭護帽、活塞和推桿組成。
目前針頭嵌入式預灌封注射器在裝配過程中存在以下問題:針和針筒是靠膠水黏結的,一般上針機構都是針自由落體通過合模板然后掉入針筒內。但是該設計要求針筒內是有托針的結構,一般有2 種設計。
一種是針筒物料本身就設計成托針形式,如圖1所示。但是物料的批量制造成型存在尺寸誤差,針筒是玻璃加熱時中間插入鎢絲來開內孔的,針筒內徑為Φ0.6 mm,下方托針口為Φ0.4 mm,要求鎢絲最小直徑要小于0.4 mm,小直徑的鎢絲很容易損壞,需要經常更換,耽誤生產時間,批量制造成本增加,因此預灌封一般都為通孔。第二種為載具上有臺階頂著針筒與針,但是載具結構伸入針筒內部會造成污染,存在風險。
1 設備的結構及工作原理
1.1 預灌封插針工藝要求
預灌封插針機是靠載具上的夾爪一起抓著針和針筒,后續進行點膠黏結。插針要求如下:針進入針筒的深度為7 mm,針與針筒最終垂直度不得超過2°;內孔上方有倒角,針筒內孔為Φ0.6 mm,實際以Φ0.6 mm限位針的深度只有5 mm,針的直徑為0.5 mm。由此可見針只要插入針筒內,即可達到垂直度要求。因針筒入口有較大倒角,所以插針的精度不局限在(0.6-0.5)/2=±0.05 mm。實驗驗證,針有韌性能夠稍稍彎曲,且插針夾爪會換手給保持針的夾爪,針的彎曲會恢復,實驗得出針在偏離針筒中心0.35 mm 后無法進入針筒內部。所以要想插針成功,插針時針與針筒中心的位置不得偏離0.35 mm。
