Creo 在鈑金精密展開中的應(yīng)用研究
2023-05-23 15:43:34黃彪
鍛壓裝備與制造技術(shù) 2023年2期
黃彪
(中國(guó)鐵建重工集團(tuán)股份有限公司,湖南 長(zhǎng)沙 410100)
0 引言
鈑金折彎是機(jī)械制加工常見的加工工序,廣泛應(yīng)用于電子設(shè)備、船舶、工程機(jī)械等各大領(lǐng)域。鈑金折彎尺寸精度主要取決于展開尺寸是否準(zhǔn)確,而折彎模具是影響展開尺寸的關(guān)鍵,同一個(gè)折彎尺寸,使用不同折彎模具,有不同的展開尺寸。因此,對(duì)成形尺寸精度要求高的企業(yè)通常會(huì)測(cè)定自己企業(yè)內(nèi)的展開系數(shù),根據(jù)所選用的模具,匹配不同的展開系數(shù)進(jìn)行展開計(jì)算。
展開尺寸計(jì)算的方法有折彎扣除法、折彎系數(shù)法、折彎修正法。從展開的手段來(lái)看,可使用CAD 進(jìn)行作圖放樣和計(jì)算展開,也可使用SolidWorks、Creo、UG 等三維軟件進(jìn)行自動(dòng)展開。與CAD 展開計(jì)算相比,三維軟件展開效率高且出錯(cuò)率低,尤其是對(duì)于復(fù)雜圖形的展開。但三維軟件在實(shí)際使用過(guò)程,其默認(rèn)的展開參數(shù)與實(shí)際的展開尺寸相差較大,因此不能直接使用。目前介紹三維軟件進(jìn)行展開方法的文章有不少,但結(jié)合實(shí)際工藝參數(shù)進(jìn)行應(yīng)用的文獻(xiàn)不多。本文通過(guò)設(shè)計(jì)實(shí)驗(yàn),測(cè)定展開系數(shù),制定折彎工藝參數(shù)表,然后將該計(jì)算原理應(yīng)用于Creo 展開中,來(lái)實(shí)現(xiàn)折彎零件的快速、精確展開。
1 實(shí)驗(yàn)方法與測(cè)量結(jié)果
由于不同板厚,不同材質(zhì)折彎時(shí)會(huì)選用不同的折彎模具,因此需要設(shè)計(jì)不同的模具進(jìn)行試驗(yàn),本文選取了幾種典型的材質(zhì)和板厚進(jìn)行試驗(yàn)。試驗(yàn)方法為:每種規(guī)格下料3 件,樣件尺寸為100mm×100mm×板厚T,為保證測(cè)量精度,使用激光切割下料樣件。然后根據(jù)板厚和材質(zhì)匹配相應(yīng)折彎模具,沿中間線50尺寸折彎90°,測(cè)量折彎后的外包尺寸L1、L2,同時(shí)記錄折彎模具與設(shè)備。實(shí)驗(yàn)樣件如圖1 所示。
