繭絲自動(dòng)集聚裝置工藝及對(duì)生絲性能影響研究
2023-07-04 04:50:52姜可欣張文靜江文斌呂汪洋楊小龍陳文興
絲綢 2023年3期
姜可欣 張文靜 江文斌 呂汪洋 楊小龍 陳文興
摘要: 為提高生絲質(zhì)量,解決人工捻鞘帶來(lái)的絲鞘長(zhǎng)短不一等生產(chǎn)問(wèn)題,在繅絲機(jī)上設(shè)計(jì)安裝了繭絲自動(dòng)集聚裝置,文章通過(guò)設(shè)計(jì)正交試驗(yàn)方案,研究繭絲自動(dòng)集聚裝置中不同的導(dǎo)絲環(huán)中心距及導(dǎo)絲環(huán)轉(zhuǎn)速對(duì)各種生絲性能的影響,確定裝置的最佳工藝參數(shù)。結(jié)果表明,采用優(yōu)化工藝后的繭絲自動(dòng)集聚裝置繅得的生絲在斷裂伸長(zhǎng)率、絲片落絲回潮率方面與常規(guī)絲鞘繅制的生絲沒(méi)有明顯的差別,但在生絲的表面形貌、縱向形態(tài)、斷裂強(qiáng)度、抱合性能等物理性能指標(biāo)上有明顯改善。該集聚裝置可為替代人工捻鞘的研究提供參考。
關(guān)鍵詞: 繭絲集聚;生絲性能;絲鞘;正交試驗(yàn);表面形貌;繅絲
中圖分類號(hào): TS143.2
文獻(xiàn)標(biāo)志碼: A
文章編號(hào): 1001-7003(2023)03-0016-07
引用頁(yè)碼:
031103
DOI: 10.3969/j.issn.1001-7003.2023.03.003(篇序)
蠶絲是世界上較細(xì)的天然纖維之一,憑借其良好的性能,有“纖維皇后”之美譽(yù)[1]。將蠶繭繅成細(xì)絲需要經(jīng)過(guò)混繭、剝繭、選繭、繅絲及復(fù)搖整理等多道工序,其中繅絲是非常重要的一環(huán)。繅絲是根據(jù)生絲規(guī)格要求,將若干根繭絲從繭層中依次離解、抱合成生絲的加工過(guò)程[2]。而絲鞘是繅絲中不可缺少的環(huán)節(jié),通過(guò)絲鞘時(shí),絲條高速回轉(zhuǎn)、相互擠壓摩擦,能夠發(fā)散水分、增強(qiáng)繭絲之間的抱合并除掉一部分較小的糙颣[3]。但是絲鞘的形成需要人工來(lái)完成,由于繅絲工捻鞘時(shí)的力度不是固定的,會(huì)導(dǎo)致絲鞘長(zhǎng)度有差異,生絲受到不同的擠壓摩擦?xí)r間,從而影響生絲性能與質(zhì)量,另外繅絲工的熟練程度也不一樣,因此生產(chǎn)效率難以提高[4]。
很多學(xué)者對(duì)絲鞘進(jìn)行研究,發(fā)現(xiàn)絲鞘對(duì)生絲的性能有影響。黃繼偉等[5]通過(guò)改變絲鞘的長(zhǎng)度,發(fā)現(xiàn)絲鞘長(zhǎng)度增加,生絲的抱合力得到改善,但繅絲時(shí)故障發(fā)生率增多。蔣小葵等[6]研究發(fā)現(xiàn),當(dāng)繅絲速度過(guò)慢時(shí)絲鞘長(zhǎng)度過(guò)短,會(huì)使生絲的抱合質(zhì)量較差。周盛波等[7]通過(guò)試驗(yàn)對(duì)比不同絲鞘長(zhǎng)度(25、70、110 mm)繅絲時(shí)絲條截面的圓整度水平發(fā)現(xiàn),絲鞘作用越強(qiáng)時(shí),絲條的圓整度越好。另外,若繭絲絲膠膨潤(rùn)度較差,絲鞘作用對(duì)生絲抱合質(zhì)量有更顯著的影響[8]。