1.2 預灌封插針機結構設計
為完成最后的插針動作,要保證針筒的夾爪及插針的夾爪重復精度要高。根據工藝要求設計了一款超高精度的手指夾,結構如圖2 所示。夾持重復精度達到±0.01 mm,同時用于保持針筒、保持針、插針用。夾持部分的結構設計采用夾爪方式夾緊及保持物料垂直度,夾爪無氣管電線連接,采用彈簧力機械開夾的方式,在實現物料夾緊的同時不影響物料進行環形移栽。
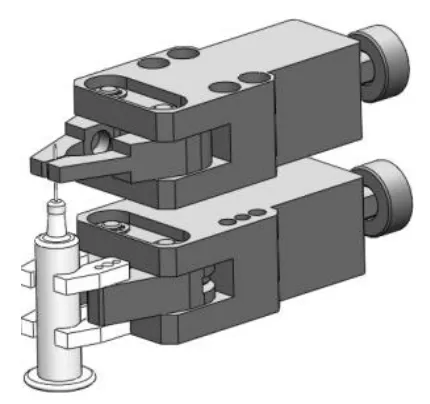
圖2 物料夾持方式
夾爪分為夾頭、開閉關節、彈簧及拉桿幾個部分,開閉結構采用凸輪結構[2],開閉關節結構如圖3 所示。
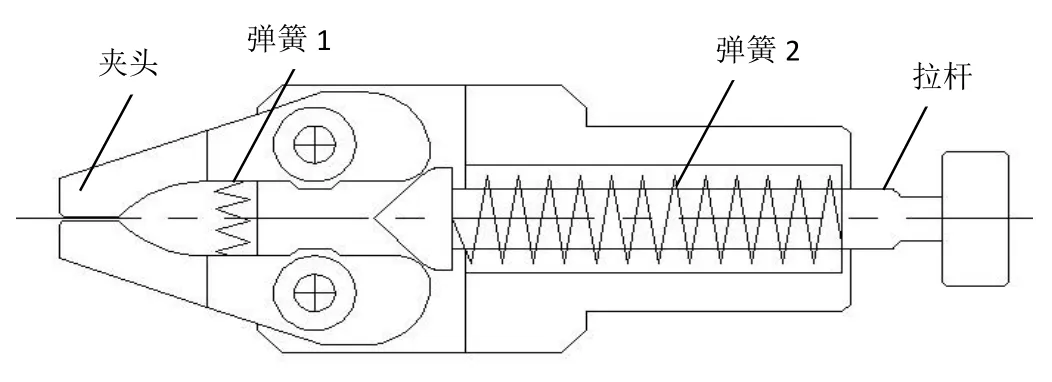
圖3 開閉關節結構示意圖
往右拉動拉桿,夾頭在彈簧1 的作用下打開,松開拉桿,在彈簧2 的作用下拉桿回縮,夾頭夾緊。夾頭分為3 種形式,即針筒夾頭、針管夾頭和插針夾頭。針管夾頭采用平面夾的方式,因插針夾爪已定位好針管位置,該夾爪只需扶持針管,采用平面夾減少了傷針風險,降低了加工難度,與開閉關節零件做成一體,簡化了零件結構;針管夾頭采用V 口夾,定位針管位置,因兩邊V 口夾為支點開閉形式,所以針筒外徑誤差會影響針筒的定位位置,已知針筒外徑誤差為直徑(10.85±0.10)mm,按物料最大尺寸和最小尺寸分別進行夾持位置狀態模擬,得出物料位置偏差為±0.016 mm。
1.3 預灌封插針動作分析