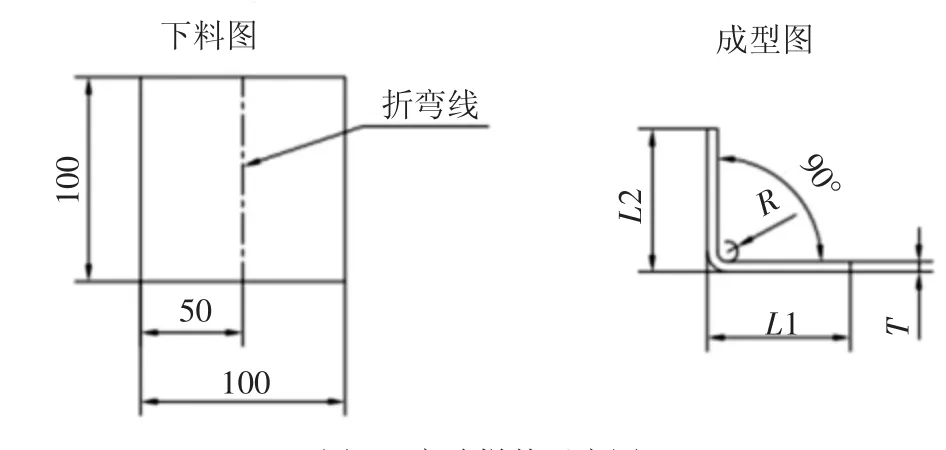
圖1 實(shí)驗(yàn)樣件示意圖
眾所周知,在折彎過(guò)程中,沿板厚方向必有一層既不產(chǎn)生拉伸變形,也不產(chǎn)生壓縮變形的中性層,中性層位置t 與板厚T 的比值為K,也就是我們所需測(cè)定的展開系數(shù)。圖2~圖4 分別為直角、鈍角、銳角折彎的展開計(jì)算示意圖。
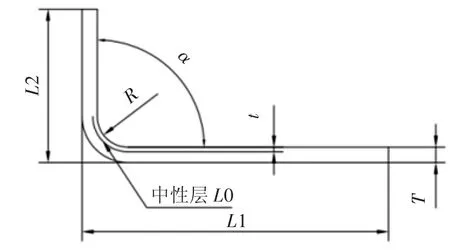
圖2 直角折彎展開計(jì)算示意圖
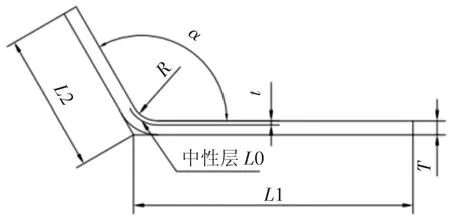
圖3 鈍角折彎展開計(jì)算示意圖
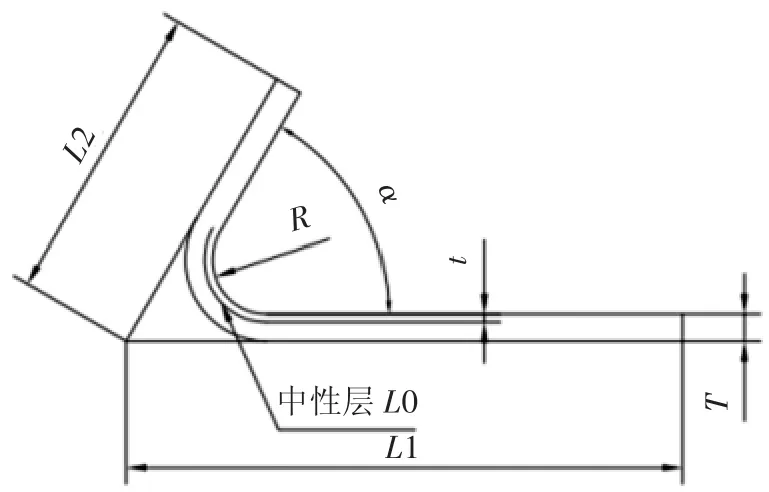
圖4 銳角折彎展開計(jì)算示意圖
根據(jù)展開計(jì)算方法,成形尺寸之和減去展開料尺寸就是折彎拉伸變形的長(zhǎng)度。于是有:
式中:X 為扣除值,用游標(biāo)卡尺測(cè)量,測(cè)量三組樣件取平均值;L 為展開長(zhǎng)度;L0 為彎曲段中性層長(zhǎng)度;L1、L2 分別為折彎后外包尺寸;K 為展開系數(shù);t為中性層位置;T 為板厚;R 為折彎內(nèi)徑;α 為折彎角度。
從公式(4)中可以看出,測(cè)量出扣除值X 與折彎內(nèi)徑R 值即可計(jì)算出K 值。在實(shí)際測(cè)量中,折彎內(nèi)徑R 比較難以準(zhǔn)確測(cè)量。其實(shí)R 也可以假定一個(gè)數(shù)值,同樣可計(jì)算出對(duì)應(yīng)的K 值,本實(shí)驗(yàn)就直接選用板厚做為計(jì)算R 值。表1 是幾組不同材質(zhì)鋼板測(cè)定的折彎工藝參數(shù)表。
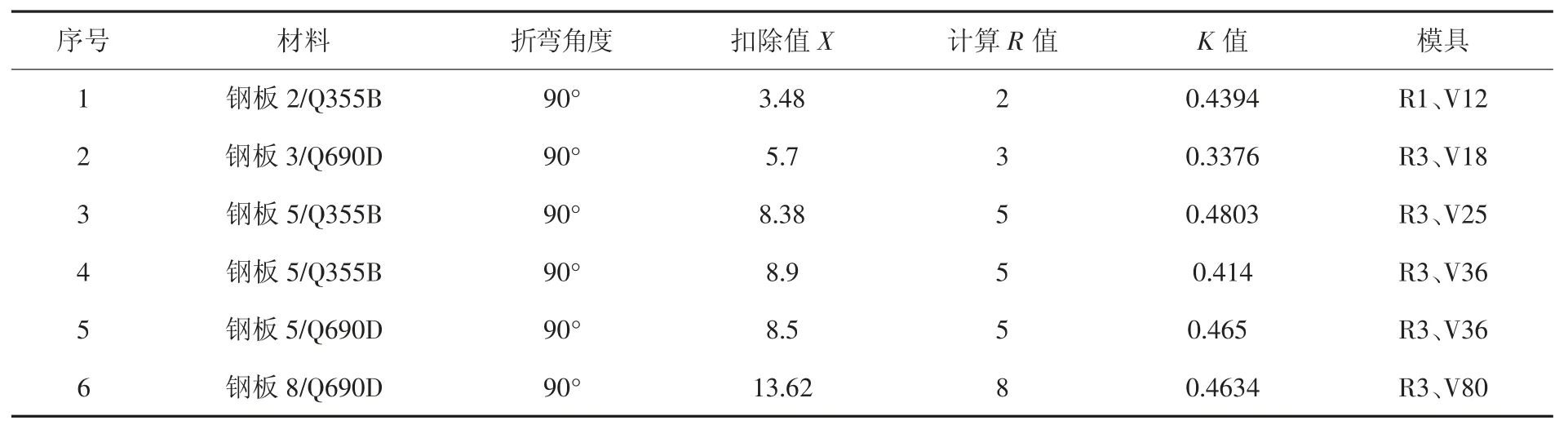
表1 不同材質(zhì)的鋼板折彎工藝參數(shù)表
