錦綸6纖維用炭黑母粒的制備與性能研究
2023-07-04 09:35:29張子明
絲綢 2023年4期


摘要: 為了打破錦綸6纖維用炭黑母粒高度依賴進口,本文通過生產實驗探索,自主研究一套完整的炭黑母粒生產及紡絲一體化工藝。利用平行同向雙螺桿擠出造粒機將64%的聚酰胺6有光切片、30%的納米級炭黑粉末、6%的復合型炭黑超分散劑粉末經過熔融塑化、螺桿剪切、水冷切粒、振動篩選、真空干燥等一系列工藝技術處理,制備得到炭黑母粒。所制母粒的相對黏度、熔點、含水率、熔融指數分別為1.94、223 ℃,0.048 8%,10.6 g/10 min。為了闡明其作為原液著色劑的紡絲性能,將其以4.7%的添加比例用于黑色錦綸6民用長絲纖維,規格為高取向絲、49.95 dtex/12F的連續生產。其結果表明:紡絲組件的生產周期可達18 d,日均紡絲組件的壓升值為0.21 MPa,日均紡絲斷頭次數為4.7次,日均紡絲飄絲次數為2.6次。
關鍵詞: 炭黑母粒;雙螺桿擠出法;錦綸6;原液著色法;民用長絲纖維;生產工藝
中圖分類號: TS101.921;TQ342.11
文獻標志碼: A
文章編號: 1001-7003(2023)04-0044-07
引用頁碼:
041107
DOI: 10.3969/j.issn.1001-7003.2023.04.007(篇序)
錦綸6民用長絲纖維是服用紡織品的主要原料之一,印染是紡織產業鏈中提高錦綸6民用長絲纖維附加值的關鍵環節,能夠為紡織服裝帶來色彩感與時尚感。據統計,2021年中國錦綸6民用長絲纖維的產量已達213萬t[1]。近年來,隨著工業生產帶來的環境問題的日趨嚴重和人們對于環境質量的日益重視,社會上對污染企業加強環保監管的呼聲日益高漲,印染行業作為典型的高耗水與高排放行業已成為政府監管的重點領域[2-4]。在這樣的背景下,環保型有色錦綸6民用長絲纖維的研究被提上議程[5-6]。其中,通過添加色母粒的方式來生產原液著色錦綸6民用長絲纖維被視為最具環保效益和工業前景的技術方案之一,能有效地避免后續印染帶來的環境污染[7-8]。目前,在中國錦綸6纖維用色母粒的商品結構中,炭黑母粒占據著核心地位,但國內鮮有母粒廠家能穩定提供炭黑母粒,究其根源在于國產母粒雖具有高黑度,但炭黑粉末在載體樹脂中卻不具備卓越的分散性,導致國產母粒質量大打折扣。因此,中國炭黑母粒大幅度依賴進口,但進口的炭黑母粒普遍存在價格昂貴的問題,導致所制得的原液著色黑色錦綸6民用長絲纖維的生產成本較高,不具備優異的市場競爭力[9];此外,進口的炭黑母粒在生產過程中容易造成紡絲組件周期較短的問題,不利于紡絲連續生產,影響生產效率[10]。綜上可見,探究炭黑母粒的工業化制備方法并推動其在錦綸6民用長絲纖維中的實用化具有重要的現實意義[11]。本研究選用聚酰胺6有光切片、納米級炭黑和復合型炭黑超分散劑作為起始原料,通過平行同向雙螺桿擠出造粒機及優化工藝參數制備得到炭黑母粒,然后將其用于黑色錦綸6民用長絲纖維的原液著色,規格為高取向絲、半消光、49.95 dtex/12F,并重點研究了紡絲工藝參數,跟蹤連續生產過程中紡絲組件的使用周期、飄絲率、斷頭率和纖維的物性指標。
1 實 驗
1.1 材 料
1.1.1 母粒制備原料