隨著技術(shù)發(fā)展,在替代絲鞘的裝置設(shè)計(jì)上有越來(lái)越多的探索性研究,以提高勞動(dòng)生產(chǎn)率,如張彩珍等[9]研制了往復(fù)式絲條假捻裝置,通過(guò)試驗(yàn)對(duì)比,發(fā)現(xiàn)采用假捻裝置繅制的生絲性能與傳統(tǒng)方式繅制的生絲性能基本相同,抱合質(zhì)量明顯提高,可實(shí)現(xiàn)無(wú)鞘繅絲。張孟麗等[10]設(shè)計(jì)了一種假捻機(jī)構(gòu),該機(jī)構(gòu)是利用上下移絲導(dǎo)絲輪,使其進(jìn)行往復(fù)運(yùn)動(dòng),當(dāng)絲條經(jīng)過(guò)導(dǎo)絲輪時(shí)發(fā)生扭轉(zhuǎn),從而實(shí)現(xiàn)假捻。將該裝置與傳統(tǒng)繅絲方式繅制的生絲進(jìn)行對(duì)比,發(fā)現(xiàn)利用這種假捻裝置繅絲并不會(huì)對(duì)生絲性能產(chǎn)生明顯影響,其中,兩種方式繅制的生絲在抱合性能和生絲表面形態(tài)方面差異不大。在斷裂強(qiáng)度方面,采用假捻裝置繅制的生絲優(yōu)于傳統(tǒng)方式繅制的生絲,但是該裝置并未對(duì)導(dǎo)絲輪間距、導(dǎo)絲輪表面材料等參數(shù)進(jìn)行深入研究。
為了加快研發(fā)繅絲生產(chǎn)新技術(shù),提高生絲質(zhì)量,解決人工捻鞘存在的生產(chǎn)效率低、統(tǒng)一性差等問(wèn)題,本文提出了一種繭絲自動(dòng)集聚裝置。通過(guò)試驗(yàn)對(duì)比研究,確定裝置的最優(yōu)水平工藝參數(shù),并對(duì)采用該裝置繅制的生絲的各項(xiàng)性能與傳統(tǒng)方式繅制的生絲進(jìn)行對(duì)比與分析,為可替代絲鞘的相關(guān)研究提供參考。
1 材料與方法
1.1 材料和儀器
材料:人工飼料喂養(yǎng)的干繭。
儀器:SR-1000繭質(zhì)智能測(cè)試機(jī)(四川省絲綢工業(yè)研究所),CP214電子天平(奧豪斯儀器有限公司),XGQ-2000型電熱鼓風(fēng)(深圳市華策科技有限公司),MoticBA 200生物顯微鏡(麥克奧迪實(shí)業(yè)集團(tuán)有限公司),XL-2紗線強(qiáng)伸力儀(常州紡織儀器廠),Y731D抱合力機(jī)(常州華紡紡織儀器有限公司),JSM-5610LV型掃描電子顯微鏡(日本電子株式會(huì)社)。
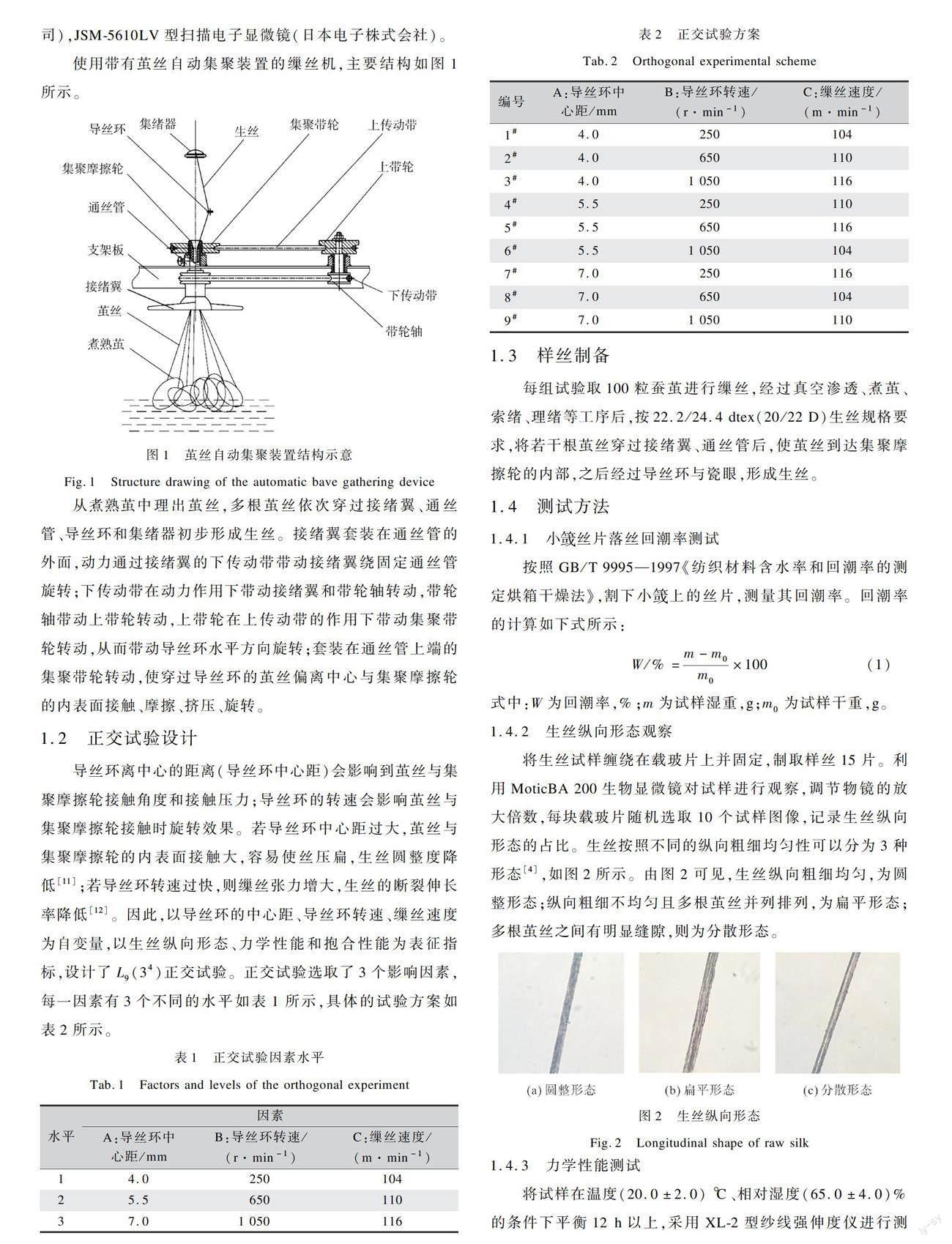
使用帶有繭絲自動(dòng)集聚裝置的繅絲機(jī),主要結(jié)構(gòu)如圖1所示。
從煮熟繭中理出繭絲,多根繭絲依次穿過(guò)接緒翼、通絲管、導(dǎo)絲環(huán)和集緒器初步形成生絲。接緒翼套裝在通絲管的外面,動(dòng)力通過(guò)接緒翼的下傳動(dòng)帶帶動(dòng)接緒翼繞固定通絲管旋轉(zhuǎn);下傳動(dòng)帶在動(dòng)力作用下帶動(dòng)接緒翼和帶輪軸轉(zhuǎn)動(dòng),帶輪軸帶動(dòng)上帶輪轉(zhuǎn)動(dòng),上帶輪在上傳動(dòng)帶的作用下帶動(dòng)集聚帶輪轉(zhuǎn)動(dòng),從而帶動(dòng)導(dǎo)絲環(huán)水平方向旋轉(zhuǎn);套裝在通絲管上端的集聚帶輪轉(zhuǎn)動(dòng),使穿過(guò)導(dǎo)絲環(huán)的繭絲偏離中心與集聚摩擦輪的內(nèi)表面接觸、摩擦、擠壓、旋轉(zhuǎn)。
1.2 正交試驗(yàn)設(shè)計(jì)
