一種雙造型圈V 法自動生產線布置
2023-05-20 04:29:38李志宏
鑄造設備與工藝 2023年2期
關鍵詞:模型
李志宏
(中國汽車工業工程有限公司,天津 300113)
V 法造型又稱真空密封造型,是采用干砂作造型材料,利用塑料薄膜覆膜造型并密封砂箱,依靠真空泵抽出型內空氣,造成型內箱外壓力差,使干砂緊實,以形成所需型腔的一種造型方法[1]。
長期以來,國內鑄造工廠的V 法生產線大部分采用雙穿梭振動小車式或轉盤式造型設備,造型后的翻箱、合箱、開箱多采用人工來完成,澆注也是擺地攤方式人工澆注,生產線自動化水平低,裝備比較落后,效率低,工人工作環境差,勞動強度高。2005 年,天瑞集團從德國HWS 引進一條用于生產火車搖枕、側架的自動V 法生產線,生產線的造型、起模、翻箱、下芯、合箱、澆注、冷卻及開箱全部在自動線上完成。自此后,造型圈式自動V 法生產線在國內有了較快的發展。
V 法生產線的布置要充分考慮車間物流的合理性、經濟性,并根據工藝流程和生產特點與車間總體工藝布局及公用系統等配套相銜接。本文主要介紹一種全新的上下砂箱分開造型的雙造型圈式V法自動生產線的布置、工藝流程、生產線主要設備及特點,在該生產線中,模型覆膜、噴涂料、烘干、放空箱、造型、起模、翻箱、下芯、合箱、澆注、冷卻、開箱、回空箱等工序均在生產線內自動完成。
1 V 法生產線主要工藝參數
鑄件材質為HT150-250,造型用型砂粒度為70 目~140 目。砂箱內腔尺寸:2 100×1 650×450(上箱)/650(下箱)mm;生產率≥10 型/小時,可以實現單副模型生產,也可以多副模型生產。澆注方式為半自動澆注機在線澆注,澆注時間≤2 min,鑄件保壓時間≥2.5 h,在線冷卻時長≥5 h,砂處理能力為60 t/h,出砂溫度≤55 ℃,砂箱用自動勾鎖箱,模具自動更換。
2 V 法生產線工藝布置
該V 法自動生產線主要由下箱造型圈、上箱造型圈、下芯線、澆注線、冷卻線、開箱冷卻線、空砂箱返回線、開箱機械手、砂處理系統、真空系統、除塵系統等設備組成。
V 法自動生產線的平面布置如圖1 所示。
3 V 法造型生產線工藝流程
3.1 造型系統

下箱造型圈:下箱模型上自動覆膜(模型抽真空)→噴涂料→涂料烘干→下箱模型轉運車(1)轉運模型至放空砂箱工位→下箱空箱機械手從回空箱輥道取下箱翻轉180°后放至模型上→至加砂工位加砂震實→至覆背膜工位自動刮平背砂、覆背膜(砂箱抽真空,模型真空斷)→至下箱模型轉運車(2),下箱起模機械手自動起模,砂箱翻轉180°后放至下芯線的底板小車上下芯→起模后的模型由下箱模型轉運車(2)轉運至覆膜工位開始下一工作循環。