本實(shí)驗(yàn)對(duì)這幾種板材測(cè)定了90°折彎的展開系數(shù),對(duì)于非90°折彎,也可采用同樣的實(shí)驗(yàn)方法測(cè)定展開系數(shù)。但由于銳角和鈍角折彎后的外包角尺寸并不方便測(cè)量,因此,存在有一定的測(cè)量誤差。在實(shí)際應(yīng)用中,若零件成形的鈍角或者銳角不多,可直接選用90°的K 值進(jìn)行展開,成形尺寸誤差在可接受的范圍內(nèi)。當(dāng)然,對(duì)于需要精確成形尺寸的,同樣也可以參照本文參數(shù)表制定不同角度的折彎工藝參數(shù)表。
特別地,考慮到折彎時(shí)頻繁更換模具不利于高效生產(chǎn),因此通常會(huì)在企業(yè)內(nèi)針對(duì)某些材質(zhì)和板厚設(shè)定常用的折彎模具,便于模具通用化。同時(shí),對(duì)于成形時(shí)需用到的非常用模具也應(yīng)測(cè)定展開系數(shù),并在工藝指導(dǎo)文件中注明使用的模具和設(shè)備。
2 K 因子在Creo 中的應(yīng)用
以材料為鋼板5/Q355B 的折彎零件為例,圖5~圖8 展示了Creo4.0 軟件使用K 因子在Creo 展開出圖中的應(yīng)用。第一步,首先確認(rèn)模型是否為鈑金模型,否則需轉(zhuǎn)換成鈑金模型;第二步,在模型屬性中,調(diào)整模型折彎半徑為板厚(本例中選用5);第三步,在模型屬性中取消“使用分配材料定義折彎余量參數(shù)”,然后輸入相應(yīng)的K 因子值0.414,點(diǎn)擊“確定”,返回主頁(yè)面,點(diǎn)擊“展開”;第四步,點(diǎn)擊“快速出圖”,使用PI 標(biāo)注快速出圖,標(biāo)注出折彎線位置及折彎方向。

圖5 鈑金建模主頁(yè)面

圖6 設(shè)置折彎半徑
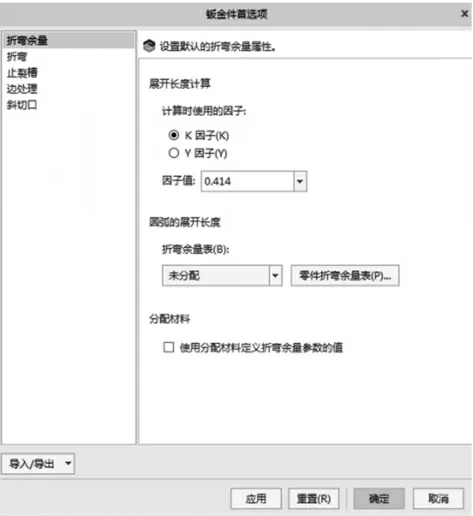
圖7 設(shè)置K 因子
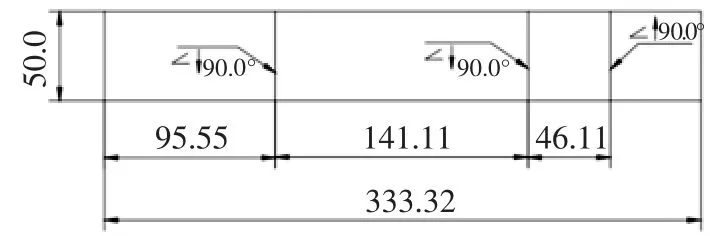
圖8 標(biāo)注折彎線位置與方向
如圖8 所示零件的展開圖,其成形尺寸如圖9所示,按照本文使用的展開方法,展開后的下料長(zhǎng)度L=333.32,根據(jù)折彎工藝參數(shù)表,選用上模圓角R3,下模V 寬36mm 的模具,按照?qǐng)D8 所示的折彎線位置和方向成形,實(shí)測(cè)成形尺寸L1=99.84,L2=150.12,L3=50.02,L4=49.78,對(duì)比圖9 所示尺寸,成形尺寸與理論尺寸相差0.3mm 以內(nèi)。實(shí)測(cè)結(jié)果表明,本文Creo中所應(yīng)用的展開計(jì)算方法是準(zhǔn)確的。在實(shí)際生產(chǎn)過(guò)程中,可以在激光下料時(shí)將折彎位置打標(biāo)在工件上,方便對(duì)線折彎,同時(shí)減少操作失誤。