聚酰胺6有光切片、半光切片、消光切片(福建永榮錦江股份有限公司),粒徑為20~25 nm納米級炭黑粉末(上海卡博特化工有限公司),Solplus DP 320復合型炭黑超分散劑粉末(路博潤特種化工(深圳)有限公司),BASF E(福州福瑞德化工有限公司),聚酰胺蠟微粉NEW-0400復合型炭黑超分散劑粉末(南京天詩新材料科技有限公司)。
1.1.2 纖維制備原料
相對黏度2.47±0.02纖維級聚酰胺6半光切片(福建永榮錦江股份有限公司),炭黑母粒(自制),6588科凱紡絲油劑(科凱精細化工(上海)有限公司),電導率≤1 μs/cm去離子水(福建永榮錦江股份有限公司)。
1.2 設備與儀器
1.2.1 母粒制備設備
SHJ-36型平行同向雙螺桿擠出造粒機水冷拉條生產線(南京杰亞擠出裝備有限公司),NX-T26C型失重稱(久保田株式會社),SCD-80U/40H-D型歐化除濕干燥送料組合(東莞信易電熱機械有限公司),FR-1020AL/S型連續封口機(深圳華盛聯強包裝機械有限公司)。
1.2.2 母粒檢測儀器
ME104E型電子天平(梅特勒—托利多儀器(上海)有限公司),QXR1000-30型箱式馬弗爐(上海黔通儀器科技有限公司),PV60 AVS600型黏度儀(上海魯玟科學儀器有限公司),DSC 200 F3型差示掃描量熱儀(德國耐馳公司),ZRZ1452型熔體流動速率試驗機(美特斯工業系統(中國)有限公司),860 KF Thermoprep型卡氏樣品加熱處理器(瑞士萬通(Metrohm)中國有限公司)。
1.2.3 纖維紡絲設備
WINGS型高速卷繞機配側吹風系統(德國巴馬格公司),Testo425精密型風速儀(德國儀器國際貿易(上海)有限公司),ABM-2-418型母粒機(廈門幫眾科技有限公司)。
1.2.4 纖維檢測儀器
YG086型縷紗測長機、YG023B型全自動單紗強力儀、YG368型全自動卷縮儀、Cac-1200L(YG60)型標準光源箱配水浴槽(常州八方力士紡織儀器有限公司),CFE400C型條干測試儀(蘇州長風儀器有限公司),MQC型油分分析儀(上海麟文儀器有限公司),HP-5型硬度儀(德國SCHMIDT公司)。
1.3 工藝流程
1.3.1 母粒制備工藝流程
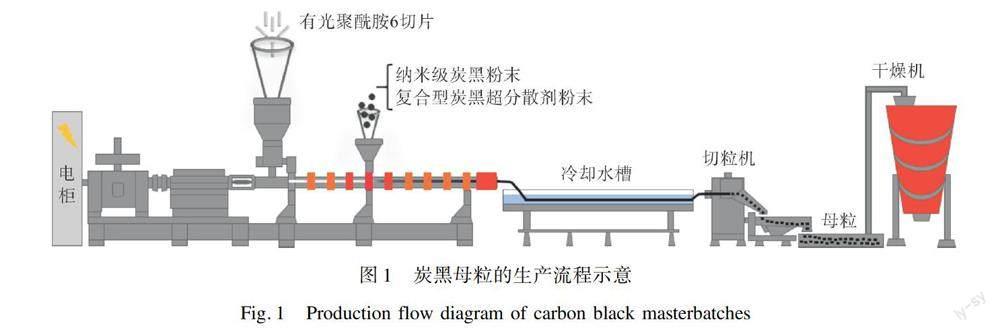
將64%的纖維級聚酰胺6切片通過失重稱加入平行同向雙螺桿擠出造粒機的主喂料位,聚酰胺6切片有有光、半光、消光三種選擇。將30%的納米級炭黑粉末、6%的復合型炭黑超分散劑粉末(復合型炭黑超分散粉末的配方為5%的Solplus DP 320型號、0.5%的BASF E型號和0.5%的聚酰胺蠟微粉)通過失重稱加入平行同向雙螺桿擠出造粒機的側喂料位。經過熔融塑化(各溫區溫度控制在第一段溫區的溫度為210 ℃;第二段溫區的溫度為220 ℃;第三段溫區的溫度為235 ℃;第四段溫區的溫度為250 ℃;第五段溫區的溫度為235 ℃;第六段溫區的溫度為215 ℃;第七、八和九溫區的溫度為210 ℃;機頭溫區的溫度為230 ℃)、螺桿剪切(螺桿剪切的主機轉速為590 r/min)、水冷切粒(切粒機的主機轉速為950 r/min)、振動篩選(雙層篩網為上層篩網直徑6 mm,下層篩網直徑3 mm)、真空干燥等一系列工藝技術處理,進而制備得到炭黑母粒,生產流程如圖1所示。
1.3.2 纖維制備工藝流程
