7050合金大型鍛管鍛造及綜合質量控制技術
2023-06-26 07:31:08方清萬叢鎮漁韓兆玉王雪強袁生明
鋁加工 2023年3期
方清萬,叢鎮漁,韓兆玉,王雪強,袁生明
(山東南山鋁業股份有限公司,煙臺 265700)
0 前言
某工程用7050-T74 鋁合金系列鍛造管材要求具有強度高、耐腐蝕、耐沖擊、尺寸穩定的特性,以滿足某工程在陸地、海洋環境下承受交變沖擊載荷應力條件。驗收標準為AMS 22771,檢測項目有:高倍、低倍、三項拉伸、電導率、沖擊韌性和A 級超聲波探傷等。交貨尺寸為外徑600 mm~1 200 mm,壁厚50 mm,長度3 070 mm,有多種規格。要求粗加工后交貨,公差要求:外徑+5 mm,內徑-5 mm,長度+10 mm,壁厚±1 mm。該系列鍛管交貨單重為700 kg~1 800 kg,采用自由鍛造工藝,鍛造毛坯余量主要考慮因素有鍛造精度和表面缺陷、鍛造不圓度、熱處理橢圓變形和彎曲變形等,另外長度方向還要加放供需雙方取樣用延長段,經過計算所需投入鍛造的鑄錠單重為1 800 kg~3 500 kg。對如此重型的7050硬合金鑄錠和如此大型的鍛管,如何控制其制造過程的冶金質量,達到成型成性的目的,是一項挑戰性的課題。
1 鑄錠的選擇和質量要求
1.1 鑄錠形狀選擇
單從鍛造的角度考慮,只要高徑比(或者高厚比)合適,壓機的變形操作空間足夠,選擇圓錠或者扁錠都是可行的。但還要考慮上游鑄造的可行性和鍛造的經濟型。如果選擇圓錠,鑄造工藝比較成熟的最大鑄錠直徑為600 mm,扒皮后為585 mm,下料長度在2 360 mm~4 600 mm 之間,高徑比達4.0~7.8,不適合鐓粗(適合的高徑比不超3.0)[1],且鐓粗的開始高度有的超過壓機有效凈空高度,不宜選用。鐓粗開始高度在壓機有效凈空內的,盡管可以用專用的組合約束鐓粗模具進行鐓粗,但因操作復雜、火次多,不經濟。如果選擇扁錠,鑄造工藝比較成熟的規格為440 mm×1 500 mm,下料長度在1 000 mm~1 970 mm 之間,該尺寸同時滿足鐓粗高厚比和壓機有效凈空要求,可以選用。該扁錠斷面的圓錠當量直徑接近910 mm,該扁錠與同當量直徑的圓錠相比,鑄造工藝穩定,鑄造開裂的幾率低,偏析少,成材率高,因此,扁錠的經濟性更好和適用性更廣,可用于重型鍛件生產,推薦使用。
1.2 鑄錠的質量要求
為了滿足鍛件的組織性能和超聲波A級探傷要求,針對性提出鑄錠的質量要求是必不可少的。
1.2.1 化學成分
本項目要求的化學成分見表1。
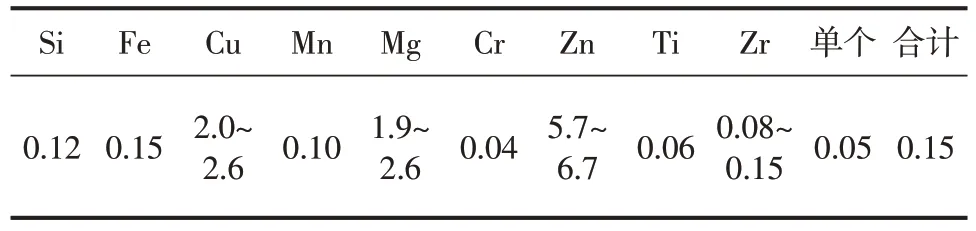
表1 7050化學成分(質量分數/%)
實際上將Fe、Si、Mn 含量控制在較低的水平,Cu、Mg 含量控制在中下限,能提高合金的韌性和鍛造塑性。控制一定的Ti 含量和較高的Zr 含量,是為了強化晶粒細化效果。
1.2.2 鑄錠低倍
