SA204B材料GMAW焊接工藝與應用
2023-05-30 21:23:59沈建磊
機械制造文摘·焊接分冊 2023年1期
關鍵詞:焊接質量

摘要: SA204B材料是壓力容器用鉬合金耐熱鋼,材料抗拉強度485~620? MPa,屈服強度不小于275? MPa。目前工程技術人員僅對材料的焊條電弧焊(SMAW)和藥芯焊絲氣體保護焊(FCAW)工藝進行了相關試驗與研究,為了盡快推進材料的焊接自動化,對材料實芯焊絲氣體保護焊(GMAW)工藝進行了相關試驗研究與分析。FCAW焊接時,由于藥芯成分含有穩弧劑、脫氧劑、造渣劑,具有良好的焊接工藝性,焊接過程需要逐層清理藥皮,無法實現多層多道的連續自動焊。通過對SA204B材料進行GMAW焊接工藝的試驗,該工藝可以滿足SA204B材料焊接自動化條件。根據零部件結構形式,科學合理的選擇施焊方法,擬定施焊工藝,在滿足焊接接頭質量要求條件下,使焊接設備開動率最大化,焊接成本最小化,最大限度提高焊接自動化應用范圍。
關鍵詞: 實芯焊絲氣體保護焊;SA204B;焊接質量;焊后熱處理;焊接自動化
中圖分類號: TG 44,TG 47
GMAW welding process and application of SA204B material
Shen Jianlei
(EBARA Machinery ZiBo Co.,Ltd., ZiBo 255000,Shandong,China)
Abstract: SA204B is a molybdenum alloy heat-resistant steel used for pressure vessels. The tensile strength of the material is 485~620 MPa, and the yield strength is not less than 275 MPa. At present, engineers and technicians have only conducted relevant experiments and researches on SMAW and FCAW processes of materials. In order to promote the welding automation of materials as soon as possible, relevant experimental researches and analyses have been carried out on GMAW processes of solid cored welding wires. During FCAW welding, because the drug core contains arc stabilizing agent, deoxidizing agent and slag-forming agent, it has good welding technology. In the welding process, the drug coating needs to be cleaned layer by layer, and continuous automatic welding of multi-layer and multi-channel cannot be realized. Through the test of SA204B material GMAW welding process, the process can meet the automatic conditions of SA204B material welding. According to the structure of the parts, the welding method is selected scientifically and reasonably, and the welding process is formulated. Under