黑色錦綸6民用長絲纖維(纖維規格為高取向絲、半消光、49.95 dtex/12F)的工藝流程:雙組分母粒添加機投料(原料為95.3%的纖維級半消光聚酰胺6切片、4.7%炭黑母粒)→儲料罐(帶攪拌槳和料位檢測功能,具備混勻切片和母粒的效果)→螺桿擠壓機(各段溫區溫度控制在第一段溫區的溫度為230 ℃;第二段溫區的溫度為240 ℃;第三段溫區的溫度為262 ℃;第四段溫區的溫度為261 ℃;第五段溫區的溫度為261 ℃;第六段溫區的溫度為260 ℃)→熔體分配管道→計量泵→紡絲組件(單腔雙噴噴絲板,規格為Φ104 mm;單腔單噴噴絲板,規格為Φ66 mm)→單體抽吸→側吹風(風速0.50 m/s)→集束點→給濕上油(油劑質量分數12.5%)→甬道→導絲棒→1導
盤(輥)→主網絡器(起吹結作用)→2導盤(輥)→卷繞導絲鉤→卷繞頭(卷繞速度4 600~4 800 m/min)→黑色錦綸6絲錠,生產流程如圖2所示。
2 結果與分析
2.1 炭黑母粒
2.1.1 炭黑母粒的物性指標
通過1.3.1所述的母粒制備工藝流程進行生產,所得到的以有光切片為基料的炭黑母粒如圖3所示,其相關的物性指標如表1所示。該工藝制備方法簡單、溫和且高效,可連續穩定制備高質量的炭黑母粒,制備得到炭黑母粒的相對黏度、熔點、含水率、熔融指數分別為1.94、223 ℃、0.048 8%、10.6 g/10 min。
2.1.2 炭黑母粒切片基料實驗
生產高質量炭黑母粒對炭黑的分散性有嚴苛的要求。在炭黑母粒生產過程中若引入如二氧化鈦等異物團聚點,極易誘導炭黑在聚酰胺基料中團聚,使其分散性大打折扣[12],影響炭黑母粒的穩定生產,進一步對紡絲使用炭黑母粒的生產情況及紡絲組件的使用周期造成不同層次的影響。因此,選取聚酰胺6有光切片(二氧化鈦含量0)、半光切片(二氧化鈦含量0.3%)及消光切片(二氧化鈦含量1.5%)三類切片基料,將它們應用于炭黑母粒生產及后續紡絲使用,對比結果如表2所示。
實驗結果表明,炭黑母粒生產使用的切片中二氧化鈦含量越高,擠出機過濾網板的使用周期明顯縮短,并且后道紡絲使用時飄絲斷頭數都大幅增加,紡絲組件周期也明顯縮短。因此,制備炭黑母粒時所用切片基料應優先選擇聚酰胺6有光切片。
2.1.3 炭黑母粒炭黑與分散劑配比實驗
為了探索炭黑母粒中炭黑與分散劑的配比對母粒質量的影響,本研究選取炭黑與分散劑的配比分別為30︰4、30︰6、30︰8的母粒進行生產,并對后續紡絲使用情況進行跟蹤,實驗結果如表3所示。當其配比為30︰4時,由于分散劑投入量過低,分散效果不理想,炭黑粉末易抱團結塊,導致紡絲組件周期縮短;當其配比為30︰8時,雖然紡絲組件周期略有改善,但由于分散劑含量增加,導致熔體黏度下降,在擠出造粒過程中易產生斷條現象。綜合考慮,優選炭黑與分散劑的配比為30︰6進行生產,可保證炭黑母粒穩定生產并確保紡絲組件周期達18 d。
2.1.4 擠出機側喂進料初始溫度實驗
為了進一步研究炭黑與分散劑在側喂進料時的初始溫度是否會對炭黑母粒質量造成影響,本研究通過改造側喂下料斗錐部實現對溫度的控制(圖4),并跟蹤在不同溫度下的生產情況及后續紡絲的使用情況,實驗結果如表4所示。
從表4可知,當側喂進料時的初始溫度較低時,炭黑與分散劑的混合物進入擠出機與高溫熔體接觸混合,會使熔體局部溫度驟降,阻礙炭黑在熔體中的分散,連續生產會出現擠出機模頭處堵料現象,生產過程伴隨擠出造粒斷條現象,進而降低紡絲組件周期;當初始溫度偏高時,由于分散劑含有石蠟類物質,分散劑易熔化析出,與炭黑分離,降低炭黑在熔體中的分布均勻性,也會造成擠出造粒斷條次數增加,紡絲組件周期縮短。通過對比實驗,選取85 ℃作為初始溫度,連續生產過程中不會出現堵料現象,且無擠出造粒斷條現象,紡絲組件周期可達18 d。