要求鑄錠的頭、尾在鋸除規定長度后,分別切取低倍試片,車光、蝕洗后進行檢查,不得有裂紋、氣孔、夾雜、光亮晶粒、粗大金屬化合物、偏析等缺陷,晶粒度1~2 級,氧化膜和疏松均按1 級控制。低倍檢測后,在低倍試樣的中心位置再切取50 mm×50 mm×150 mm的氧化膜試樣毛坯,取樣示意圖如圖1所示。

圖1 扁錠氧化膜試樣毛坯切取位置和大小
氧化膜試樣需鍛造加熱后將尺寸150 mm 鐓粗成(30±2)mm,冷卻后加工成帶V 型坡口斷口試樣,V 型斷口試樣如圖2 所示。打開斷口檢查氧化膜[2]。為了減少斷口的塑性變形區,更加清晰觀察,推薦在打開斷口前將V 型斷口試樣先進行T6處理。

圖2 氧化膜試樣毛坯壓扁后的制作V型斷口試樣
1.2.3 鑄錠高倍
均火后檢查,不得過燒。
1.2.4 氫含量
在線液態測氫,按不大于0.12 ml/100 g·Al 控制。
1.2.5 鑄造工藝控制
除了按上述鑄錠質量驗收標準進行控制外,還要對鑄造工藝過程包括熔煉、精煉、在線除氣、過濾、鑄造、均火、扒皮各個工序的參數進行控制,編制PCD 文件,嚴格現場審核,這樣才能穩定地生產出合格的鑄錠。推薦的一級廢料使用比例不超過25%,晶粒細化劑Al-5Ti-1B 絲的送進速度按165 cm/min[3]。
2 鍛造工藝制定和質量控制
2.1 鍛造工藝方案
由于鍛管外徑從600 mm 到1 200 mm,規格有多種,尺寸跨度大,而現有自由鍛造工裝(主要是反擠壓沖頭和反擠壓筒、芯棒、馬杠)有限,制定工藝方案既要考慮設備能力,還要考慮減少工裝投入,減少鍛造火次,縮短流程。為此制定了幾種不同的變形方案:
第一種:外徑600 mm~770 mm 范圍的,采用鍛造開坯+反擠壓+芯軸拔長;
第二種:外徑800 mm~900 mm 范圍的,采用鍛造開坯+反擠壓+擴孔+芯軸拔長;
第三種:外徑950 mm~1 200 mm范圍的,采用鍛造開坯+反擠壓+擴孔+芯軸拔長+擴孔。
2.2 鍛造開坯
無論采用上述哪種方案,都必須將扁錠鍛成與后續反擠壓時所采用反擠壓筒內孔直徑相適應的圓柱形坯料,而且需達到一定鍛比,以初步打碎鑄造組織[4]。這一階段的鍛比控制在4~6 即可。可以從扁錠的最長方向直接鐓粗,為了減少倒角的工作量,鐓粗前扁錠的尖棱可以不用倒角,但首次鐓粗后換向拔長,需要收成八棱柱才方便繼續鐓粗。如果保持正四棱柱鐓粗,會因為棱邊尖銳而在棱角處開裂。從正方形截面到八邊形截面,面積比控制在1.05~1.10,八棱柱的高徑比控制在2.0~2.5,八棱柱的鐓粗比控制在1.8~2.2 為宜。鐓粗速度控制在5 mm/s~8 mm/s,拔長壓下量控制在不超過70 mm的條件下拔長送進量控制在100 mm~300 mm 為宜。鍛造加熱溫度設定為(440±10)℃,終鍛溫度控制在350 ℃以上。這樣的參數能夠充分地保證在不產生裂紋的前提下達到開坯的目的[5]。但這不是絕對的,如果鍛造平砧邊沿圓角太小或變形嚴重、工作面粗糙,同樣有產生裂紋的可能。
2.3 反擠壓
