Si3N4基陶瓷刀具切削45鋼切削參數(shù)優(yōu)化
2023-06-07 20:37:46楊迪徐偉偉閆國(guó)棟
河南科技 2023年9期
楊迪 徐偉偉 閆國(guó)棟
摘 要:【目的】Si3N4基陶瓷刀具被廣泛應(yīng)用于難切削材料的連續(xù)或間歇切削,研究陶瓷刀具的角度和切削用量對(duì)分析Si3N4基陶瓷刀具切削性能的影響規(guī)律及優(yōu)化切削參數(shù)選擇具有重要意義。【方法】通過(guò)正交仿真試驗(yàn)來(lái)研究Si3N4基陶瓷刀具切削45鋼時(shí)應(yīng)力場(chǎng)和溫度場(chǎng)變化,確定Si3N4基陶瓷刀具切削45鋼時(shí)刀具角度和切削用量。【結(jié)果】刀具前角選擇1°和-3°,主偏角選擇30°和45°,后角選擇0°和5°,刀具刃傾角選擇-2°和0°。【結(jié)論】刀具角度優(yōu)化選擇前角γ0=-1°、后角α0=0°、刃傾角λs=-2°、主偏角Kr=30°。切削用量推薦參數(shù)為切削速度v為100-150 m/min、切削深度ap=0.15 mm、進(jìn)給量f=0.15 mm/r。
關(guān)鍵詞:陶瓷刀具;仿真試驗(yàn);切削參數(shù)
中圖分類號(hào):TG506.1? ? ?文獻(xiàn)標(biāo)志碼:A? ? 文章編號(hào):1003-5168(2023)09-0035-04
Abstract:[Purposes] Si3N4-based ceramic tools are widely used for continuous or intermittent cutting of difficult-to-cut materials. To study the angle as well as the cutting amounts of ceramic tools? is of great significance to? study of the influence law of ceramic tools on the cutting performance of Si3N4-based ceramic tools and to optimize the selection of cutting parameters. [Methods] The stress field and temperature field changes of Si3N4-based ceramic tools cutting 45 steel were studied by orthogonal simulation experiments to determine the optimal selection of tool angles and cutting amounts. [Findings] The γ0 is selected as 1° and -3°, the Kr is selected as 30° and 45°, the α0 is selected as 0° and 5°, and the λs is selected as -2° and 0°. [Conclusions] The optimized tool angle is selected as γ0=-1°, α0=0°, λs=-2°, and Kr=30°. The recommended parameters of cutting dosage are v: 100-150 m/min, ap=0.15 mm, and f=0.15 mm/r.