2.1.5 雙螺桿擠出機模頭溫度實驗
雙螺桿擠出機的模頭溫度對熔體牽伸成型及帶條水冷切粒過程有所影響。若模頭溫度過低,熔體擠出溫度偏低,熔體流動性變差,在牽伸成型過程中易造成斷條,帶條經過水冷后溫度更低,進切粒機時硬度較高,易對切刀刀刃造成損傷,并且易造成碎切情況,導致粉塵量增多,進而影響母粒質量。若模頭溫度過高,使熔體擠出模頭時的流動性偏大,在牽伸成型過程中易造成細條,且帶條經過水冷后溫度依舊偏高,進切粒機時帶條硬度不夠,易出現連切、絲線纏裹切刀,降低了切粒機停機保養周期。為研究實際模頭溫度對炭黑母粒的影響,本研究通過控制模頭溫度,對成型斷條情況、機臺清理周期及
紡絲組件使用周期進行跟蹤,實驗結果如表5所示。隨著模頭溫度升高,切粒機清理周期整體呈縮短趨勢,擠出造粒斷條次數變少,紡絲組件周期整體呈延長趨勢。綜合考慮,選取模頭溫度為230 ℃,切粒機清理周期為14 d,無擠出造粒斷條現象,紡絲組件周期可達18 d。
2.2 黑色錦綸6民用長絲纖維
2.2.1 黑色錦綸6纖維物性表征
圖5是炭黑母粒通過4.7%的添加比例用于黑色錦綸6民用長絲纖維(規格為高取向絲、半消光、49.95 dtex/12F)連續生產所產的紗線,其相關物性指標如表6所示。所制纖維的斷裂強度為3.38 cN/dtex、斷裂伸長率為80.96%、條干不勻率為0.62%、含油率為1.24%、沸水收縮率為7.66%、網絡數為12個/m。
2.2.2 黑色錦綸6纖維生產組件類型選擇
在高取向絲的生產過程中,優選使用單腔雙噴噴絲板組件,相較于傳統的單腔單噴噴絲板,側吹風冷卻更為均勻,絲條冷卻成形后纖度更為均勻,條干更好。與此同時,單腔雙噴噴絲板組件技術的運用使得組件紡絲位距得以縮小,節省了生產占地空間,而且在熱媒保溫和側吹風節能的共同作用下達到綜合節能30%以上。圖6為黑色錦綸6民用長絲纖維在單腔單噴噴絲板組件和單腔雙噴噴絲板組件的生產攝影照片。
2.2.3 黑色錦綸6纖維生產噴絲板板面溫度選擇
在熔融紡絲過程中,噴絲板板面溫度的選擇與紡絲紡況關聯性很大。由于紡絲箱內側吹風系統及外部環境作用下,噴絲板設定的板面溫度會大于實際溫度,因此跟蹤研究了噴絲板不同的板面設置溫度下的紡絲紡況,實驗結果如表7所示。當噴絲板的板面溫度較低時,熔體流動性偏低,擠出絲需更大的壓力,易造成紡絲組件周期縮短,并在牽伸過程中,容易造成飄絲斷頭現象;若噴絲板溫度過高,熔體流動性偏大,擠出絲壓力偏小,熔體從每個孔處流出的均勻性下降,在牽伸過程中,也容易造成飄絲斷頭現象。綜合優選,噴絲板板面設定溫度為235 ℃,紡絲組件周期最長可達18 d,日均飄絲和日均斷頭數最少,分別為2.6次與4.7次。
2.2.4 黑色錦綸6纖維生產紡絲組件起始壓力選擇
在黑色錦綸6高取向絲的生產過程中,紡絲組件起始壓力的選擇對生產紡況及紡絲組件的周期會有不同的影響,因此針對性地做了三組不同紡絲組件起始壓力的實驗,結果如表8所示。當組件起始壓力為14.5 MPa時,雖然紡絲組件周期長達21 d,但是飄絲數多達4.1次/d,斷頭數多達9.3次/d;當組件起始壓力為18.0 MPa時,日均飄絲數和日均斷頭數都得到明顯改善,但是紡絲組件周期僅9 d。綜合考慮生產成本和人工成本,紡絲組件起始壓力選擇16.2 Mpa最為合適,紡絲組件得到合理化應用,周期可達18 d,日均飄絲和日均斷頭數分別為2.6次與4.7次。