反擠壓的目的是為了得到空心管坯,為后續芯軸拔長或者擴孔準備坯料。由于該管坯是厚壁管,一般不會產生大的彎曲,壁厚差也能控制在允許的范圍內,控制表面和口部平整性是關注重點。通常出現的表面問題是外表面過于粗糙甚至拉毛,夾鉗夾印過深;內表面出現魚鱗紋。這主要是因模具光潔度不夠和潤滑不良產生的,其次是擠壓速度過快所致。這些缺陷都應徹底打磨清除干凈。推薦的擠壓速度為6 mm/s~10 mm/s。為了獲得平整的管坯口部,首先應控制圓柱坯料與擠壓筒的對中性,其次是控制潤滑的均勻性。如果對中性差會導致壁厚差大,從而引起流速差導致口部傾斜,高低落差有時可達約100 mm,嚴重影響后續鍛造。解決對中性主要通過控制圓柱坯直徑大小和精度,與擠壓筒內孔的單邊間隙控制在±5 mm為宜。管坯內孔比后續芯軸拔長所用芯軸大2 mm~20 mm為宜。管坯應盡量長,以減少后續拔長的工作量。
2.4 芯軸拔長
采用雙V 型砧比采用上平下V 的拔長效率更高,而且圓整性好,不易開裂。另外采用雙V型砧時,如果對壓下量、送進量和旋轉角度控制不當,也會出現開裂。開裂通常出現在兩端口部,因為口部冷卻快,塑性變差。采用100 mm~300 mm 送進量、不超過70 mm的壓下量,15°~45°的旋轉角是適當的。采用縱向送進拔長不宜產生裂紋;旋轉拔長因鍛造變形區域過于集中,變形溫升不能迅速傳遞,加之多邊形尖角處反復折彎,容易產生熱疲勞開裂。所謂縱向送進拔長,就是每個拔長道次在整個長度方向送進完畢后再旋轉一定角度,如此循環。當然,在芯軸拔長的精整階段,由于壓下量小,可以進行旋轉拔長操作。
2.5 擴孔
因管坯長達3 250 mm(加放了取樣段后),使用的芯棒長度長達4 500 mm~5 000 mm,平砧工作面尺寸為2 000 mm×1 200 mm,這與一般的擴孔不同,因為平砧長度不能覆蓋管坯全長,必須分段擴孔。分段擴孔與整體擴孔相比能夠減少對芯棒的壓力,從而減少芯棒的彎曲疲勞變形,提高芯棒的壽命。但是,如果分兩段擴孔會產生軸向收縮。實踐證明,外徑1 200 mm的管坯,壁厚從120 mm減薄到80 mm時,軸向收縮量約40 mm。而且容易得到一頭直徑大,另一頭直徑小的喇叭形鍛管。分為三段擴孔則尺寸容易控制,軸向長度會增長40 mm~60 mm,兩端和中間段的直徑相近,三段無論是從一端到另一端依次變形,還是先變形兩端最后變形中間,結果都相差不大。要控制每道次的壓下量和旋轉角度,壓下量過大,則軸向竄動就大。推薦的每次壓下量10 mm~20 mm,旋轉角10~15°。注意分別測量兩端內徑,只要三段外圓面母線基本平直,內圓面也基本平直。由于受芯棒彎曲撓度的影響,中間段的壁厚比兩端多3 mm~5 mm。在前道工序芯軸拔長后兩端裂紋清除干凈的條件下,擴孔一般不會產生新的裂紋。如果前道工序有裂紋殘留,擴孔會使裂紋沿軸向擴展,因此,擴孔前應將管坯的裂紋清理干凈,打磨處寬深比應大于6。
3 熱處理工藝制定和質量控制
3.1 熱處理制度
熱處理工藝首先要考慮獲得足夠的強度和韌性以及耐應力腐蝕性,還要考慮如何降低淬火產生的殘余應力,使淬火后的橢圓變形在可控范圍內。推薦的熱處理制度為:固溶(476±5)℃,空氣保溫450 min,水溫20 ℃~40 ℃;時效(121±5)℃保溫450 min+(177±5)℃保溫450 min,空冷[6]。