導(dǎo)絲環(huán)離中心的距離(導(dǎo)絲環(huán)中心距)會(huì)影響到繭絲與集聚摩擦輪接觸角度和接觸壓力;導(dǎo)絲環(huán)的轉(zhuǎn)速會(huì)影響繭絲與集聚摩擦輪接觸時(shí)旋轉(zhuǎn)效果。若導(dǎo)絲環(huán)中心距過(guò)大,繭絲與集聚摩擦輪的內(nèi)表面接觸大,容易使絲壓扁,生絲圓整度降低[11];若導(dǎo)絲環(huán)轉(zhuǎn)速過(guò)快,則繅絲張力增大,生絲的斷裂伸長(zhǎng)率降低[12]。因此,以導(dǎo)絲環(huán)的中心距、導(dǎo)絲環(huán)轉(zhuǎn)速、繅絲速度為自變量,以生絲縱向形態(tài)、力學(xué)性能和抱合性能為表征指標(biāo),設(shè)計(jì)了L9(34)正交試驗(yàn)。正交試驗(yàn)選取了3個(gè)影響因素,每一因素有3個(gè)不同的水平如表1所示,具體的試驗(yàn)方案如表2所示。
1.3 樣絲制備
每組試驗(yàn)取100粒蠶繭進(jìn)行繅絲,經(jīng)過(guò)真空滲透、煮繭、索緒、理緒等工序后,按22.2/24.4 dtex(20/22 D)生絲規(guī)格要求,將若干根繭絲穿過(guò)接緒翼、通絲管后,使繭絲到達(dá)集聚摩擦輪的內(nèi)部,之后經(jīng)過(guò)導(dǎo)絲環(huán)與瓷眼,形成生絲。
1.4 測(cè)試方法
1.4.1 小絲片落絲回潮率測(cè)試
按照GB/T 9995—1997《紡織材料含水率和回潮率的測(cè)定烘箱干燥法》,割下小上的絲片,測(cè)量其回潮率。回潮率的計(jì)算如下式所示:
W/%=m-m0m0×100(1)
式中:W為回潮率,%;m為試樣濕重,g;m0為試樣干重,g。
1.4.2 生絲縱向形態(tài)觀察
將生絲試樣纏繞在載玻片上并固定,制取樣絲15片。利用MoticBA 200生物顯微鏡對(duì)試樣進(jìn)行觀察,調(diào)節(jié)物鏡的放大倍數(shù),每塊載玻片隨機(jī)選取10個(gè)試樣圖像,記錄生絲縱向形態(tài)的占比。生絲按照不同的縱向粗細(xì)均勻性可以分為3種形態(tài)[4],如圖2所示。由圖2可見(jiàn),生絲縱向粗細(xì)均勻,為圓整形態(tài);縱向粗細(xì)不均勻且多根繭絲并列排列,為扁平形態(tài);多根繭絲之間有明顯縫隙,則為分散形態(tài)。
1.4.3 力學(xué)性能測(cè)試
將試樣在溫度(20.0±2.0) ℃、相對(duì)濕度(65.0±4.0)%的條件下平衡12 h以上,采用XL-2型紗線強(qiáng)伸度儀進(jìn)行測(cè)試。測(cè)試條件:夾距500 mm,拉伸速度500 mm/min,預(yù)加張力(0.05±0.01) cN/dtex,每一試樣測(cè)試50次取平均值[13]。
1.4.4 抱合性能測(cè)試
將試樣在溫度(20.0±2.0) ℃、濕度(65.0±4.0)%的條件下平衡12 h以上,根據(jù)GB/T 1798—2008《生絲試驗(yàn)方法》,用Y731D型抱合機(jī)進(jìn)行測(cè)試,每一試樣測(cè)試20次取平均值[14]。
1.4.5 生絲表面形態(tài)觀察
將試樣固定在樣品臺(tái)并進(jìn)行鍍金處理,使用JSM-5610LV型掃描電子顯微鏡觀察生絲的表面形態(tài)。測(cè)試條件:加速電
壓3 kV,放大倍數(shù)800。
2 結(jié)果與分析
2.1 繭絲自動(dòng)集聚裝置工藝方案研究
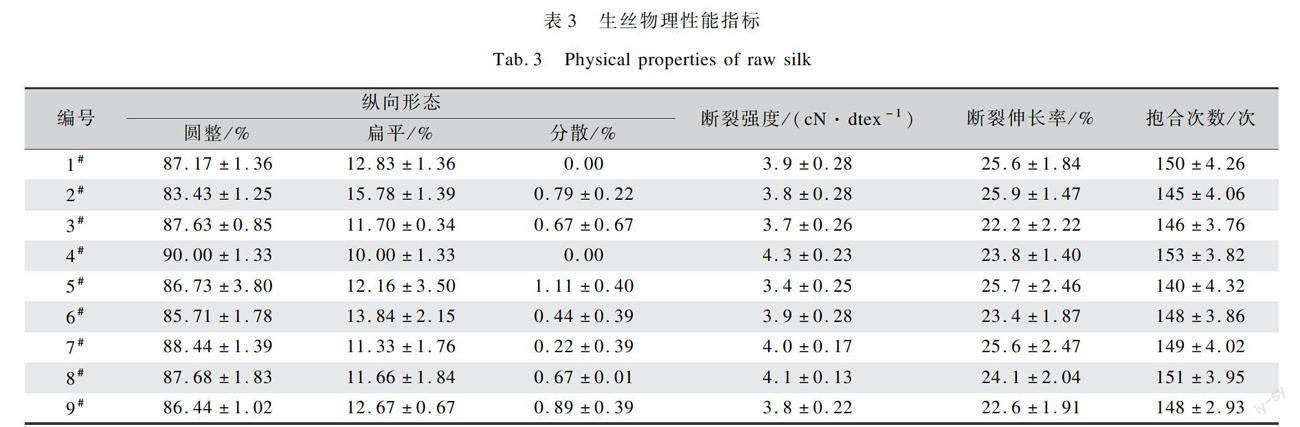