2.2.5 黑色錦綸6纖維生產組件孔徑選擇
對噴絲板孔徑的選擇,在黑色錦綸6高取向絲的生產過程中有很大的影響。因此,對比使用三種不同規格孔徑噴絲板,孔徑分別為0.28、0.26、0.24 mm,生產情況如表9所示。
熔體在噴出噴絲板孔前處于同一個熔腔內,在噴出噴絲孔后,熔體需滿足壓力降等量原則。根據圓管層流的哈根—泊肅葉方程可知[13]:
Q=πΔPd4128μh×10-24(1)
式中:Q為各孔中熔體的流量,m3/s;π為圓周率;ΔP為噴絲圓柱孔的流體阻力,MPa;d為噴絲孔直徑,μm;h為噴絲孔厚度,μm;μ為流體的動力黏度,Pa·s。
根據式(1)可推算出噴絲孔截面的熔體流速(V)為:
V=ΔPd232μh×10-12(2)
通過式(2)可得,其他參數保持不變的情況下,噴絲孔的孔徑越大,熔體流速則越快。在側吹風功率輸出不變的情況下,當孔徑尺寸選擇0.28 mm時,較高的流速會導致纖維在噴出噴絲板時出現纖維抖動現象,以及纖維冷卻不夠充分,進而影響纖維的條干不均勻,最終導致生產所得纖維出現毛絲、圈絲和紡絲組件周期嚴重縮短等生產異常狀況;若孔徑尺寸選擇0.24 mm時,因熔體流速較低會影響纖維的纖度,導致筒重偏輕現象,并伴隨著高頻的飄絲和斷頭現象。從表9的實際紡況可以看出,使用孔徑為0.26 mm的噴絲板生產情況最優。
3 結 論
本研究利用平行同向雙螺桿擠出造粒機探究出一套穩定且高效的自產炭黑母粒生產配方及工藝技術,其中,生產配方由64%的纖維級聚酰胺6有光切片、30%的納米級炭黑粉末、6%的復合型炭黑超分散劑粉末組成。將所制的炭黑母粒以4.7%的添加比例用于原液著色黑色錦綸6民用長絲纖維(規格為高取向絲、半消光、49.95 dtex/12F)的連續生產,通過使用更為節能的單腔雙噴噴絲板組件,在235 ℃噴絲板板面溫度及0.26 mm孔徑噴絲板進行紡絲生產,通過調整紡絲組件起始壓力為16.2 MPa,黑色錦綸6民用長絲纖維的紡絲組件的生產周期可達18 d,日均紡絲組件的壓升值為0.21 MPa,日均紡絲斷頭次數為4.7次,日均紡絲飄絲次數為2.6次,所制纖維的質量穩定,能充分滿足下游客戶免染需求,有效降低了染整工序給環境帶來的負擔。但目前自產炭黑母粒生產流程工藝仍有改進空間,如能否開發單一型分散劑代替復合型分散劑;在母粒生產工序階段是否能優化過濾工藝來進一步提升炭黑母粒在紡絲連續生產過程中紡絲組件的使用周期、降低飄絲率和斷頭率等。未來,本研究團隊將持續致力于錦綸6纖維用炭黑母粒的研究及其紡絲使用性能的改善,助力行業“雙碳”行動。
參考文獻:
[1]中國化纖信息網. 錦綸民用長絲年度產能及產量[EB/OL]. [2022-08-02]. https://www.ccf.com.cn/datacenter/capacity.php.
China Chemical Fiber Information Network. Annual capacity and output of nylon 6 civil filament fibers[EB/OL]. [2022-08-02]. https://www.ccf.com.cn/datacenter/capacity.php.
[2]任南琪, 周顯嬌, 郭婉茜, 等. 染料廢水處理技術研究進展[J]. 化工學報, 2013, 64(1): 84-94.