3.2 裝爐方式
為了減少橢圓變形,應使鍛管的內外圓周均勻受熱和冷卻,將鍛管立放式懸掛淬火是最好的選擇,但是,這樣做必須增加用于懸掛端的延長段,不經濟。由于管壁厚度足以支撐固溶溫度下鍛管自身的重量,選擇立放是合理的。如果水平放置淬火,會因為圓周的冷卻不同步而增大橢圓變形,而且不利于加熱和冷卻介質的流通,會增大圓周性能的不均勻性,因此,一般不會采用水平放置方案。
3.3 淬火前的機加工
淬火前,外圓表面必須車光,以消除鍛造產生的微裂紋、折疊、淺臺階,同時也減薄淬火時的壁厚,使壁厚更加均勻。內圓面因是芯棒成形,缺陷相對較少,淬火前可以不用粗加工。
3.4 矯圓
外徑950 mm 以上鍛管淬火后的橢圓變度實測一般在3 mm~8 mm,但如果放置歪斜,墊塊分布不均勻或者墊塊高低不平,攪拌不均,或者壁厚差過大,則會產生多達16 mm的橢圓變形。淬火產生的彎曲度很小,一般全長范圍內不超過2 mm,在受控范圍內,不用矯直。橢圓度超過5 mm 的應在淬火后數小時內進行矯圓。
4 檢測結果分析
通過上述多方面的質量控制,獲得了全部滿足產品標準的優質鋁合金大型鍛管。經解剖典型件分析,統計了鍛管上、中、下三段,每段各取縱向和橫向拉伸試樣各16 根,試樣沿圓周均布并在每一根拉伸試樣上測量三點電導率。拉伸取樣部位見圖3。統計結果見表2。
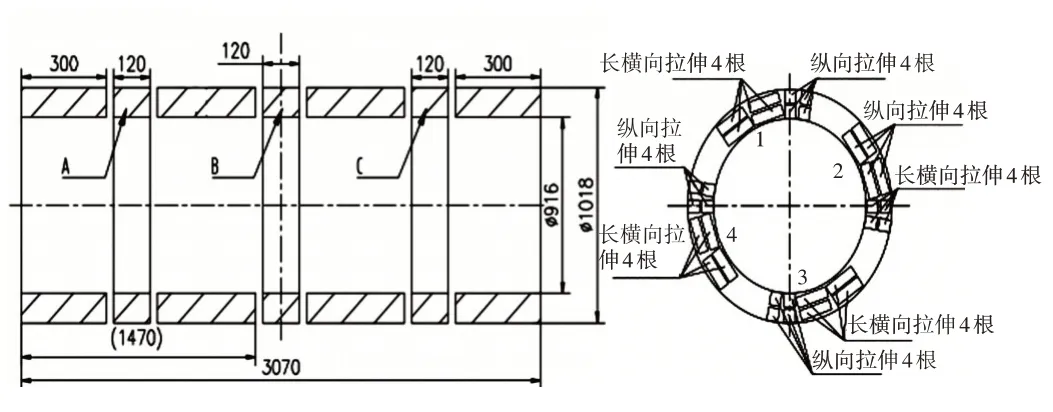
圖3 鍛管解剖取樣圖

表2 鍛管解剖件拉伸及電導率
結果表明,縱向和橫向的抗拉強度、屈服強度的CV 值都在3%以內,電導率CV 值在1.3%以內。縱向力學性能平均值與標準值相比其抗拉強度高出9.8%以上,屈服強度高出15.8%以上,延伸率高出83.4%以上,電導率高出約2 IACS%,而橫向富余量更大,說明鍛管性能均勻而且優良。鍛管典型高倍如圖4(a),組織顯示未過燒,且為完全變形組織,晶粒細小均勻。鍛管典型低倍如圖4(b),組織無粗晶、氧化膜、偏析等缺陷。超聲波探傷符合A 級要求。經過多批次鍛管統計,綜合根數合格率達99%。

圖4 鍛管組織
5 結論
(1)7050 合金大型鍛管的質量控制是一項系統工程,熔鑄、鍛造、熱處理各環節有高度關聯性和遺傳性。選用厚度較薄的扁錠比選用大直徑圓錠更能保證鑄造冶金質量并大幅降低鑄錠成型難度。要特別重視鑄錠的冶金質量和熔鑄過程的工藝參數控制。
(2)多方鍛造、反擠壓、芯軸扒長、擴孔多種變形方案的組合,不但要解決成型問題,還要為熱處理做組織準備。熱處理作為關鍵控制工序,既要保證組織性能,還要保證殘余應力引起的淬火變形和后續機加工變形可控。
(3)通過本項目開發的冶金質量控制的成套工藝技術,解決了冶金質量的關聯問題,避免了冶金缺陷的遺傳,完全能夠滿足生產高質量的大型鍛管的需要,并可推廣應用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車觀察(2016年3期)2016-02-28 13:16:26