the condition of meeting the quality requirements of welding joints, the operation rate of welding equipment can be improved to the maximum extent, the welding cost can be reduced to the maximum extent, and the application range of welding automation can be expanded to the maximum extent.
Key words:? solid cored wire gas shielded welding; material SA204B; welding quality; post-welding heat treatment; welding automation
0 前言隨著石化行業迅速發展,三元熔鹽已首選為石化工藝流程中的換熱介質,其介質工作溫度在160~450 ℃,為滿足該介質相關設備安全運行條件,設計單位選用Q345R低合金壓力容器材料或SA204B鉬合金材料[1]。目前國內無SA204B材料應用案例解析,對其焊接性、焊接工藝及材料使用經驗研究較少。通過對SA204B材料進行焊接參數模擬試驗,施焊過程嚴格控制焊接熱循環,該材料可以實現自動化焊接工藝推廣與應用,SA204B材料450 ℃高溫性能優于Q345R材料。
1 試驗材料
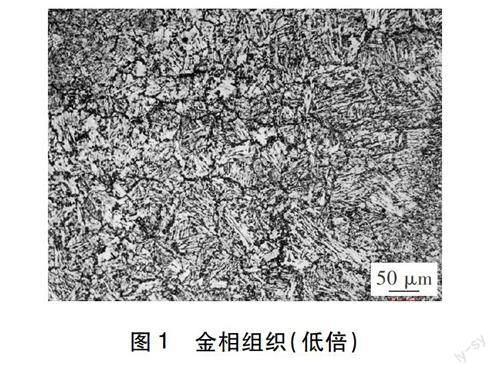
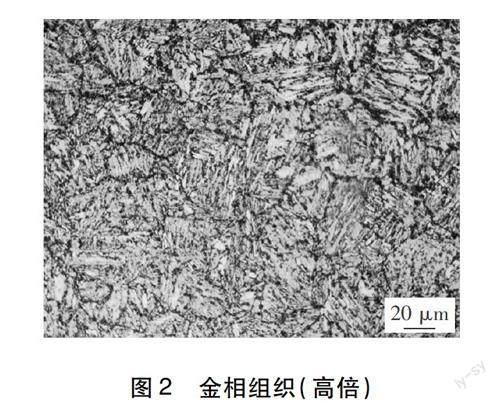
SA204B材料與類似的16Mo(中國)不同,其C元素含量較高,Mn和Mo元素含量的上限略高,而Si元素含量的下限略低。就C元素含量而言,它不像耐熱鋼,隨著使用溫度、高溫性能的提高而依次降低,以防止發生固溶體合金元素貧化、碳化物相聚集過程加速、石墨化等弊端。少量Mo元素含量的增加滿足了特定的力學性能要求,Mo元素優先融入固溶體,強化固溶體,鉬的熔點高達2 652 ℃,固溶后可提高鋼的再結晶溫度,有效提高鋼的高溫強度和抗蠕變能力,鉬可以減小鋼材的熱脆性,還可以提高鋼材的耐腐蝕能力。較高的C元素含量會使鋼材在高溫使用時的組織不穩定,焊接性變差[2]。SA204B材料620 ℃回火調制后金相組織為針狀鐵素體+粒狀貝氏體+珠光體+沿晶界分布的碳化物,金相組織如圖1和圖2所示。
根據美國金屬學會提出的碳當量公式CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu+Si)/15(%),該公式考慮了鋼中Si元素的影響,當CE<0.35可不預熱;CE=0.35~0.55之間需要預熱;CE>0.55既要預熱又要后熱[3]。合金含量取ASME標準規定值的上限,SA204B的CE=0.59>0.55,需要焊前預熱和后熱。
根據美國金屬學會提出的用于計算預熱溫度的碳當量經驗公式:CE=C+Mn/6+Ni/15+Mo/4+Cr/4+Cu/13(%)。當CE<0.45時,可不預熱;CE=0.45~0.60時,預熱100~200 ℃;當CE>0.60時,預熱200~370 ℃。合金含量取ASME標準規定值的上限,SA204B的CE是0.59,預熱溫度為100~200 ℃。
2 試驗方法
SA204B材料具有冷裂紋傾向,實芯焊絲焊縫冶金過程在氣體保護中完成,氣體流量過大易產生紊流,導致焊縫周圍空氣卷入焊縫產生氣孔;氣體流量過小導致氣體保護效果不良,產生氣孔或氧化。焊縫冶金過程中極易產生合金元素燒損、氣孔和飛濺,在CO2電弧中,溶入液態金屬中的FeO是引起氣孔、飛濺的主要因素,同時FeO殘留在焊縫金屬中使焊縫金屬的O元素含量增加而降低力學性能,如果能使FeO脫氧,并在脫氧的同時對燒掉的合金元素給予補充,則CO2氣體的氧化性所帶來的問題基本可以解決。根據上述分析,考慮選用純度99.99%的CO2氣體,匹配小電流、小電壓、多層多道焊接工藝施焊,焊接熱循環控制在150~250 ℃。