Keywords: ceramic tools; simulation experiments; cutting parameters
0 引言
Si3N4基陶瓷刀具有著高硬度、高強(qiáng)度、高剛度、低密度及優(yōu)異的化學(xué)穩(wěn)定性、優(yōu)良的高溫機(jī)械性能等優(yōu)點(diǎn),被廣泛應(yīng)用于航空航天發(fā)動(dòng)機(jī)關(guān)鍵零部件等難切削材料的連續(xù)或間歇切削[1]。
已有的對(duì)陶瓷刀具的相關(guān)研究表明,燒結(jié)工藝無(wú)疑是關(guān)鍵所在。近年來(lái),燒結(jié)方法的理論和工藝不斷推陳出新、優(yōu)化完善,極大地促進(jìn)陶瓷刀具制備及相關(guān)產(chǎn)業(yè)發(fā)展。除最早投入使用的氣壓燒結(jié)、真空燒結(jié)、熱壓燒結(jié),一些新興陶瓷燒結(jié)技術(shù)(如放電等離子燒結(jié)、微波燒結(jié)等)也逐步應(yīng)用于陶瓷刀具制備中。相較而言,使用微波燒結(jié)的陶瓷刀具素坯的溫度梯度小、燒結(jié)溫度低、加熱均勻、微觀組織均勻性優(yōu)越、可促進(jìn)燒結(jié)材料致密化、縮短燒結(jié)時(shí)間、細(xì)化晶粒組織、不受陶瓷刀具形狀限制[2-3]。
有學(xué)者對(duì)陶瓷刀具的微波燒結(jié)技術(shù)和制備工藝進(jìn)行初步探索。Jones等[4]將微波燒結(jié)與常規(guī)無(wú)壓燒結(jié)的樣品組織發(fā)育和晶粒長(zhǎng)大進(jìn)行對(duì)比。研究發(fā)現(xiàn),微波燒結(jié)時(shí)氮化硅陶瓷刀具的致密化和α-β相變比常規(guī)燒結(jié)的燒結(jié)溫度低200 ℃。Hirota等[5]研究了微波燒結(jié)對(duì)Si3N4陶瓷晶粒長(zhǎng)大行為的影響。研究發(fā)現(xiàn),與常規(guī)壓力燒結(jié)相比,微波燒結(jié)在促進(jìn)晶粒長(zhǎng)大和產(chǎn)生雙峰組織方面更有效,斷裂韌性和斷裂強(qiáng)度均高于傳統(tǒng)加熱工藝。Xu等[6]研究了微波燒結(jié)工藝中Co、Ni等金屬相和燒結(jié)溫度對(duì)Si3N4基陶瓷刀具的力學(xué)性能、相變和顯微組織的影響和增韌機(jī)理。研究表明,在使用微波燒結(jié)Si3N4基陶瓷刀具時(shí)加入Ni、Co金屬相,對(duì)加速陶瓷材料致密化、降低燒結(jié)溫度、增韌和增硬有很大幫助。此外,Xu等[7]研究發(fā)現(xiàn),在氮化硅基陶瓷材料中加入(W,Ti)C會(huì)抑制陶瓷材料的致密化和α/β-Si3N4相變,提高氮化硅的展向比。添加5wt%Y2O3、5wt%MgO和2wt%Al2O3的Si3N4陶瓷具有最佳的力學(xué)性能,其相對(duì)密度、硬度和斷裂韌性分別為98.52±0.13%、14.92±0.20 GPa和6.44±0.02 MPa·m1/2。
