發動機蓋內板材料利用率提升方案探討
2023-06-25 12:46:08王國峰楊瑞猛孫華生孟宇軒王禮昌
模具工業 2023年5期
關鍵詞:工藝
王國峰,楊瑞猛,孫華生,孟宇軒,繳 平,王禮昌
(浙江吉利汽車集團制造工程(ME)中心,浙江 寧波 315336)
0 引言
隨著汽車市場競爭的激勵,白車身作為整車的重要組成部分,面臨的成本壓力也越來越大。在整車制造的成本中,白車身成本占比較大,而汽車沖壓件的材料利用率對白車身成本的影響巨大,如何最大化、最有效地提升沖壓件的材料利用率,對降低白車身制造成本有顯著作用。經過對某A級轎車白車身材料利用率的統計,沖壓件材料利用率每提升2 個百分點,約減少100 元的原材料費,現對汽車發動機蓋內板的材料利用率提升工藝方案進行探討。
1 發動機蓋內板沖壓工藝
發動機蓋內板結構如圖1 所示,其周圈是包邊面,中間一般設計較大的減輕質量的孔。受零件結構限制,中間減輕質量的孔大且多,導致零件的材料利用率偏低。發動機蓋內板常見的沖壓工藝為:①拉深;②修邊沖孔;③修邊沖孔;④整形。其中工序②~工序④可根據零件結構的不同進行工序間內容的調整,現主要對與材料利用率有關的拉深工序進行探討。
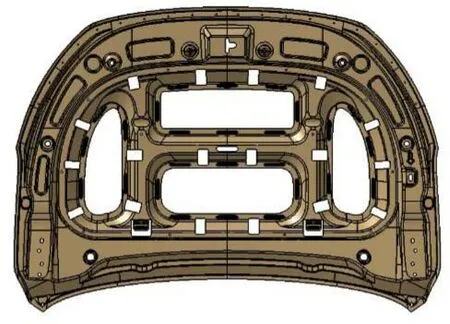
圖1 發動機蓋內板
2 材料利用率提升探討
根據拉深工藝的特點進行分析,決定零件材料利用率的因素有拉深工藝造型的深度、拉深筋的設置、板料的形狀及大小、拉深工藝采用封閉拉深還是開口拉深等。
(1)優化拉深深度。對零件周邊型面增加余料,提高壓料面,確保CAE 分析指標在滿足要求的前提下,降低拉深深度。發動機蓋內板拉深數模如圖2 所示,根據拉深材料流動量分析,以A-A截面處為例,初始工藝造型深度設定為25 mm,通過對拉深造型的調整,拉深深度逐步減小到10 mm,經過CAE分析,各項指標滿足要求。

圖2 拉深數模
(2)優化工藝補充。在滿足工藝要求的情況下,分析拉深工藝補充位置的材料利用率的決定點,即板料最大的尺寸位置,該位置的工藝補充做到足夠小,如圖3所示,將B、C 兩處的工藝補充做到零件輪廓以外最大5 mm。
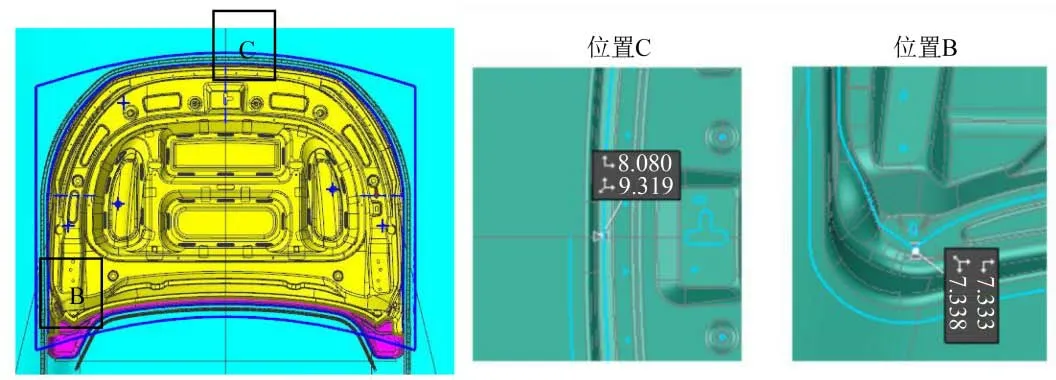
圖3 拉深工藝補充優化
(3)板料形狀優化。發動機蓋內板前后側呈圓弧形,傳統的拉深工藝采用方形料進行沖壓,這也是材料利用率偏低的原因之一,經過分析對比,采用弧形料的材料利用率提升4.2%,如圖4 所示,表1所示為材料利用率對比。