參考珠光體耐熱鋼的焊接工藝,焊接除了冷裂紋傾向,還要注意熱影響區的硬化和軟化,以及焊后熱處理或高溫長期使用中的再熱裂紋。珠光體耐熱鋼一般是在熱處理狀態下焊接,焊后大多數需要進行高溫回火處理,高溫回火有利于徹底消除內應力,提高金屬的塑性和韌性。為了避免焊接熱影響區晶粒粗大,要嚴格控制熱輸入,避免熱輸入過大導致熱影響區晶粒粗大,影響回火性能;為防止發生固溶體合金元素貧化,提高焊接作業效率,故選擇Si和Mn元素略高于母材的實芯焊絲進行試驗,焊接過程采取多層多道焊,嚴格控制焊道層間溫度[4]。
SA204B板材供貨狀態為正火狀態,考慮到SA204B材料C元素含量要高于珠光體耐熱鋼,為了改善焊接熱影響區硬化現象,焊后經620 ℃高溫回火調質處理,保溫時間按每1 mm厚度4 min計算,保溫后以3~5 ℃/min的冷卻速度冷卻至300 ℃,然后空冷,確保充足的相變時間,使二次結晶晶粒細化,促進間隙固溶體的形成,提高材料的塑性和韌性[5]。
2.1 焊材選用
按ASME標準,從鋼材市場采購SA204B現貨板材,正火狀態供貨,根據等強度匹配原則,選擇京雷品牌GMR-W70A1焊材,材料化學成分和力學性能復驗結果見表1和表2。焊縫金屬中Si和Mn元素的增加,可以提高焊縫冶金過程的脫氧效果,降低氣孔和飛濺的發生概率,同時可以降低鋼的下臨界點,增加奧氏體冷卻時的過冷度,細化珠光體組織,以改善其力學性能[6]。
2.2 設備調試
焊接設備選用牡丹江歐地希焊接機有限公司生產制造的CPXDS-500Ⅱ型號焊機。焊前對送絲系統進行檢查調試,確認送絲滾輪、導電嘴、送絲導管、送絲壓緊裝置、供氣系統符合設備質量要求,校驗電流表、電壓表、氣體流量計合格有效。
SA204B試板焊接前,對焊接設備進行參數試機,使其電流和電壓進行微調試焊,電流與送絲速度及熔深成正比,電壓與熔化速度及熔寬成正比,試焊參數需要使其送絲速度與熔化速度完全吻合,以確保電弧的穩定性,減少焊接飛濺。通過試焊確認,選用CO2氣體純度99.99%、1.2 mm實芯焊絲、電流158~210 A、電壓27.2~28.4 V、氣體流量選擇15~20 L/min,滿足多層多道焊工藝需求,可獲得理想的成形焊縫[7]。
2.3 試驗過程
焊前準備:焊接試板尺寸選擇長400 mm、寬150 mm、厚度40 mm的試塊2件,試板加工雙面V形坡口,確認坡口及坡口兩側漏出金屬光澤,無銹蝕及油污殘留異物。焊縫測溫儀1個,測溫量程選擇0~300 ℃;試件加熱工裝1套, 碳弧氣刨設備1套,焊縫清根碳棒1盒,角磨機1個,砂輪片3個,秒表計時器1個,石棉被褥1套,焊縫檢驗尺1個,焊接記錄表1份。
試板組對點焊前預熱至200 ℃,對試板坡口尺寸較小的一側進行點焊固定,其焊縫長度約為10 mm,分別點焊試板的兩端和中心位置,點焊后對其試板點焊背面進行焊接,施焊過程中層間溫度控制在150~250 ℃,焊接兩層后對其焊縫背面進行清根修磨,清根修磨至無未焊透情況,且完全漏出金屬光澤時,進行正常施焊作業,整個過程采取多層多道焊,焊接過程中根據試件變形情況及時調整焊道順序,焊縫橫截面示意如圖3所示,施焊記錄見表3。選用GMR-W70A1京雷焊材,焊材批號為FBR017M,焊后進行200~250 ℃后熱,保溫2 h,后熱時間結束后保溫緩冷。緩冷至室溫,24 h后經PT和RT無損檢測確認合格后轉熱處理。
為了驗證該材料的再熱裂傾向,熱處理后進行了二次RT確認,確認合格后制備相關理化試樣。
2.4 試驗結果
焊接接頭力學性能試驗結果見表4和表5。
焊縫側彎試驗,彎心直徑40 mm,室溫22 ℃下進行4件彎曲試樣,試樣彎曲評定結果均合格。
3 結果分析