上箱造型圈:上箱模型上自動覆膜(模型抽真空)→放置澆冒口、檢查修補覆膜→噴涂料→涂料烘干→上箱模型轉運車(1)轉運模型至放空砂箱工位→上箱空箱機械手從回空箱輥道取上箱后放至模型上→至加砂工位加砂震實→至覆背膜工位刮平背砂、覆背膜及取澆冒口(砂箱抽真空,模型真空斷)→至上箱模型轉運車(2),上箱起模機械手自動起模→人工檢查修型或下芯→上箱起模機械手至下芯線與下芯后的下箱合箱→起模后的模型由上箱模型轉運車(2)轉運至覆膜工位開始下一工作循環。
3.2 鑄型轉運及空砂箱返回系統
下芯線合箱后的上下箱經帶真空的下芯轉運車轉運至澆注線等待澆注機澆注,澆注線共兩條,交替工作→澆注后的鑄型由帶真空的端部轉運車轉運至冷卻線→再經冷卻線轉運車轉運至開箱冷卻線(不帶真空)→經開箱轉運車轉運鑄型至開箱機械手處→開箱機械手從開箱轉運車上提起整付鑄型至落砂工位落砂(開箱機械手提起整付鑄型后,開箱轉運車再轉運砂箱底板小車至下芯段)→鑄件落在格柵上,取鑄件機械手從格柵上取鑄件后放至鑄件冷卻線過跨車上的鑄件托盤上,再自動轉運至鑄件冷卻區冷卻→落砂后的空砂箱由開箱機械手將上、下箱分別放至回空箱輥道上并自動輸送至上、下箱造型圈處開始下一循環。
3.3 砂處理系統
開箱后砂子由集砂斗收集至螺旋給料機→振動輸送篩→沸騰冷卻床→提升機→螺旋給料機→中間砂斗→提升機→皮帶給料機→造型砂斗。
造型圈散落砂由散落砂皮帶輸送至振動篩,再進入沸騰冷卻床。
4 V 法造型生產線主要設備
4.1 造型圈設備
造型圈由上箱造型圈和下箱造型圈組成。每個造型圈均由換模型輥道、覆膜段及真空轉接裝置、覆膜機構、噴涂及涂料烘干裝置、模型轉運車(1)、空箱機械手、加砂段及真空轉接裝置、造型砂斗、雨淋加砂裝置、振實臺、覆背膜裝置、起模機械手、模型轉運車(2)等組成。上、下箱造型圈的布置圖如圖2 所示。
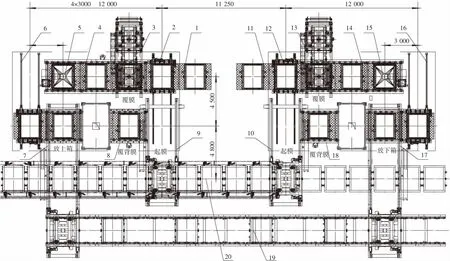
圖2 上、下箱造型圈布置圖
4.1.1 覆膜段及真空轉接裝置
覆膜段及真空轉接裝置由三段機動輥道和真空轉接裝置組成。三段機動輥道分別對應于覆膜工位、噴涂工位、烘干工位,每段輥道由一臺1.5 kW電機減速機通過鏈條驅動,輥道的輸送速度約為18.4 m/min,變頻調速;輥輪直徑為φ150 mm.
真空轉接裝置由固定真空裝置和隨動真空裝置組成,分別用于在模型停止和運行時的真空切換。隨動真空裝置由電機減速機通過齒輪齒條驅動,模型在輥道上開始運行時,隨動真空裝置上的真空閥與模型對接并打開真空,通過同步機構與模型同步運行,確保真空對接的可靠性。模型到位后,固定真空裝置上的真空閥開啟,隨動真空裝置上的真空閥關閉并返回原位等待下一工作循環。
4.1.2 覆膜裝置
覆膜裝置由展膜臺、覆膜小車、液壓缸推動的帶導向的覆膜架、裝于移動小車上的薄膜加熱裝置,焊接的鋼結構件等組成。
覆膜裝置吸膜框真空吸膜、加熱絲切膜、薄膜加熱、覆膜等動作均自動完成。
薄膜加熱采用石英電加熱管,加熱功率:70 kW.
覆膜框升降行程:上箱850 mm;下箱1 050 mm.