采用不同方案繅制所得生絲的各項(xiàng)性能指標(biāo)如表3所示。其中,生絲縱向形態(tài)、斷裂強(qiáng)度、斷裂伸長(zhǎng)率和抱合次數(shù)的測(cè)試結(jié)果采用“平均值±標(biāo)準(zhǔn)差(x±s)”的形式表示,并對(duì)各項(xiàng)性能指標(biāo)進(jìn)行極差分析。
2.1.1 工藝參數(shù)對(duì)生絲縱向圓整形態(tài)的影響
對(duì)不同因素水平下繅制所得生絲的縱向圓整形態(tài)的均值和極差值進(jìn)行分析,結(jié)果如表4所示。
從表4可以看出,導(dǎo)絲環(huán)轉(zhuǎn)速這一因素的差值最大,繅絲速度的極差值最小,說(shuō)明導(dǎo)絲環(huán)轉(zhuǎn)速對(duì)生絲的縱向圓整形態(tài)的影響較大,繅絲速度對(duì)生絲縱向圓整形態(tài)的影響最小。對(duì)于導(dǎo)絲環(huán)中心距(A)而言,在水平3(7.0 mm)下,生絲縱向圓整度最好。同理,導(dǎo)絲環(huán)轉(zhuǎn)速(B)的最優(yōu)水平是水平1(250 r/min),繅絲速度(C)的最優(yōu)水平是水平3(116 m/min)。綜上,對(duì)生絲縱向圓整形態(tài)而言,A3B1C3是較為合適的搭配水平。
2.1.2 工藝參數(shù)對(duì)生絲縱向扁平形態(tài)的影響
對(duì)各因素水平下繅制的生絲縱向扁平形態(tài)結(jié)果進(jìn)行分析,結(jié)果如表5所示。
從表5可以看出,導(dǎo)絲環(huán)轉(zhuǎn)速對(duì)生絲縱向扁平形態(tài)的影響最大,影響最小的是繅絲速度。即在繅絲速度為116 m/min(C3)的條件下,生絲縱向扁平形態(tài)在導(dǎo)絲環(huán)中心距為7.0 mm(A3)、導(dǎo)絲環(huán)轉(zhuǎn)速為250 r/min(B1)時(shí)最優(yōu)。綜上,對(duì)生絲縱向扁平形態(tài)而言,A3B1C3是較為合適的搭配水平。
2.1.3 工藝參數(shù)對(duì)生絲縱向分散形態(tài)的影響
對(duì)各因素水平下繅制的生絲縱向分散形態(tài)結(jié)果進(jìn)行分析,結(jié)果如表6所示。
由表6極差分析可以看到,對(duì)生絲縱向分散形態(tài)影響最大的是導(dǎo)絲環(huán)轉(zhuǎn)速,導(dǎo)絲環(huán)中心距的影響最小。另外,在繅絲速度為116 m/min(C3)的情況下,生絲縱向分散形態(tài)在導(dǎo)絲環(huán)中心距為4.0 mm(A1)、導(dǎo)絲環(huán)轉(zhuǎn)速為250 r/min(B1)時(shí)最優(yōu)。綜上,對(duì)生絲縱向分散形態(tài)而言,A1B1C3是較為合適的搭配方法。
2.1.4 工藝參數(shù)對(duì)生絲斷裂強(qiáng)度的影響
在不同因素水平條件下對(duì)生絲進(jìn)行繅制,對(duì)生絲斷裂強(qiáng)度的影響結(jié)果進(jìn)行分析,如表7所示。
從表7可以看出,因素B即導(dǎo)絲環(huán)轉(zhuǎn)速的極差值最大,因素A即導(dǎo)絲環(huán)中心距的極差值最小,說(shuō)明對(duì)生絲斷裂強(qiáng)度影響最大的是導(dǎo)絲環(huán)轉(zhuǎn)速,影響最小的是導(dǎo)絲環(huán)中心距。對(duì)于導(dǎo)絲環(huán)中心距(A)而言,生絲的斷裂強(qiáng)度在水平3(7.0 mm)時(shí)最高。同理,水平1(250 r/min)是導(dǎo)絲環(huán)轉(zhuǎn)速(B)的最優(yōu)水平,而繅絲速度(C)的最優(yōu)水平是水平1(104 m/min)和水平2(110 m/min)。因此,從生絲斷裂強(qiáng)度這一指標(biāo)來(lái)看,A3B1C1/C2是最合適的搭配水平。