將針在放針板上鋪上一層,然后靠頂針片從下方將針頂起,頂針片上的凹槽只能容許有1 根針存在,這樣就把針從一層針內單獨分出。頂針片向上運動,將針頂到上方的吸針塊上,頂針片下方有彈簧浮動結構,可以確保針接觸到吸針塊,提高吸針合格率,如圖4 所示。
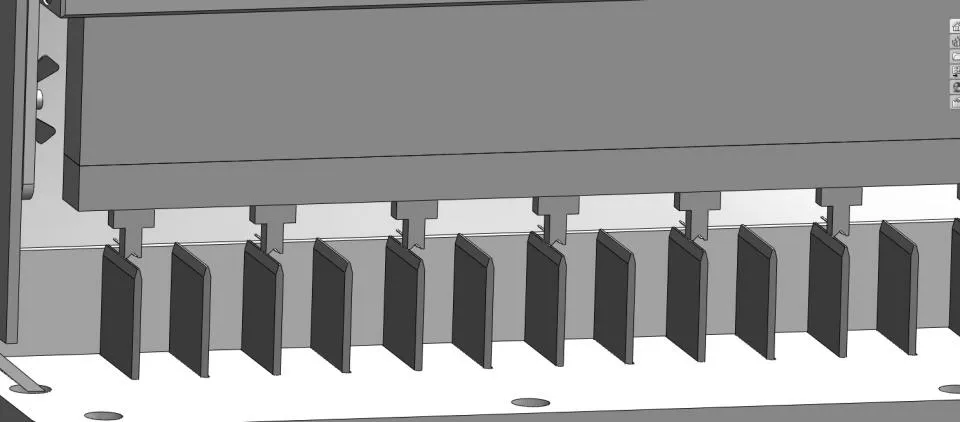
圖4 吸針結構
針被吸在吸針塊上后,頂針片下降脫離開,吸針塊通過旋轉機構旋轉85°將針變為垂直于針筒,然后插針夾爪將針夾住,旋轉吸針機構旋轉回原位,如圖5所示。
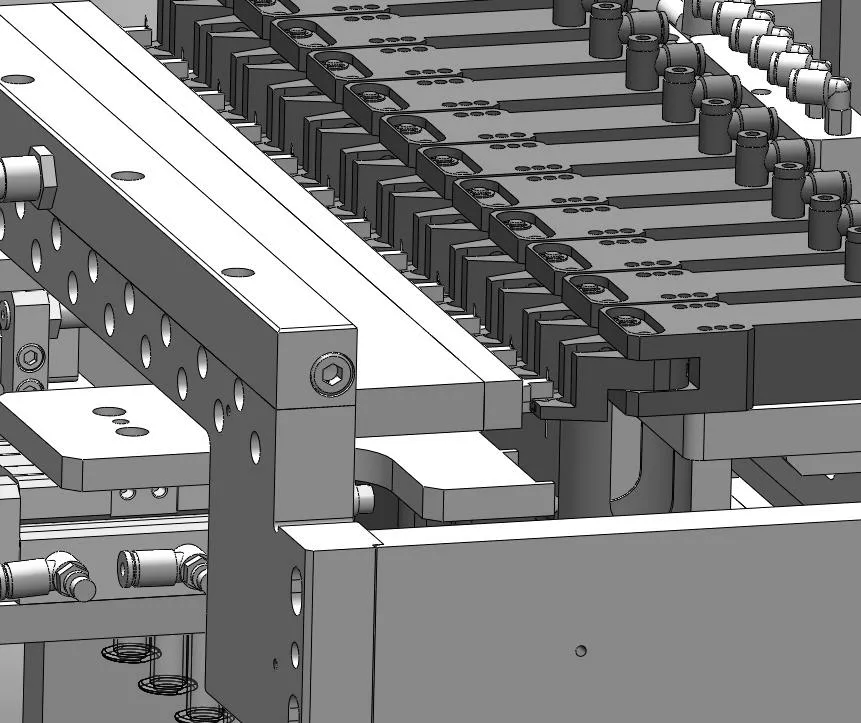
圖5 旋轉吸針機構
插針夾爪下方有個定尾端的平面伸出,插針夾爪下降讓針尾端直接接觸平面直到所有針的尾端都保持在1 個平面上。插針夾爪上升,定尾端的平面縮回。載具上的針管夾頭打開,插針夾頭將針插入針筒,針管夾頭關閉將針保持住,插針夾頭打開上升,整個插針動作完成,如圖6 所示。
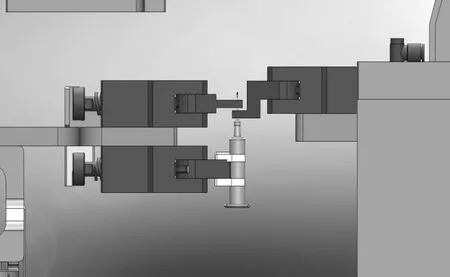
圖6 插針動作示意圖
2 插針機控制系統設計
2.1 控制系統整體設計
整套控制系統的任務是采用直線電機運動控制算法對注射筒體進行有序搬運[3],將產品運輸到各個組裝檢測工位,進行有序組裝,對產品進行檢查,根據檢查數據將產品進行有序區分。通過觸摸屏對程序進行監控,實施傳輸生產運行狀態、生產數據、產品信息等內容,并進行型號切換等人機操作。整機控制流程如圖7 所示。