4.1.3 噴涂及涂料烘干裝置
為了保證現場工作環境,在噴涂工位設置有噴涂室,覆膜后的模型運行至噴涂室后開始噴涂料,噴涂室帶有抽風口,在噴涂室的進出口設置有升降門,避免涂料外溢。
涂料烘干裝置設有供氣和排氣管道,由涂料烘干罩、空氣加熱裝置、風機、供排氣管道等組成。涂料烘干罩通過液壓缸驅動可上下移動封閉模型,利用風機將加熱的空氣吹向模型表面,實現模型表面涂料快速烘干,減少熱量損失,提高烘干效率。
4.1.4 空箱機械手
空箱機械手用于自動提起回空箱輥道上的空砂箱并放到涂料烘干后的模型上。空箱機械手由H型鋼做成的機架、移動小車、帶擺臂開合的抱箱機械手、升降導桿系統等組成。
移動小車采用減速電機直接驅動行走車輪模式,導向輪導向,行走速度變頻控制。
帶擺臂開合的抱箱機械手升降采用液壓驅動,比例閥控制,可實現慢—快—慢功能;兩個擺臂的開合采用油缸驅動;砂箱的翻轉采用液壓齒條缸驅動,比例閥控制,速度無級可調。
升降導桿系統采用耐磨環導向,設有斯特封和防塵圈密封;導向桿整體調質,表面鍍硬鉻,耐磨可靠。
4.1.5 加砂段及真空轉接裝置
加砂段及真空轉接裝置由三段機動輥道和真空轉接裝置組成。三段機動輥道分別對應于放空箱工位、加砂震實工位、覆背膜工位,每段輥道由一臺3 kW 電機減速機通過鏈條驅動,輥道的輸送速度約為18.4 m/min,變頻調速;輥輪直徑為φ150 mm.
真空轉接裝置由固定真空裝置和隨動真空裝置組成,分別用于在模型停止和運行時的真空切換。隨動真空裝置由電機減速機通過齒輪齒條驅動,模型在輥道上開始運行時,隨動真空裝置上的真空閥與模型對接并打開,通過同步機構與模型同步運行,確保真空對接的可靠性。模型到位后,固定真空裝置上的真空閥開啟,隨動真空裝置上的真空閥關閉并返回原位等待下一工作循環。
4.1.6 起模機械手
起模機械手用于造型后砂箱的起模、翻轉及把砂箱運送至下芯線放箱或合箱。起模機械手由H 型鋼做成的機架、移動小車、帶擺臂開合的抱箱機械手、升降導桿系統等組成。
移動小車采用減速電機直接驅動行走車輪模式,導向輪導向,行走速度變頻控制。
帶擺臂開合的抱箱機械手升降采用液壓驅動,比例閥控制,可實現慢—快—慢功能;兩個擺臂的開合采用油缸驅動;砂箱的翻轉采用液壓齒條缸驅動,比例閥控制,速度無級可調。
升降導桿系統采用耐磨環導向,設有斯特封和防塵圈密封;導向桿整體調質,表面鍍硬鉻,耐磨可靠。
4.1.7 模型轉運車
模型轉運車采用減速電機直接驅動行走車輪及導向輪導向模式,行走速度變頻控制,確保轉運車在轉運過程中運行平穩、可靠、停位準確。
轉運車上設置有模型輸送輥道、模型定位裝置和模型抽真空裝置。
轉運車的軌道采用24 kg 輕軌。
4.1.8 雨淋加砂裝置
雨淋加砂裝置安裝在加砂斗的下部,采用矩形鋼管焊接后加工。該裝置的功能是將型砂較均勻的加入砂箱中,雨淋加砂裝置中有兩個活動插板,各由一只油缸帶動其往復運動,從而達到控制加砂的目的。雨淋加砂裝置帶有自動抽灰功能,避免灰塵外溢。
加砂孔直徑:65 mm;油缸行程:85 mm;加砂面積:2 100 mm×1 650 mm.