2.1.5 工藝參數(shù)對(duì)生絲斷裂伸長(zhǎng)率的影響
對(duì)各因素水平下繅制的生絲斷裂伸長(zhǎng)率結(jié)果進(jìn)行分析,如表8所示。
從表8可以看出,對(duì)生絲斷裂伸長(zhǎng)率影響最大的是導(dǎo)絲環(huán)轉(zhuǎn)速,繅絲速度對(duì)該性能的影響較小。對(duì)于導(dǎo)絲環(huán)中心距(A)而言,在水平1(4.0 mm)下,生絲的平均斷裂伸長(zhǎng)率最優(yōu)。同理,水平2(650 r/min)是導(dǎo)絲環(huán)轉(zhuǎn)速(B)的最優(yōu)水平,而繅絲速度(C)的最優(yōu)水平是水平3(116 m/min)。綜上,從斷裂伸長(zhǎng)率這一指標(biāo)來(lái)看,A1B2C3是較為合適的搭配水平。
2.1.6 工藝參數(shù)對(duì)生絲抱合性能的影響
對(duì)各因素水平下繅制的生絲抱合性能結(jié)果進(jìn)行分析,如表9所示。
根據(jù)表9極差分析,影響生絲抱合性能的因素主次順序?yàn)锽、C、A。即在繅絲速度為104 m/min(C1)的條件下,在導(dǎo)絲環(huán)中心距為7.0 mm(A3)、導(dǎo)絲環(huán)轉(zhuǎn)速為250 r/min(B1)時(shí)繅制的生絲抱合性能最好。綜上,從生絲抱合性能來(lái)看,A3B1C1是比較合適的搭配水平。
對(duì)于因素A(導(dǎo)絲環(huán)中心距)而言,其對(duì)生絲縱向分散形態(tài)、斷裂強(qiáng)度和抱合性能的影響大小排在第三位,為次要因素;對(duì)縱向圓整和扁平形態(tài)、斷裂伸長(zhǎng)率的影響大小排在第二位,應(yīng)以這三種指標(biāo)來(lái)考慮,此時(shí)取A3為好。對(duì)于因素B(導(dǎo)絲環(huán)轉(zhuǎn)速)而言,其對(duì)生絲縱向圓整、扁平和分散形態(tài)、斷裂強(qiáng)度和抱合性能的影響大小排在第一位,此時(shí)取B1,而對(duì)生絲斷裂伸長(zhǎng)率的影響大小也排在第一位,此時(shí)取B2,綜合平衡考慮,因素B取B1為好。對(duì)于因素C(繅絲速度)而言,其對(duì)抱合性能和斷裂強(qiáng)度的影響大小排在第二位,此時(shí)取C1,對(duì)生絲縱向分散形態(tài)的影響也排第二位,此時(shí)取C3,對(duì)生絲縱向圓整和扁平形態(tài)、斷裂伸長(zhǎng)率而言為次要影響因素,不予考慮,綜合來(lái)說(shuō),因素C取C1為好。
綜合上述分析,繭絲自動(dòng)集聚裝置的最佳工藝參數(shù)為A3B1C1,即在繅絲速度為104 m/min的條件下,導(dǎo)絲環(huán)中心距為7.0 mm且導(dǎo)絲環(huán)轉(zhuǎn)速為250 r/min。為研究用該工藝參數(shù)繅絲時(shí),對(duì)繅出來(lái)的生絲性能影響,本文在該工藝條件下繅制的生絲與常規(guī)絲鞘繅制的生絲進(jìn)行比較,并對(duì)兩種方法所繅制的生絲的縱向形態(tài)、力學(xué)性能、抱合性能、表面形態(tài)等性能指標(biāo)進(jìn)行研究對(duì)比。