表1 方形料與弧形料材料利用率對比
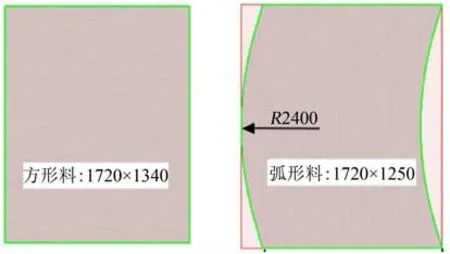
圖4 板料形狀優化
(4)拉深方式選擇。常規的發動機蓋內板拉深采用周圈閉合式拉深,拉深后形成封閉腔體的鈑金件。由于發動機蓋內板風擋側廢料區域較多,現采用開口拉深的方式,讓最終的板料提升到型面上,即修邊線以外,同時考慮在此處進行變行程拉深,再次減少拉深成形過程中廢料的產生,經過參數調整及CAE 仿真模擬,零件成形狀態滿足要求,如圖5所示,采用開口拉深方式后材料利用率能提升7.5%,如表2所示。

表2 開口拉深材料利用率

圖5 開口拉深CAE分析結果
3 開口拉深模結構設計
常規的拉深模結構包含3大件:凸模、凹模和壓邊圈。該發動機蓋內板拉深采用變行程開口拉深,如圖6、圖7 所示,除了拉深模3 大件以外,為了確保開口拉深一側的鈑金強度、板料能夠充分拉深、減薄率要大于料厚的3%,模具采用上下雙活動結構,如圖8所示。

圖6 開口拉深下模
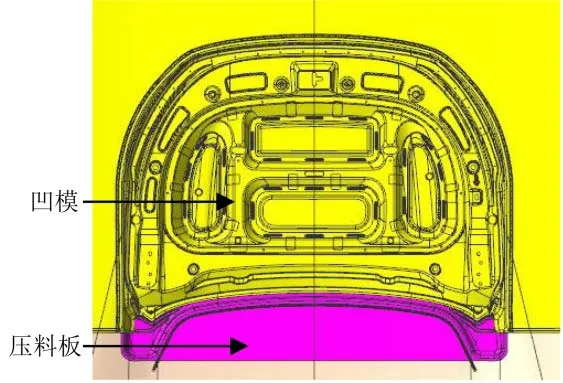
圖7 開口拉深上模
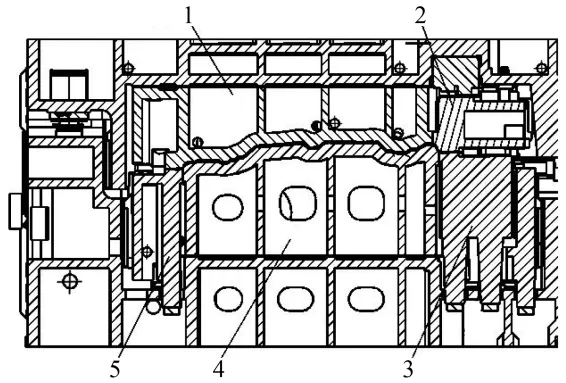
圖8 雙活動拉深模結構
雙活動結構即把壓邊圈拆分成2 個部分,即大壓邊圈5 和小壓邊圈3,小壓邊圈3 行程比大壓邊圈5 行程短16 mm,從凹模1 中拆分出壓料板2。當模具打開放上板料時,頂桿頂起大壓邊圈5 和小壓邊圈3到達板料處,板料放到位后,上模隨壓力機滑塊向下運動,壓料板2先觸碰小壓邊圈3,夾住板料后,凹模1 與大壓邊圈5 接觸,完成壓料面的成形。上模隨壓力機滑塊繼續向下運動,當板料接觸凸模4時開始拉深成形,當上模向下運動距離到底16 mm時,小壓邊圈3 先到底與墩死塊接觸完成開口拉深區域的成形,大壓邊圈5 與凹模1 繼續隨壓力機滑塊下行進行其它區域的拉深成形,最終成形的發動機蓋內板實物如圖9所示。

圖9 發動機蓋內板拉深實物
雙活動結構拉深成形在調試過程中,主要考慮拉深成形后,在上模上行過程中,因氮氣彈簧施力一直壓在拉深件上,若此時頂桿將壓邊圈頂起,會造成拉深件變形。因此在沖壓參數設置中,上模隨壓力機滑塊上行時,壓力機頂桿設置為暫停頂起的狀態,待壓料板2脫離拉深件后,壓力機頂桿將大壓邊圈5和小壓邊圈3頂起至取件位置。
4 結束語
采用弧形料及開口拉深工藝,解決了傳統發動機蓋內板成形工藝材料利用率偏低的問題,同時也為類似零件沖壓工藝提升材料利用率提供參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52