綜上所述,采用微波燒結(jié)有利于陶瓷刀具的致密化和α/β- Si3N4相的相變過(guò)程,可影響材料的顯微組織,提高材料力學(xué)性能。已有的研究結(jié)果驗(yàn)證了微波燒結(jié)的優(yōu)越性,包括燒結(jié)溫度低、微觀組織均勻性好、致密度高、力學(xué)性能優(yōu)越等。本研究以45鋼為工件材料,通過(guò)有限元切削仿真試驗(yàn),研究陶瓷刀具的刀具角度和切削用量對(duì)Si3N4基陶瓷刀具切削性能的影響規(guī)律,提出陶瓷刀具切削參數(shù)的優(yōu)化選擇方法。
1 試驗(yàn)方法及過(guò)程
1.1 切削仿真試驗(yàn)
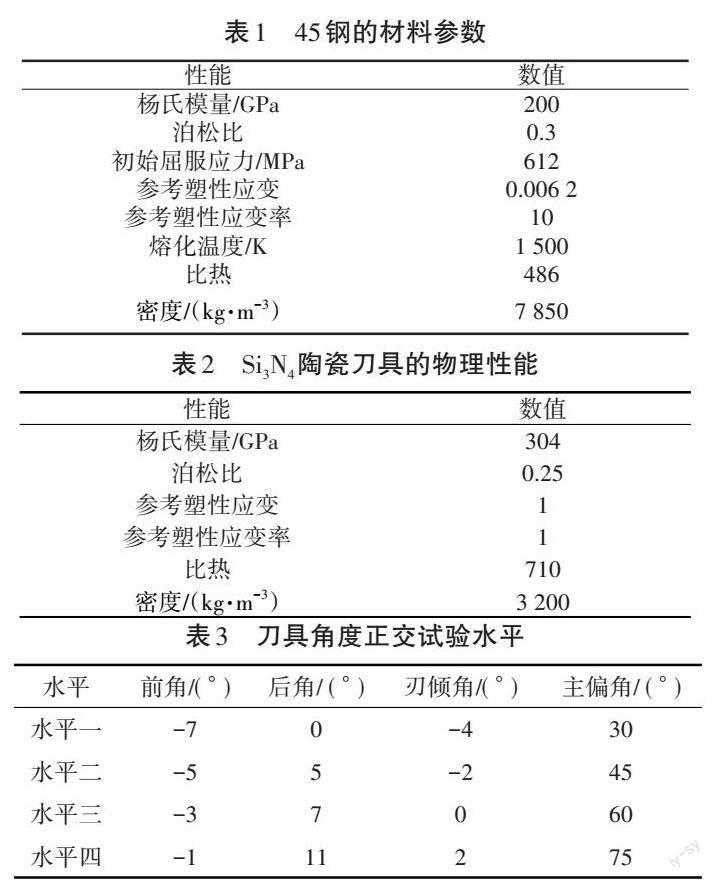
本研究選用工件材料為45鋼、刀具材料為Si3N4的陶瓷刀具。45鋼的材料參數(shù)見(jiàn)表1,氮化硅陶瓷刀具的物理性能見(jiàn)表2。采用有限元仿真對(duì)陶瓷刀具進(jìn)行切削試驗(yàn)研究,將工件材料模型定義為具有損傷的彈塑性材料,將刀具定義為剛體。采用AdvantEdge仿真軟件中的Power Law本構(gòu)模型[8],包括應(yīng)變強(qiáng)化系數(shù)[g(εp)]、應(yīng)變率效應(yīng)函數(shù)[Γ(ε ?)]和熱軟化函數(shù)[Θ(T)],表達(dá)見(jiàn)式(1)。
1.2 切削參數(shù)優(yōu)化設(shè)計(jì)方法
1.2.1 切削參數(shù)(刀具角度、切削用量)優(yōu)化。本研究基于刀具角度、切削用量?jī)煞矫娴睦碚摚Y(jié)合仿真試驗(yàn)結(jié)果,分析各個(gè)因素最優(yōu)取值和對(duì)應(yīng)力場(chǎng)、溫度場(chǎng)的影響規(guī)律。
①刀具角度優(yōu)化試驗(yàn)。對(duì)刀具的前角、后角、主偏角、刃傾角進(jìn)行正交試驗(yàn),得到刀具角度對(duì)應(yīng)力場(chǎng)、溫度場(chǎng)的分布規(guī)律,確定各因素的顯著性。刀具角度正交試驗(yàn)水平見(jiàn)表3。
②切削用量?jī)?yōu)化試驗(yàn)。基于控制變量法對(duì)切削速度v、背吃刀量ap和進(jìn)給量f這三種切削用量的單因素切削仿真試驗(yàn),得到切削用量對(duì)陶瓷刀具切削應(yīng)力場(chǎng)和溫度場(chǎng)的影響規(guī)律。切削用量設(shè)定如下:①f=0.10 mm/r、ap=0.10 mm,v取50 m/min、100 m/min、150 m/min、200 m/min、250 m/min;②v= 100 m/min、f=0.10 mm/r,ap取0.10 mm、0.15 mm、0.20 mm、0.25 mm、0.30 mm;③ap=0.10 mm、v= 100 m/min,f取0.10 mm/r、0.15 mm/r、0.20 mm/r、0.25 mm/r、0.30 mm/r。