4.1.9 振實臺
整個振實臺由四只FESTO EB325-215 空氣彈簧支承,加砂前氣囊內通入壓縮空氣,振實臺升起加砂,然后開始振動。激震源為兩臺相向轉動的振動電機,激振力大小可調。根據產品的要求不同,振實臺震實時間及加砂時間均可調節。
4.2 鑄型推送缸及緩沖缸裝置
全線共有6 套鑄型推送缸及緩沖缸裝置。鑄型推送缸用于鑄型輸送軌道上帶砂箱的平板小車的推送,每次一個平板小車節距,推送缸采用比例閥控制,速度可無級調節。緩沖缸主要用于鑄型輸送軌道上帶砂箱的平板小車的緩沖及緩慢停止,緩沖缸采用兩級背壓的控制模式,確保鑄型在推送過程的平穩性,從而保證抽真空裝置的可靠性。
4.3 開箱機械手及取鑄件機械手
開箱機械手與取鑄件機械手整體封閉在開箱房內,共用一個桁架頂部的行走軌道。
開箱機械手用于從開箱轉運車上提起整付鑄型至落砂工位落砂,再把開箱后的空砂箱上、下箱分箱后分別放至回空箱輥道上。
取鑄件機械手用于從落砂格柵上提取鑄件并放至鑄件冷卻線過跨車上的鑄件托盤上,以便自動轉運至鑄件冷卻區冷卻。
4.4 電控系統
電控系統采用工控機和PLC 可編程序控制器相結合,PLC 采用西門子S1500 具有安全功能的可編程控制器,采用西門子的Profinet 現場總線,構建基于Profinet 架構的電控系統控制網絡系統,PLC通過Profinet 總線模塊連接現場的驅動變頻及非變頻電機、傳感器、按鈕指示燈等。
5 V 法造型生產線特點
5.1 工藝布局合理、物流順暢
生產線澆注區位于靠近電爐熔化區,方便鐵水從電爐到傾轉式澆注機的自動轉運;開箱區靠近鑄件冷卻清理工部,方便鑄件自動轉運至冷卻工部。
生產線采用上下箱分開造型的雙造型圈“一”字型開放式布局,人工操作工位及模型更換均處于開放的環境中,砂芯轉運及人流的通道都得到了較好的保證。
5.2 綠色環保、改善工作環境
生產線澆注區、開箱區、模型噴涂料處采用整體封閉再除塵的方式,確保煙氣不外漏;加砂震實處及砂處理所有轉運點均設置有除塵接口,在兩個造型圈加砂段下面設置有散落砂回收皮帶,改善作業環境。
所有真空泵布置在專用的真空泵房內,減少噪音污染。真空系統采用3 臺干式真空泵,均采用變頻控制,節能可達40%以上。
5.3 自動化程度高、可靠性高
1)采用上下箱分開造型的方式,大大提升工作效率;每個造型圈可實現單付或多付模型同時在線生產;造型圈隨動真空裝置采用同步機構,確保了真空轉接的可靠性。
2)可自動實現砂箱的鎖箱勾及解箱勾工作,減輕工人勞動強度。
3)可實現在線自動更換模型工作,提高工作效率。
4)特殊設計的真空閥及對接裝置等確保鑄型在轉運過程中真空裝置工作的可靠性,避免砂箱由于真空缺失造成的塌箱。
5.4 智能化、網絡化
生產線上每個鑄型的產品信息均可得到追蹤,生產線與澆注機聯鎖,澆注機自動接收每個鑄型的產品信息及澆注質量,對于廢型信號,直接跳過不澆注。
生產線設備配有相關數據采集接口,設備狀態數據、工藝設定參數及運行過程數據、產品信息、能源消耗信息等均可與工廠信息系統進行數據交互,滿足現代數字化工廠的要求。
6 結語
隨著我國由鑄造大國向鑄造強國的不斷轉變,以及國家鑄造產業政策新的要求,各V 法生產企業和裝備制造企業不斷地推動鑄造行業轉型升級,提升產品品質,實現鑄造裝備核心技術的不斷升級,自動V 法造型生產線設備的信息化、智能化、網絡化、綠色化必定是未來發展的方向,自動V 法造型生產線在國內一定會有較快的發展。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