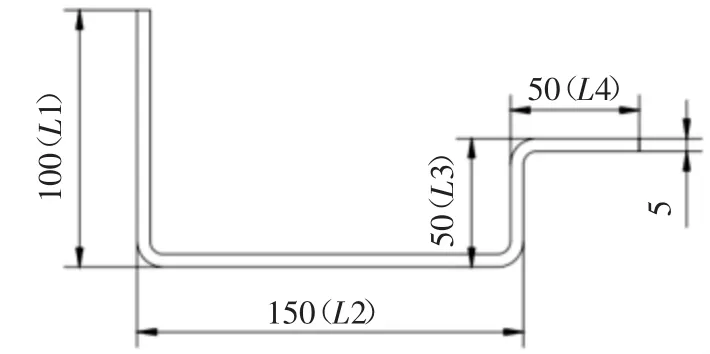
圖9 示例折彎件尺寸圖
3 Creo 展開與傳統(tǒng)經(jīng)驗(yàn)K 值展開的對(duì)比
如表2 所示為鋼鐵材料常用的經(jīng)驗(yàn)K 值。為方便對(duì)比,同樣使用鋼板5/Q355B,折彎上模圓角R3,下模V 寬36mm,折彎成形90°。折彎后用R 規(guī)測(cè)量實(shí)際折彎內(nèi)徑為4,查詢表2 可知,R/t=0.8,則取K值=0.3。根據(jù)前面推算公式可知,彎曲段中性層長(zhǎng)度L0=α/180 π(R+KT),代入得出L0=8.36,根據(jù)式(2)推算出展開長(zhǎng)L=108.9-2×(4+5)+8.36=99.26(mm)。從上文分析可知,按照本文的計(jì)算方法,使用Creo 展開的長(zhǎng)度是100mm。可以看出,用經(jīng)驗(yàn)K 值計(jì)算的展開長(zhǎng)度與本文Creo 展開方法相比約有0.7mm 的差別,若是多道折彎,成形尺寸的誤差會(huì)更大。另外,采用經(jīng)驗(yàn)K 值計(jì)算時(shí),需使用R 規(guī)測(cè)量實(shí)際折彎半徑,這種測(cè)量結(jié)果本身也會(huì)產(chǎn)生一定誤差。因此,對(duì)于精度要求不高的零件可采用經(jīng)驗(yàn)K 值計(jì)算,但對(duì)于要求精密成形的企業(yè)則不適用。
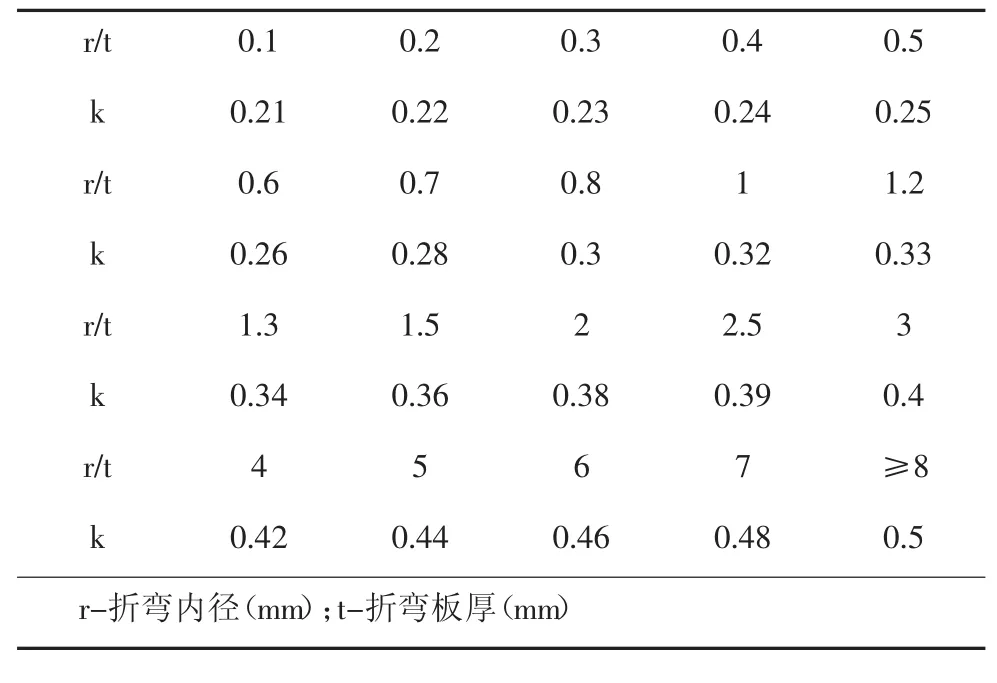
表2 鋼鐵材料常用經(jīng)驗(yàn)K值
4 Creo 應(yīng)用過(guò)程一些注意事項(xiàng)
(1)需特別說(shuō)明的是,本實(shí)驗(yàn)方法所測(cè)定的K 值與選定的折彎內(nèi)徑R 是一一對(duì)應(yīng)的,并不一定要求是實(shí)際測(cè)量的折彎內(nèi)徑。
(2)實(shí)際應(yīng)用過(guò)程中,影響展開系數(shù)的因素有很多,比如上模圓角、下模的V 寬、上下模角度等等,因此應(yīng)在工藝指導(dǎo)文件中需注明相應(yīng)K 值計(jì)算時(shí)所匹配的折彎模具和設(shè)備。