2.2 不同繅絲工藝繅制生絲的性能對(duì)比分析
2.2.1 生絲物理性能
對(duì)兩種不同工藝繅制所得生絲的縱向形態(tài)、斷裂強(qiáng)度、抱合及回潮率等物理性能指標(biāo)進(jìn)行測(cè)試,結(jié)果用“平均值±標(biāo)準(zhǔn)差(x±s)”的形式表示,如表10所示。
從表10可以看出,采用優(yōu)化后的工藝進(jìn)行繅絲,所得生絲在斷裂伸長(zhǎng)率和絲片落絲回潮率上并沒(méi)有明顯的變化。絲鞘起到發(fā)散水分的作用,影響著絲片的落絲回潮率。由于兩種不同工藝繅制的小絲片落絲回潮率無(wú)明顯區(qū)別,說(shuō)明最優(yōu)工藝可以實(shí)現(xiàn)去除水分的目的。此外,采用優(yōu)化后的工藝繅得的生絲,在生絲縱向圓整形態(tài)、抱合性能和斷裂強(qiáng)度方面,均有明顯的改善。分析認(rèn)為,這是由于優(yōu)化工藝后的繭絲自動(dòng)集聚裝置能較好地集聚繭絲,使繭絲間緊密抱合,提高絲條縱向圓整形態(tài)的比例,從而也提高了生絲的斷裂強(qiáng)度。
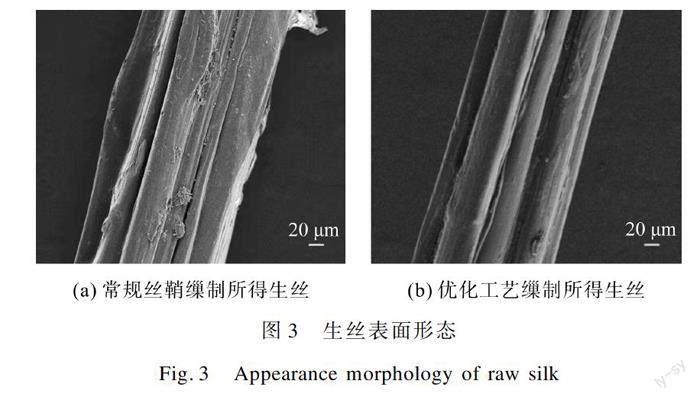
2.2.2 生絲表面形態(tài)
將兩種不同繅絲工藝繅制所得的生絲按要求擺放在樣品臺(tái),利用掃描電鏡對(duì)其表面形貌進(jìn)行觀察,如圖3所示。由圖3可以看出,采用優(yōu)化工藝后的繭絲自動(dòng)集聚裝置繅制的生絲縱向更加圓整,繭絲之間的抱合也更加緊密,這是因?yàn)樵诳壗z時(shí),繭絲在導(dǎo)向部件的作用下,能夠在集聚摩擦輪的內(nèi)表面獲得充分旋轉(zhuǎn)與摩擦,同時(shí)利用絲膠的黏附作用,使得繭絲間的抱合更強(qiáng)烈。
3 結(jié) 論
本文在繅絲機(jī)上設(shè)計(jì)安裝了繭絲自動(dòng)集聚裝置,以生絲縱向形態(tài)、斷裂強(qiáng)度、斷裂伸長(zhǎng)率、抱合性能作為評(píng)定指標(biāo),通過(guò)正交試驗(yàn)及極差分析,確定裝置的最佳工藝參數(shù),并對(duì)由常規(guī)絲鞘與優(yōu)化后的工藝繅制的生絲進(jìn)行性能對(duì)比,得到以下結(jié)論。
1) 在繅絲速度為104 m/min的條件下,導(dǎo)絲環(huán)中心距為7.0 mm及導(dǎo)絲環(huán)轉(zhuǎn)速為250 r/min時(shí),繅制的生絲各項(xiàng)性能指標(biāo)最好。
2) 采用優(yōu)化后的工藝繅制的生絲在生絲斷裂伸長(zhǎng)率、絲片落絲回潮率上與原工藝相比并沒(méi)有明顯的區(qū)別,而在生絲的表面形貌、縱向圓整形態(tài)、斷裂強(qiáng)度和抱合性能方面均有所改善,說(shuō)明該裝置對(duì)替代人工捻鞘具有一定可行性。
致謝:本研究由財(cái)政部和農(nóng)業(yè)農(nóng)村部“國(guó)家現(xiàn)代農(nóng)業(yè)產(chǎn)業(yè)技術(shù)體系基金”資助。
參考文獻(xiàn):
[1]LUO H L, FU Y Q, LI Z X, et al. Study on the performance of a new type of bobbin silk reeling machine[J]. Journal of Engineered Fibers and Fabrics, 2021, 16: 1-13.