2 結(jié)果與分析
2.1 刀具角度對(duì)應(yīng)力場(chǎng)、溫度場(chǎng)影響規(guī)律
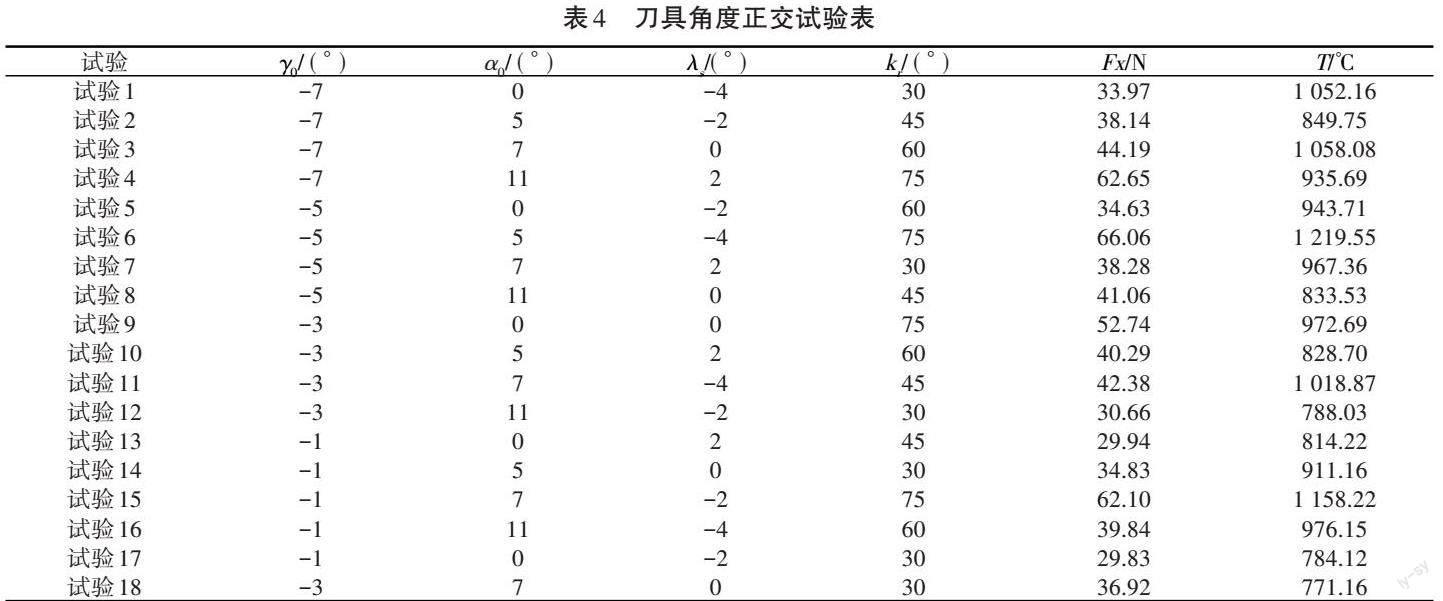
采用正交試驗(yàn)水平表對(duì)刀具角度進(jìn)行四因素四水平正交試驗(yàn),研究前角、后角、刃傾角、主偏角等刀具角度參數(shù)對(duì)陶瓷刀具切削性能的影響,試驗(yàn)結(jié)果見(jiàn)表4。
從表4可以看出,對(duì)應(yīng)力場(chǎng)影響從大到小為主偏角、后角、前角、刃傾角。其中,主偏角、后角為顯著性因素。對(duì)溫度場(chǎng)影響從大到小為主偏角、刃傾角、后角、前角。其中,主偏角、刃傾角為顯著性因素。試驗(yàn)以應(yīng)力場(chǎng)和溫度場(chǎng)為優(yōu)化目標(biāo),可初選應(yīng)力場(chǎng)最優(yōu)方案為γ0=-1°、α0=0°、λs=-2°、Kr=30°,溫度場(chǎng)最優(yōu)方案為γ0=-3°、α0=11°、λs=2°、Kr=45°。以這兩組最優(yōu)方案進(jìn)行仿真試驗(yàn),試驗(yàn)結(jié)果為表4中的試驗(yàn)17和試驗(yàn)18。從應(yīng)力場(chǎng)和溫度場(chǎng)優(yōu)化結(jié)果來(lái)看,當(dāng)γ0=-1°、α0=0°、λs=-2°、Kr=30°時(shí),應(yīng)力場(chǎng)和溫度場(chǎng)均最低,可作為最優(yōu)的刀具角度。
試驗(yàn)結(jié)果表明,前角的小幅度變化對(duì)刀具應(yīng)力場(chǎng)和溫度場(chǎng)的影響很小。前角為-3°和-1°時(shí)的應(yīng)力場(chǎng)比-5°、-7°更低,刀具前角在-5°~-3°內(nèi)應(yīng)力場(chǎng)和溫度場(chǎng)明顯增長(zhǎng);前角為-3°時(shí),溫度場(chǎng)顯著降低,為902.072 ℃;其他水平下,溫度場(chǎng)無(wú)顯著變化,大致維持在980 ℃。陶瓷刀具采用負(fù)前角切削,切削刃強(qiáng)度獲得一定提高,但切削刃變鈍,應(yīng)力場(chǎng)有一定增加趨勢(shì)。
刃傾角對(duì)刀具應(yīng)力場(chǎng)的影響較小。當(dāng)刃傾角為-2°時(shí),刀具應(yīng)力場(chǎng)取最小值。刃傾角對(duì)刀具溫度場(chǎng)的影響較大,尤其是當(dāng)刃傾角為-4°時(shí),溫度場(chǎng)相較-2°時(shí)增加了14.1%。總之,-2°、0°、2°更適合為刀具刃傾角。
2.2 切削用量對(duì)應(yīng)力場(chǎng)、溫度場(chǎng)影響規(guī)律
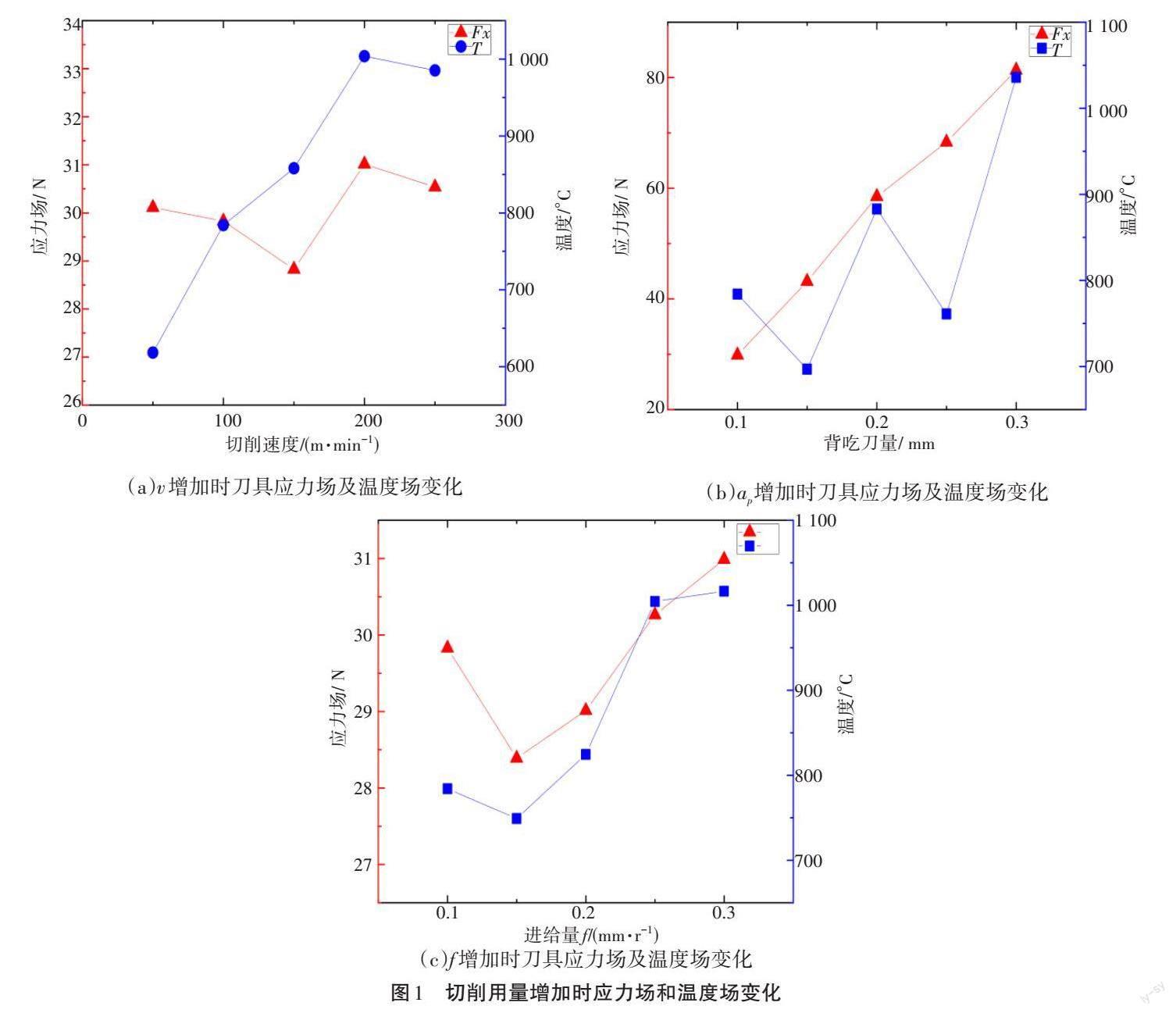
切削用量(切削深度、進(jìn)給量)通過(guò)影響切削面積大小來(lái)影響切削力。不同切削速度、切削深度和進(jìn)給量下的應(yīng)力場(chǎng)和溫度場(chǎng)變化規(guī)律如圖1所示。