(3)該實(shí)驗(yàn)的展開系數(shù)是在比較規(guī)整的零件上測(cè)量的,實(shí)際成形精度與原材料本身、工件結(jié)構(gòu)、設(shè)備精度、模具精度等因素均有關(guān)。
5 總結(jié)與展望
本文通過(guò)設(shè)計(jì)實(shí)驗(yàn)測(cè)定了幾種典型板材的展開系數(shù),并將實(shí)驗(yàn)結(jié)果應(yīng)用于Creo 展開計(jì)算中,實(shí)現(xiàn)了對(duì)三維折彎零件的快速展開,得到了精確的展開尺寸。同時(shí),詳細(xì)介紹了Creo 的應(yīng)用過(guò)程及注意事項(xiàng),并與采用經(jīng)驗(yàn)K 值計(jì)算的展開尺寸進(jìn)行了對(duì)比。按照本文的實(shí)驗(yàn)方法,對(duì)企業(yè)獲取精密成形工藝參數(shù)提供了一定的參考。
另外,在實(shí)際的應(yīng)用過(guò)程中發(fā)現(xiàn),在使用Creo 展開過(guò)程中需按折彎工藝參數(shù)表手動(dòng)輸入K 值,此外還需核對(duì)圖紙?jiān)O(shè)計(jì)的折彎半徑,這一過(guò)程較為繁瑣且容易出錯(cuò)。另一方面,在實(shí)際的成形過(guò)程中,鋼板折彎后的應(yīng)力不同導(dǎo)致的回彈,也是影響成形精度的一個(gè)重要因素。因此對(duì)Creo 在精密成形中的應(yīng)用提出以下兩點(diǎn)展望。
(1)可將實(shí)驗(yàn)測(cè)量的K 值與R 值的計(jì)算公式導(dǎo)入Creo 中形成參數(shù)表,根據(jù)圖紙材料和折彎半徑自動(dòng)匹配展開系數(shù)與模具,能大大提高展開效率,且避免出錯(cuò),后續(xù)還可直接用于三維展開下料。
(2)使用Creo Simulate 模塊對(duì)不同折彎半徑下的成形應(yīng)力進(jìn)行模擬分析,分析在何種折彎半徑下,應(yīng)力最低,回彈最小,可用于指導(dǎo)折彎模具的設(shè)計(jì)。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
山東冶金(2019年6期)2020-01-06 07:45:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