[2]孫再俊, 江文斌, 戚文興. 小型往復(fù)式索緒機(jī)設(shè)計(jì)與分析[J]. 現(xiàn)代紡織技術(shù), 2019, 27(5): 85-89.
SUN Zaijun, JIANG Wenbin, QI Wenxing. Design and analysis of small reciprocating brushing machine[J]. Advanced Textile Technology, 2019, 27(5): 85-89.
[3]陳文興, 傅雅琴, 江文斌. 蠶絲加工工程[M]. 北京: 中國(guó)紡織出版社, 2013: 99-187.
CHEN Wenxing, FU Yaqin, JIANG Wenbin. Silk Processing Engineering[M]. Beijing: China Textile & Apparel Press, 2013: 99-187.
[4]張文靜, 呂汪洋, 陳文興, 等. 繭絲自動(dòng)集聚裝置對(duì)生絲性能的影響[J]. 蠶業(yè)科學(xué), 2022, 48(1): 62-68.
ZHANG Wenjing, L Wangyang, CHEN Wenxing, et al. Influence of the automatic bave gathering device on performance of raw silk[J]. Acta Sericologica Sinca, 2022, 48(1): 62-68.
[5]黃繼偉, 于媛媛, 封寶山, 等. 提高鮮繭繅生絲抱合成績(jī)的探討[J]. 絲綢, 2014, 51(10): 12-15.
HUANG Jiwei, YU Yuanyuan, FENG Baoshan, et al. Discussion on enhancing cohesion performance of fresh cocoon silk[J]. Journal of Silk, 2014, 51(10): 12-15.
[6]蔣小葵, 周盛波, 甘霖, 等. 生絲低抱合疵點(diǎn)的試驗(yàn)研究[J]. 絲綢, 2014, 51(10): 6-11.
JIANG Xiaokui, ZHOU Shengbo, GAN Lin, et al. Experimental study on low cohesion defect of raw silk[J]. Journal of Silk, 2014, 51(10): 6-11.
[7]周盛波, 甘霖, 劉靈, 等. 改善絲條截面結(jié)構(gòu)方法探究[J]. 四川蠶業(yè), 2014, 42(3): 25-29.
ZHOU Shengbo, GAN Lin, LIU Ling, et al. Study on improving the cross section structure of wire rod[J]. Sichuan Canye, 2014, 42(3): 25-29.
[8]周盛波, 楊平, 甘霖. 生絲低抱合探究[J]. 紡織科技進(jìn)展, 2017(10): 17-19.
ZHOU Shengbo, YANG Ping, GAN Lin. Explore on low cohesion of raw silk[J]. Progress in Textile Science & Technology, 2017(10): 17-19.
[9]張彩珍, 陳文興, 傅雅琴. 無(wú)絲鞘繅絲的假捻裝置及工藝研究[J]. 絲綢, 2013, 50(11): 24-27.
ZHANG Caizhen, CHEN Wenxing, FU Yaqin. Research on false twist device and process of reeling without croisure[J]. Journal of Silk, 2013, 50(11): 24-27.
[10]張孟麗, 邢秋明, 韓紅波, 等. 假捻機(jī)構(gòu)的技術(shù)參數(shù)對(duì)生絲性能的影響[J]. 絲綢, 2017, 54(2): 6-10.
ZHANG Mengli, XING Qiuming, HAN Hongbo, et al. The influence of technical parameters of false twist mechanism on the properties of raw silk[J]. Journal of Silk, 2017, 54(2): 6-10.
[11]徐昳荃. 自動(dòng)繅絲絡(luò)交張力的降低及其對(duì)生絲的影響[D]. 江蘇: 蘇州大學(xué), 2013.
XU Yiquan. Tension Reduction in Automatic Silk Reeling Process and its Effect on the Raw Silk[D]. Suzhou: Soochow University, 2013.
[12]鄭榮福. 繅絲張力對(duì)絲纖維結(jié)構(gòu)與力學(xué)性能的影響[J]. 絲綢, 2014, 51(4): 10-14.
ZHENG Rongfu. Effect of reeling tension on structure and mechanical property of silk fiber[J]. Journal of Silk, 2014, 51(4): 10-14.