結(jié)果表明:切削速度v對(duì)應(yīng)力場(chǎng)大小影響不大,隨著切削速度增加,應(yīng)力場(chǎng)在30 N上下波動(dòng);溫度場(chǎng)隨切削速度增加而逐漸增加,在v=200 m/min時(shí)溫度場(chǎng)基本穩(wěn)定,大約為1 000 ℃。考慮陶瓷刀具高速切削的特性,將切削速度控制在100~150 m/min,此時(shí)應(yīng)力場(chǎng)相對(duì)穩(wěn)定,溫度場(chǎng)大致維持在一個(gè)較低水準(zhǔn)。當(dāng)切削速度達(dá)到200 m/min時(shí),應(yīng)力場(chǎng)和溫度場(chǎng)的變化規(guī)律較為接近,均有較為明顯漲幅。盡管應(yīng)力場(chǎng)增幅不大,但溫度場(chǎng)會(huì)出一個(gè)激增,導(dǎo)致刀具磨損加大,影響刀具使用壽命。
切削深度ap與應(yīng)力場(chǎng)大小約成正比,沒(méi)有明顯的衰減;溫度場(chǎng)隨切削深度的增加也呈現(xiàn)波動(dòng)上升的趨勢(shì),當(dāng)ap=0.3 mm時(shí),溫度場(chǎng)達(dá)到1 035 ℃。陶瓷刀具在切削工件時(shí),刃口部位因擠壓造成切屑層不均勻變形,最大變形處位于刀具刃口直接接觸的區(qū)域,與應(yīng)力場(chǎng)成正比。
進(jìn)給量f對(duì)應(yīng)力場(chǎng)大小未表現(xiàn)出明顯的增幅。當(dāng)f=0.15 mm/r時(shí),應(yīng)力場(chǎng)取得一個(gè)最小值,為29.39 N。隨著進(jìn)給量增加,切削力呈明顯增大趨勢(shì);當(dāng)f=0.30 mm/r時(shí),應(yīng)力場(chǎng)為30.69 N。隨著進(jìn)給量增加,溫度場(chǎng)變化和應(yīng)力場(chǎng)變化類似;當(dāng)f=0.15 mm/r時(shí),溫度場(chǎng)為749.06 ℃;當(dāng)f=0.30 mm/r時(shí),溫度場(chǎng)為1 016.56 ℃。
3 結(jié)論
通過(guò)正交仿真試驗(yàn)研究Si3N4基陶瓷刀具切削45鋼時(shí)應(yīng)力場(chǎng)和溫度場(chǎng)變化,對(duì)Si3N4基陶瓷刀具切削45鋼時(shí)刀具角度和切削用量進(jìn)行優(yōu)化,初步擬定陶瓷刀具切削參數(shù)。
①通過(guò)正交試驗(yàn),前角的小幅度變化對(duì)刀具應(yīng)力場(chǎng)和溫度場(chǎng)影響很小,主偏角的影響相對(duì)較大。刀具角度優(yōu)化為前角γ0=-1°、后角α0=0°、刃傾角λs=-2°、主偏角Kr=30°。
②結(jié)合正交試驗(yàn)結(jié)果,-1°和-3°更適合為刀具前角、30°和45°更適合為刀具主偏角、0°和5°更適合作為刀具后角、-2°和0°更適合作為刀具刃傾角。