REN Nanqi, ZHOU Xianjiao, GUO Wanqian, et al. A review on treatment methods of dye wastewater[J]. CIESC Journal, 2013, 64(1): 84-94.
[3]溫沁雪, 王進, 鄭明明, 等. 印染廢水深度處理技術的研究進展及發展趨勢[J]. 化工環保, 2015, 35(4): 363-369.
WEN Qinxue, WANG Jin. ZHENG Mingming, et al. Research progresses and development trends of technologies for dyeing wastewater advanced treatment[J]. Environmental Protection of Chemical Industry, 2015, 35(4): 363-369.
[4]奚旦立, 馬春燕. 印染廢水的分類、組成及性質[J]. 印染, 2010, 36(14): 51-53.
XI Danli, MA Chunyan. Classification, composition and properties of dyeing effluents[J]. China Dyeing & Finishing, 2010, 36(14): 51-53.
[5]王夢柯, 邱志成, 于春曉. 我國原液著色聚酰胺6纖維的研究進展[J]. 合成纖維工業, 2021, 44(3): 53-57.
WANG Mengke, QIU Zhicheng, YU Chunxiao. Research progress of dope-dyed polyamide 6 fiber in China[J]. China Synthetic Fiber Industry, 2021, 44(3): 53-57.
[6]萬殊姝, 沈蘭萍, 郭晶. 可持續發展綠色纖維發展現狀與應用前景[J]. 針織工業, 2021(1): 30-33.
WANG Shushu, SHEN Lanping, GUO Jing. Development status and prospect of sustainable green fiber[J]. Knitting Industries, 2021(1): 30-33.
[7]趙曉婷, 金劍, 王利平. 聚酯纖維原液著色技術的研究現狀[J]. 合成纖維工業, 2018, 41(2): 51-55.
ZHAO Xiaoting, JIN Jian, WANG Liping. Research status in dope dyeing technology for polyester fiber[J]. China Synthetic Fiber Industry, 2018, 41(2): 51-55.
[8]萬雷, 李德利, 吳文靜, 等. 我國化纖母粒行業發展現狀及趨勢[J]. 紡織導報, 2019(1): 59-62.
WAN Lei, LI Deli, WU Wenjng, et al. Development status and trend of Chinas chemical fiber masterbatch industry[J]. China Textile Leader, 2019(1): 59-62.
[9]劉冰靈. 原液著色黑色錦綸6纖維生產工藝[J]. 絲綢, 2018, 55(2): 45-50.
LIU Bingling. Effect of production conditions on dope dyed black nylon 6 DTY[J]. Journal of Silk, 2018, 55(2): 45-50.
[10]陸育明, 劉萍, 馮忠耀, 等. 原液著色環保聚酯纖維的開發[J]. 合成纖維, 2018, 47(2): 9-11.
LU Yuming, LIU Ping, FENG Zhongyao, et al. The development of environmental spun-dyed polyester fiber[J]. Synthetic Fiber in China, 2018, 47(2): 9-11.
[11]孫振華. 聚酰胺改性技術及改性產品研究進展[J]. 紡織科學與工程學報, 2018, 35(4): 163-166.
SUN Zhenhua. Research progress of polyamide modification technology and modified products[J]. Journal of Textile Science and Engineering, 2018, 35(4): 163-166.
[12]介瑞華, 郭貴寶, 趙文廣, 等. 炭黑吸附水熱法制備納米TiO2粉體及其光催化降解甲基橙[J]. 人工晶體學報, 2013, 42(10): 2144-2149.
JIE Ruihua, GUO Guibao, ZHAO Wenguang, et al. Preparation and photocatalytic degradation for methyl orange of nano-powder TiO2 by hydrothermal method supported on activated carbon[J]. Journal of Synthetic Crystals, 2013, 42(10): 2144-2149.
[13]王妮, 張建春, 來侃, 等. 噴絲孔孔徑對滌綸單絲直徑與雙折射的影響[J]. 合成纖維工業, 2004(5): 18-20.
WANG Ni, ZHANG Jianchun, LAI Kan, et al. Effect of diameter of spinneret hole on diameter and birefringence of PET filament[J]. China Synthetic Fiber Industry, 2004(5): 18-20.