[13]周雨, 江文斌, 汪小東, 等. 超聲波輔助蠶繭低溫索緒工藝研究[J]. 蠶業(yè)科學(xué), 2021, 47(1): 59-66.
ZHOU Yu, JIANG Wenbin, WANG Xiaodong, et al. Research on low-temperature cocoon brushing process assisted with ultrasound[J]. Acta Sericologica Sinca, 2021, 47(1): 59-66.
[14]黃思思, 吳樂(lè)元, 王瑞, 等. 小干返成筒的上油配方優(yōu)化[J]. 蠶業(yè)科學(xué), 2020, 46(6): 740-748.
HUANG Sisi, WU Leyuan, WANG Rui, et al. Optimization of oil formula for dry cone winding of silk slice[J]. Acta Sericologica Sinca, 2020, 46(6): 740-748.
Research on the process of the automatic bave gathering device and its effects on raw silk properties
JIANG Kexin1, ZHANG Wenjing1, JIANG Wenbin1,2, L Wangyang2, YANG Xiaolong1, CHEN Wenxing2
(1.College of Textile Science and Engineering (International Institute of Silk), Zhejiang Sci-Tech University, Hangzhou 310018, China;2.National Engineering Lab for Textile Fiber Materials and Processing Technology, Hangzhou 310018, China)
Abstract:
China is the first country in the world to invent silkworms, and silk has a long cultural history, not only providing us with excellent clothing, but also making an important contribution to the exchange between China and the world in various aspects. Silk is a valuable heritage rich in vitality. Raw silk is the primary product of the silk industry, and its quality is related to the stability and development of the silk industry. The cocoons need to be mixed, peeled, selected, reeled and reshuffled in order to be reeled into raw silk. Reeling is a very important part of the silk production process, and it is the process of dissociating and gathering the cocoon silk from the surface of the cooked cocoons into raw silk, mainly including the process of cocoon brushing, picking end, end attaching, uniting ends and sheath twisting. The twisting sheath is a process of forming a silk sheath by manually twisting the silk strip and its rear silk strip in a spiral twisting state. During silk reeling, the two strips of the filament rotate at a high speed under the action of the filament sheath, and the moisture on the filament is divergent. At the same time, the ends of the silk sheath are subjected to tension and the sides of the silk strip are subjected to the squeezing pressure of the silk strip itself. This squeezing pressure on the sides of the silk strip results in a tighter structure of the silk strip, which improves the distribution uniformity of sericin, increases the adhesive area, and enhances the cohesion of the silk strip. In addition, the squeezing of the silk sheaths causes the silk strips to rub against each other, reducing the number of flawed strips and improving their clarity. At present, most of the processes in the silk reeling factory have been mechanized, but the silk sheath is the only operation that needs to be completed manually in the existing automatic silk reeling machine. The proficiency of the operator affects the structural parameters of the silk sheath, which makes the uniformity of the silk sheath poor, thus affecting the silk agglomeration effect. The manual operation restricts the improvement of silk reeling labor productivity while affecting the automation degree of automatic silk reeling machines.
In response to the problems of uneven quality and low efficiency of the traditional manual sheath twisting method, we are eager to make a new breakthrough in improving the efficiency and the uniformity of the quality of the silk sheath. Therefore, the idea of an automatic bave gathering device is proposed as an alternative to manual sheath twisting. The automatic bave gathering device includes three parts: gathering friction mechanism, gathering guide mechanism and transmission mechanism, which can be directly installed on the silk reeling machine. By designing an orthogonal experimental scheme, the effects of different center distances and rotation speeds of the guide ring on the moisture recovery rate of silk sheet, surface morphology, longitudinal round shape, mechanical properties and cohesion properties of the raw silk were analyzed, and the optimum process parameters were determined. The performance of the raw silk reeled under the optimum process parameters was compared with that of the raw silk reeled under the conventional process. The results showed that when the reeling speed was 104 m/min, the center distance of the guide ring was 7.0 mm and the rotation speed of the guide ring was 250 r/min, the performance indexes of the reeled raw silk were the best. There was no significant difference in the elongation at break and moisture recovery rate of the silk sheet under the optimum process parameters compared with the conventional process, and there was an improvement in the surface morphology, the longitudinal round shape, the breaking strength and the cohesion properties of the raw silk.
The use of the automatic bave gathering device to reel raw silk can improve the performance of raw silk to achieve the purpose of replacing the manual silk sheath to gather cocoon silk and improve efficiency and to meet the requirements of raw silk production, which provides a technical reference for further automation of automatic silk reeling machines and improve production efficiency.
Key words:
bave gathering; raw silk performance; silk sheath; orthogonal experiment; surface morphology; silk reeling
收稿日期:
2022-06-20;
修回日期:
2023-01-15
基金項(xiàng)目:
作者簡(jiǎn)介:
姜可欣(1999),女,碩士研究生,研究方向?yàn)楝F(xiàn)代紡織加工技術(shù)。通信作者:江文斌,教授級(jí)高工,hfjjwb@163.com。