③依據(jù)單因素試驗(yàn)結(jié)果,切削深度變化對(duì)變截面Si3N4基陶瓷刀具的溫度場(chǎng)和應(yīng)力場(chǎng)影響效果顯著,切削用量如下:切削速度v為100~150 m/min、切削深度ap=0.15 mm、進(jìn)給量f=0.15 mm/r。
參考文獻(xiàn):
[1]QIAO L,WANG Z,LU T,et al.Effects of microwave sintering temperature and holding time on mechanical properties and microstructure of Si3N4/n-SiC ceramics[J].Materials,2019(23):3837.
[2]XU W W,YIN Z B,YUAN J T,et al.Effects of sintering additives on mechanical properties and microstructure of Si 3N4 ceramics by microwave sintering[J].Materials Science and Engineering:A,2017,684:127-134.
[3]徐偉偉,袁軍堂,殷增斌,等.氮化硅陶瓷材料微波燒結(jié)研究現(xiàn)狀[J].硅酸鹽通報(bào),2017(1):71-76.
[4]JONES M I,VALECILLOS M,HIRAO K,et al.Densification behavior in microwave-sintered silicon nitride at 28 GHz[J].Journal of the American Ceramic Society,2001(10):2424-2426.
[5]HIROTA M,VALECILLOS M C,BRITO M E,et al.Grain growth in millimeter wave sintered silicon nitride ceramics[J].Journal of the European Ceramic Society,2004(12):3337-3343.
[6]XU W W,YIN Z B,YUAN J T,et al.Preparation and characterization of Si3N4-based composite ceramic tool materials by microwave sintering[J].Ceramics International,2017(18):16248-16257.
[7]XU W W,YUAN J T,YIN Z B,et al.Effect of metal phases on microstructure and mechanical properties of Si3N4-based ceramic tool materials by microwave sintering[J].Ceramics International,2018(16):19872-19878.
[8]JIANG F,LI H W.Advant Edge FEM 5.8 User's Manua[M].2018:197-250.