Study on the preparation and properties of carbon black masterbatches for nylon 6 fibers
ZHANG Ziming
(Fujian Eversun Jinjiang Co., Ltd., Fuzhou 350212, China)
Abstract:
At present, carbon black masterbatches occupy a core position in the commodity structure of color masterbatches for nylon 6 fibers in China, but the domestic carbon black masterbatches are mainly imported. The reason is that the carbon black powder does not have excellent dispersion in carrier resin under the premise of high blackness of masterbatches, resulting in the fact that few domestic masterbatch manufacturers can stably provide carbon black masterbatches. However, imported carbon black masterbatches are expensive, which leads to the high production cost of black nylon 6 filament fibers for civil use and low market competitiveness. In addition, the imported carbon black masterbatches generally have the problem of short spinning component cycle, which is not conducive to continuous spinning production and affects the production efficiency.
In order to break the high dependence of carbon black masterbatches for nylon 6 fibers on imports, the author independently researched a complete set of carbon black masterbatch production and spinning integration process through production experiment and exploration. The carbon black masterbatches were synthesized by using the co-rotating parallel twin-screw extrusion method through the following processes: melting plasticization behavior, screw shearing, water-cooled dicing, vibration screening, vacuum drying and other procedures. The polyamide 6 bright chips (64%), nano-grade carbon black powders (30%) and composite carbon black super-dispersant powders (6%) were employed as starting materials in the synthetic strategy. In order to further improve the quality of carbon black masterbatches, experiments were carried out on different nylon 6 chips, different proportions of carbon black powders and super-dispersant powders in the masterbatches, different initial temperatures of side feed of the extruder and different die temperatures of the twin-screw extruder. According to the production process of carbon black masterbatches and the actual use of spinning conditions, the author selected the bright chips as the base material of carbon black masterbatches for the final masterbatch production process, with the ratio of carbon black powders and super-dispersant being 30︰6, the initial temperature of the side feed of the extruder being 85 ℃, and the die temperature of the twin screw extruder being 230 ℃. The relative viscosity, melting point, moisture content and melt index of the carbon black masterbatch was 1.94, 223 ℃, 0.048 8% and 10.6 g/10 min, respectively. In order to clarify the spinning performance of the carbon black masterbatch which was used as the dope dyeing colorant, the carbon black masterbatch was used in the continuous production of dope dyed black nylon 6 filament fibers for civil use (high-oriented yarn, 49.95 dtex/12F) at an added ratio of 4.7%. In order to further improve the quality of black nylon 6 filament fibers for civil use, experiments were carried out by selecting different spinning component types, different spinneret surface temperatures, different spinning component starting pressures and different component apertures. By comparing the spinning conditions and component cycle, black nylon 6 filament fibers for civil use were produced by using single-cavity double spinneret assembly, with a spinneret surface temperature of 235 ℃, spinning assembly initial pressure of 16.2 MPa and assembly aperture of 0.26 mm. The result clearly shows that the service life of the spinning component can be up to 18 days, the daily average boost pressure of the spinning component is about 0.21 MPa, the daily average broken yarn is about 4.7 times, the daily average floated yarn is about 2.6 times, the breaking strength of the fiber is 3.38 cN/dtex, the breaking elongation ratio of the fiber is 80.96%, the unevenness of the fiber is 0.62%, the oil ratio of the fiber is 1.24%, the boiling water shrinkage of the fiber is 7.66%, and the network density of the fiber is 12 dots per meter.
At present, there is still room for improvement in the production process of self-produced carbon black masterbatches, for example, whether it is possible to develop a single-type dispersant instead of a composite-type dispersant, and whether the filtration process can be optimized in the masterbatch production process to further enhance the carbon black masterbatch in the spinning process of continuous use of the spinning module cycle, and reduce the rate of the daily floated yarn and the daily average broken yarn and so on. In the future, our team will continue to devote to the research of carbon black masterbatches for nylon 6 fibers and the improvement of their spinning performance to help the industry to implement “the carbon peaking and carbon neutrality” action.
Key words:
carbon black masterbatch; twin-screw extrusion method; nylon 6 fiber; dope dyeing method; civil filament fiber; production technology
收稿日期:
2022-08-05;
修回日期:
2023-03-02
基金項目:
福建省技術創新重點攻關及產業化項目(2022G015)
作者簡介:
張子明(1990),男,博士,主要從事錦綸6纖維新材料的產業化技術的研究。