高端機脹斷連桿模具壽命提升研究與應用
2023-05-23 15:43:34肖宜仰劉宗江王超孫秀江陳榮標
鍛壓裝備與制造技術 2023年2期
關鍵詞:工藝
肖宜仰,劉宗江,王超,孫秀江,陳榮標
(濰柴動力股份有限公司,山東 濰坊 261061)
0 概述
連桿是柴油發動機的關鍵部件,需要具有良好的組織和優良的綜合力學性能。柴油機連桿毛坯屬于熱模鍛件,鍛造生產線采用機器人自動化生產,在高溫高壓作用下連續工作,模具由于承受金屬變形的抗力以及復雜的熱應力應變,常常產生嚴重磨損、疲勞裂紋和變形,模具壽命相對較低,導致換模頻繁,增加生產停滯時間,成本較高。因此,需研究提高連桿模具壽命的方式,降低生產成本。
1 模具失效形式及機理分析
熱鍛模具的主要失效形式有變形、裂紋、開裂、熱磨損四種[1]。
變形是指在高溫下毛坯與模具長期接觸使用后,模具發生塑性變形,主要表現形式為模具局部塌陷,一般出現在工作載荷大、工作溫度高的擠壓模具和鍛造模具凸起部分等。
裂紋是模具表面出現網狀裂紋。工作時溫差大和遭受急冷急熱溫度變化的熱鍛模具容易出現熱疲勞裂紋。
開裂是指模具本身承載能力不足以抵抗工作載荷而出現的材料斷裂,包括脆性斷裂、韌性斷裂、疲勞斷裂和腐蝕斷裂等多種形式。熱鍛模具的開裂(尤其是早期開裂),與工作載荷過大、材料處理不當以及應力集中等相關。
熱磨損是模具工作部分與被加工材料之間劇烈的相對運動引起的模具尺寸超差和表面損傷,相對運動劇烈和模具的凸起部位容易產生磨損失效。
鍛造連桿的工藝流程為:加熱—輥鍛—預鍛—終鍛—切邊沖孔校正—控溫冷卻。實際生產過程中模具壽命較低的為終鍛模,對現場報廢W13 連桿終鍛模的失效類型進行統計分析,結果如圖1 所示。在各種主要失效形式中,熱磨損約占88%,開裂約占7%,塑性變形(塌陷)約占3%,裂紋約占2%。因此,本次模具壽命提升的重點是降低終鍛模的模具的熱磨損。
熱磨損的產生機理是:在鍛造成形過程中,連桿與終鍛模之間因坯料成形流動而與模具之間產生摩擦。因此,為了減少終鍛模的熱磨損,從提高模具硬度以及減少摩擦系數兩個方面進行實驗驗證。
2 措施及驗證
通過以上分析,并結合實際情況,主要采取三項工藝措施進行驗證:模具材料及堆焊工藝、表面強化、模具潤滑。
2.1 模具材料及堆焊工藝對模具壽命的實驗驗證
實際生產中,鍛造連桿模具的制造采用型腔加工銑削,然后焊材堆焊的工藝,因此需研究焊材的材質對模具壽命的影響。本次驗證選用了焊材A、焊材B(目前在用)兩種型號的焊材進行對比實驗,如表1所示,考慮到焊材與基材(5CrNiMo)之間結合強度的影響,按照表2 的堆焊工藝進行工裝制作。

表1 焊材成分及硬度

表2 堆焊工藝方案
焊材的成分及硬度如表1 所示,焊材B 相對于焊材A 降低了Cr、Ni 元素含量,但增加了V、W、Ti等碳化物形成元素的含量,焊材硬度增加。對堆焊后的模具型腔硬度進行檢測,檢測位置為終鍛模下模大頭平面,如圖2 所示,結果如表2 所示,方案2 及方案3 相對于方案1 模具硬度提高了16%左右。