SA204B材料經GMAW焊接試驗后,其室溫抗拉強度為475~519? MPa,屈服強度為337~364 MPa,均斷于母材,斷后伸長率為17.2%~19.9%;450 ℃高溫拉伸強度是440~450? MPa,屈服強度是263~287? MPa,其高溫強度優于Q235B材料常溫性能。該材料具有良好的焊接工藝性,CO2氣體保護焊采用細絲焊接時,焊接電流密度較大,電弧熱量集中,熔透能力強,熔敷速度快,且焊后無需進行清渣處理,因此生產效率高,可實現焊道連續自動化焊接。CO2氣體及CO2焊絲價格便宜,焊接能耗低,實芯CO2氣體保護焊的使用成本很低,只有埋弧焊及手工電弧焊的30%~50%。
焊縫背面拉伸性能低于正面拉伸性能,背面單道焊縫最大熱輸入28.5 kJ/cm,導致抗拉強度低于標準下限值的2.1%,在母材處斷裂。根據ASME.Sex.IX相關標準條款,該工藝評定合格,但實際WPS編制應明確熱輸入要求,正面焊縫的平均熱輸入12.9 kJ/cm,獲得較好的焊縫力學性能,背面焊縫平均熱輸入16.3 kJ/cm,勉強滿足焊縫拉伸性能要求,故該材料熱輸入最大不宜超過16 kJ/cm,以滿足最佳焊接力學性能要求。
實芯CO2氣體保護焊對焊接人員的專業技能要求較高,焊接參數調節范圍較大,焊絲直徑1.2 mm時,其焊接電流90~350 A,電弧電壓19~35 V。熔滴過渡形式分為短路過渡、大顆粒過渡、細顆粒過渡和噴射過渡,如果選用80%Ar+20%CO2混合氣體作為保護氣體,易形成射流過渡;伴隨著電流的增大,對焊接人員的技能要求逐步提高,焊接過程中需要根據熔池狀態及時調整焊槍角度,以避免產生假焊,短路過渡或細顆粒過渡可以實現焊接自動化。
焊接參數的大小決定熔滴過渡形式,同時決定焊縫熔合比,影響焊接熱影響區組織和性能。SA204B材料的實際應用要考慮預熱緩冷的設備設施,要考慮焊縫位置的布置是否滿足施焊條件,因該材料具有冷裂紋傾向,承壓受力焊縫要采取完全熔透的焊縫接頭形式,焊接過程要充分考慮熱循環的控制措施。
4 結論
(1)SA204B材料通過金相分析屬于針狀鐵素體耐熱鋼,通過評定試驗,正面焊縫熱輸入約為13 kJ/cm,拉伸強度滿足ASME材料標準;背面焊縫熱輸入約為16 kJ/cm, 拉伸強度剛剛滿足ASME材料標準下限值。
(2)焊接熱輸入控制在9~16 kJ/cm,熱輸入低于9 kJ/cm易產生馬氏體組織;熱輸入高于16 kJ/cm易產生晶粒粗大,形成貝氏體組織,使粗晶區韌性急劇下降,通過焊后熱處理無法滿足其理化性能,該材料GMAW焊接工藝滿足設計需求,滿足焊接自動化推進條件。
參考文獻
[1] 張建軍,楊浩,戴子明,等.一種立式化工循環泵及熔鹽循環泵202120581036.9[P].2021-11-09.
[2] 李亞江.特殊及難焊材料的焊接[M].北京:化學工業出版社,2003.
[3] 楊春樂,王志剛.SA204B厚鋼板焊接工藝試驗研究[J].壓力容器,1993,10(1):56-60.
[4] 孫景榮,王麗華.電焊工[M].北京:化學工業出版社,2005.
[5] 楊海鵬,馬雄華,賴輝.金屬材料與熱處理[M].北京:化學工業出版社,2021.
[6] 陳裕川.現代焊接生產實用手冊[M].北京:機械工業出版社,2005.
[7] 李亞江,劉鵬,劉強.氣體保護焊工藝及應用[M].北京:化學工業出版社,2005.
收稿日期: 2023-01-18
沈建磊簡介: 國際焊接技士,機械工程師,焊接高級技師;主要研究方向為金屬材料焊接工藝的改進及應用;shenjianlei@ebara.cn。
猜你喜歡
現代電子技術(2017年5期)2017-04-01 23:29:20
科學與財富(2016年27期)2017-03-24 11:00:43
成才之路(2016年33期)2016-11-19 17:22:40
中國科技博覽(2016年12期)2016-05-09 04:07:19
科技與創新(2016年8期)2016-05-05 11:10:25
科技與創新(2016年4期)2016-03-16 09:21:01
科技與創新(2016年1期)2016-01-19 09:28:33
科技與創新(2015年12期)2015-07-21 07:03:34
中國高新技術企業(2015年8期)2015-04-13 18:04:25
中國高新技術企業(2015年11期)2015-03-27 21:11:43