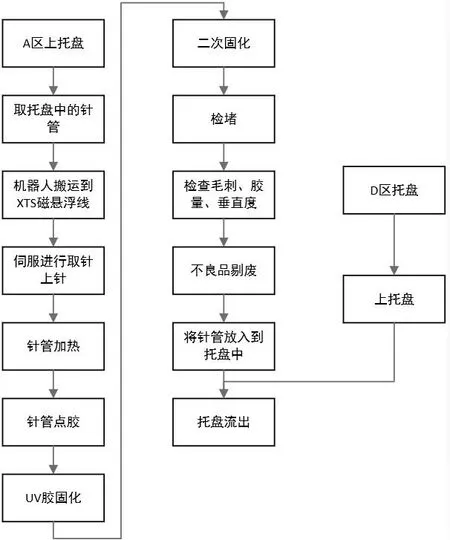
圖7 整機控制流程圖
2.2 PLC 控制系統
本設備整體以PLC 為控制核心,IPC(Industrial Personal Computer)作為上位機數據采集系統,完成直線電機運動控制、伺服氣缸搬運、機器人自動抓取等功能,控制系統硬件布局如圖8 所示。核心的功能在于直線電機的多軸伺服運動定位控制[4],實現任意位置停止,任意中心距調節生產,大大提高了載具的運行速度和生產效率。
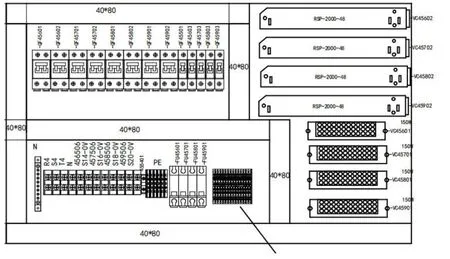
圖8 控制系統硬件布局圖
2.3 人機界面設計
本設備使用Proface 觸摸屏和NetScada 上位機數據采集系統,通過與PLC 和機器人進行組態,能夠實現設備的運行監控及操作[5]。根據設計的實時性原則,觸摸屏以自動運行畫面為主畫面,配有配方選擇畫面、模式功能選擇畫面、參數設定畫面、手動操作畫面和報警畫面等模塊組成。人機界面主畫面如圖9 所示。
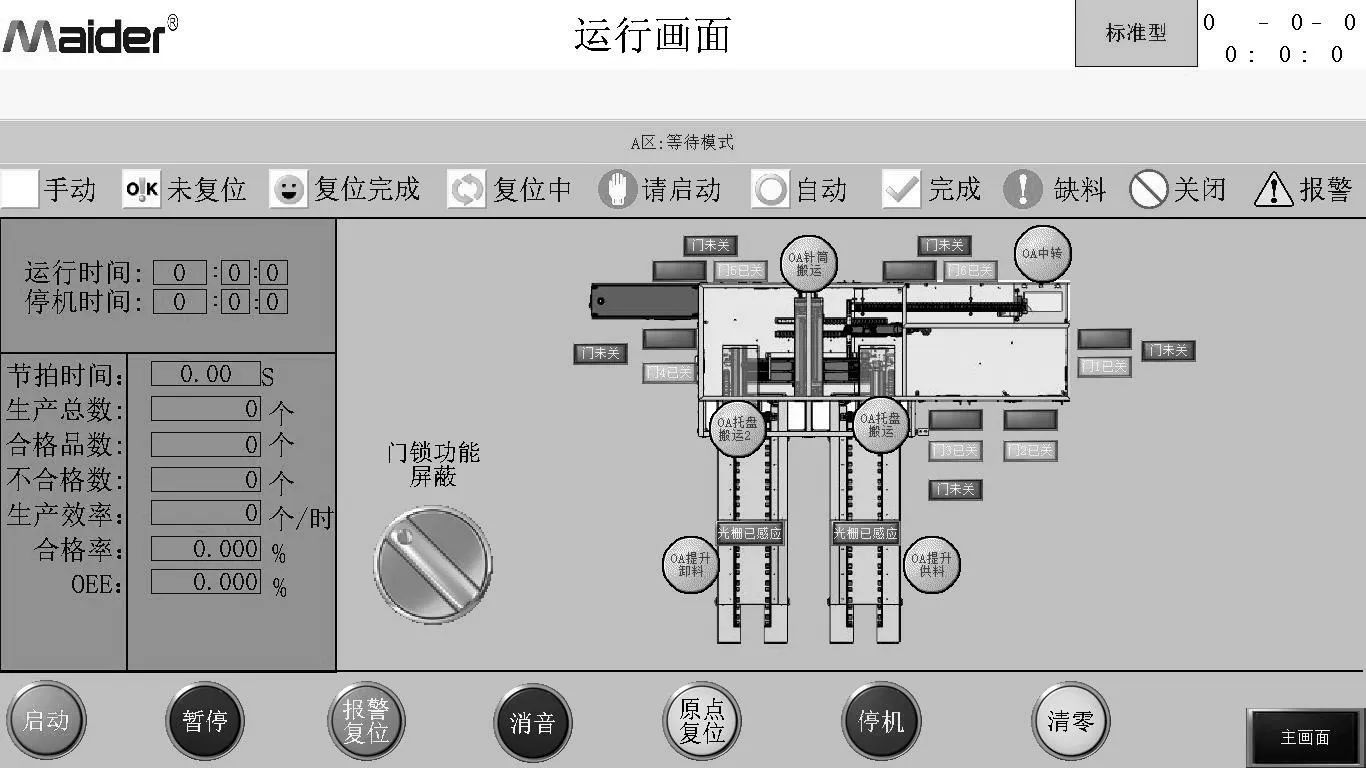
圖9 人機界面主畫面
3 結論
本設備通過插針夾爪和吸針結構設計,結合預灌封針頭裝配工藝,實現了全自動裝備機構方案的設計,同時,通過采用高速磁懸浮直線電機和伺服力矩控制實現了高速高質量預灌封針頭的裝配生產,為醫用針頭裝配工藝提供了很好的實驗和中試的驗證基礎。