圖2 堆焊后終鍛模形態及硬度檢測位置
2.2 表面強化對模具壽命的實驗驗證
模具表面強化的主要目的是提高模具表面的耐磨性、耐蝕性、熱疲勞抗力、抗咬合性及抗高溫軟化性和潤滑性能,從而提高模具使用壽命[3]。表面滲氮是一種兼顧經濟性與靈活性,而且是最常用的鍛模表面強化方法。表面處理方法的選擇對于熱鍛模的壽命以及單件產品的成本都有很大的影響,故選擇合理經濟的熱鍛模表面處理方式是十分重要的[2]。對W13 連桿終鍛模采用氣體滲氮的方式進行表面強化,滲氮工藝如圖3 所示,滲氮后模具表面狀態如圖4 所示。對滲氮前后的模具型腔硬度進行檢測,檢測位置為終鍛模下模大頭平面,滲氮前終鍛模型腔硬度為48HRC,滲氮后模具型腔硬度為68HRC,結果顯示表面滲氮工藝顯著提高了型腔表面的硬度,硬度提高了42%左右。
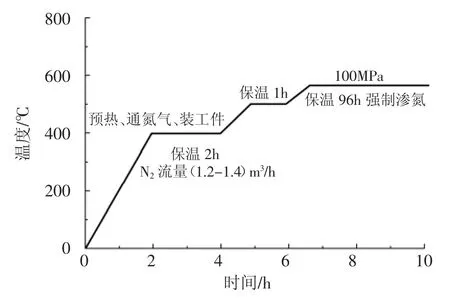
圖3 氣體滲氮工藝
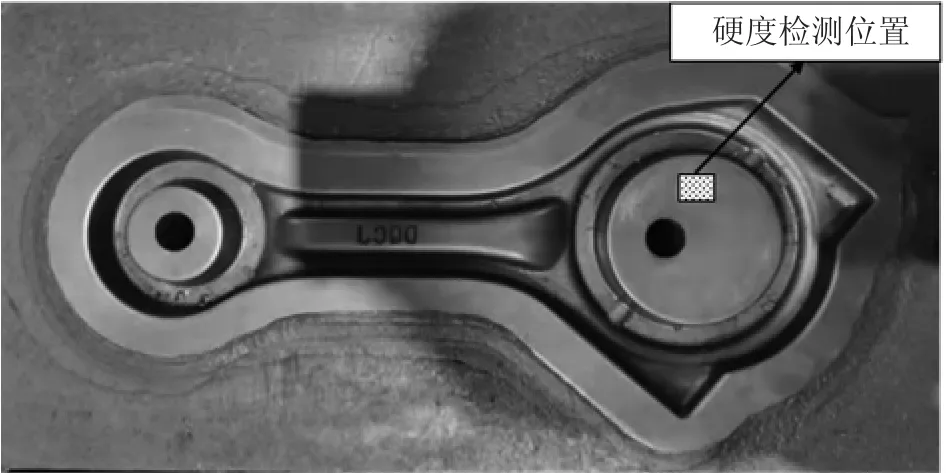
圖4 滲氮后模具表面狀態
2.3 模具潤滑對模具壽命的實驗驗證
W13 連桿在4000t 熱模鍛壓力機生產線實現自動化生產,現有脫模劑使用過程中,存在粘上模、下頂料桿不歸位等現象,造成生產線停機和模具壽命降低。本方案選用脫模劑A 和脫模劑B 進行驗證,其中脫模劑A 是目前現場正常使用的,作為對比試驗。兩種脫模劑的主要技術指標如表3 所示。
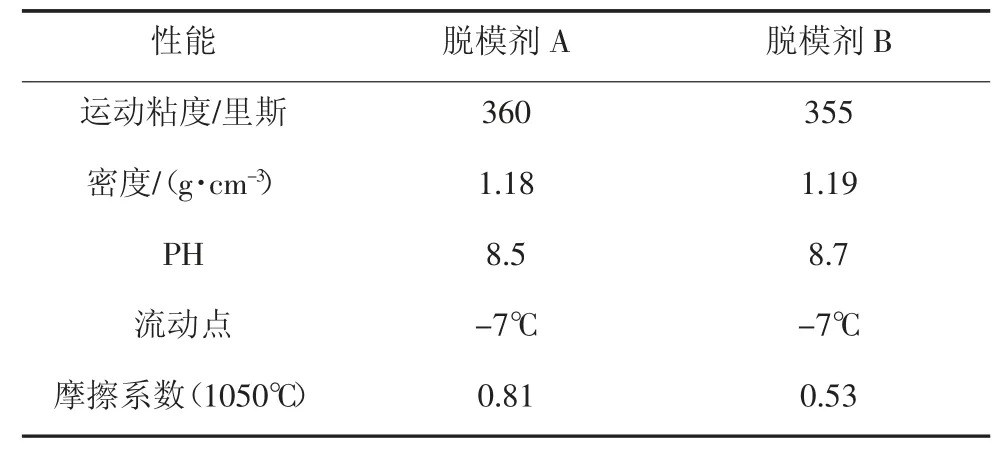
表3 脫模劑主要技術指標
3 驗證結論及建議
在4000t 熱模鍛生產線上進行W13 連桿生產驗證,分別統計三項工藝措施下的終鍛模壽命,驗證結果如表4 所示。

表4 工藝措施驗證結果表
驗證結論及建議:
(1)采用更高硬度的模具焊材,可以提高模具壽命,但是成本增加較多,壽命提升有限;焊材A、焊材B 與基材5CrNiMo 的結合強度基本沒有差別,焊材A 與焊材B 之間的結合強度也較好。
(2)氣體氮化工藝可以大幅提高模具型腔硬度,模具壽命提高34%左右,成本提高也在可控范圍內,缺點是氮化工藝時間較長,后期可針對氮化方式進行研究。
(3)通過改善模具潤滑可大幅提高模具壽命,而且成本可略微降低,是生產推廣的較好選擇。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
