基于QC方法的縮短PCB底板壓裝時(shí)間技術(shù)研究
2023-05-18 22:59:12程虎李繪娟程鵬韓世忠
機(jī)電信息 2023年9期
程虎 李繪娟 程鵬 韓世忠

摘 要:PCB底板壓裝工序耗時(shí)長(zhǎng),嚴(yán)重影響了生產(chǎn)任務(wù)。鑒于此,基于QC方法,采用統(tǒng)計(jì)表、因果圖、柱狀圖等QC工具,從現(xiàn)狀調(diào)查、要因確認(rèn)、制定對(duì)策、對(duì)策實(shí)施、效果檢查幾個(gè)方面,提出了支撐模具讓位設(shè)計(jì)和墊模鏤空設(shè)計(jì)的思路方法,實(shí)現(xiàn)了縮短PCB底板壓裝時(shí)間的目標(biāo)。
關(guān)鍵詞:QC方法;PCB底板;壓裝時(shí)間
中圖分類號(hào):TN41? 文獻(xiàn)標(biāo)志碼:A? 文章編號(hào):1671-0797(2023)09-0077-05
DOI:10.10.19514/j.cnki.cn32-1628/tm.2023.09.022
0? ? 引言
質(zhì)量管理(QC)小組活動(dòng)作為一種質(zhì)量改進(jìn)方法,自1978年引進(jìn)我國(guó)后,在各行各業(yè)發(fā)揮了巨大的作用[1-3]。QC小組圍繞企業(yè)經(jīng)營(yíng)戰(zhàn)略、方針目標(biāo)和現(xiàn)場(chǎng)存在的問題,以改進(jìn)質(zhì)量、降低消耗、提高素質(zhì)和經(jīng)濟(jì)效益為目的,運(yùn)用質(zhì)量管理的理論和方法開展活動(dòng)[4]。PCB底板上連接器的安裝分為焊接型和壓接型[5]。壓接方式是通過魚眼端子等[6-8]將連接器引腳壓接到高速背板上的金屬孔內(nèi),通過魚眼端子的塑性形變與孔壁緊密連接起來,實(shí)現(xiàn)導(dǎo)電連接。采用壓接工藝的PCB不需要清洗,節(jié)約成本,環(huán)保安全,正在被廣泛接受和使用[9]。PCB底板的壓裝在整個(gè)電裝過程中普遍存在耗時(shí)長(zhǎng)的情況,因此,縮短PCB底板壓裝時(shí)間成為一個(gè)亟需解決的問題。
1? ? 實(shí)施過程
1.1? ? 現(xiàn)狀調(diào)查
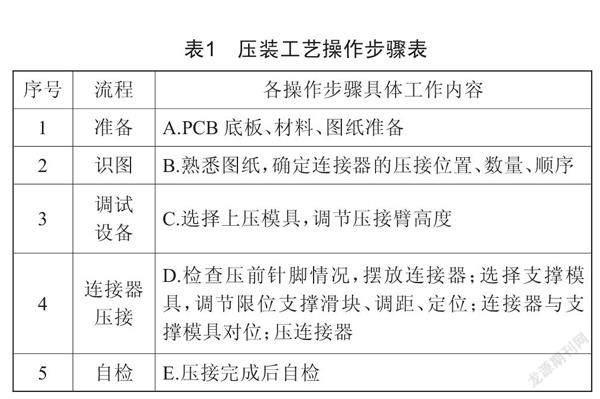
現(xiàn)行PCB底板壓裝工藝操作步驟如表1所示。
針對(duì)PCB底板壓裝情況,QC小組與同行業(yè)進(jìn)行了調(diào)研交流,獲知了在同行業(yè)中PCB底板的壓裝時(shí)間普遍約為70 min。
QC小組分別針對(duì)PCB底板的壓裝工藝流程、各壓裝步驟的耗時(shí)開展現(xiàn)狀調(diào)查。小組成員跟蹤調(diào)查了Ⅰ、Ⅱ、Ⅲ、Ⅳ四種典型PCB底板壓裝各工序的耗時(shí)情況,如表2所示。
從表2可以看出,連接器壓接工序耗時(shí)最長(zhǎng),因此,連接器壓接耗時(shí)長(zhǎng)是本課題的癥結(jié)所在。
1.2? ? 要因確認(rèn)
針對(duì)連接器壓接耗時(shí)長(zhǎng)這一癥結(jié),采用魚骨圖[10]從人、機(jī)、料、法、環(huán)5個(gè)角度開展分析,將討論的原因歸納總結(jié),如圖1所示。
采取現(xiàn)場(chǎng)調(diào)查、比較分析等方法,對(duì)造成連接器壓接耗時(shí)長(zhǎng)的7個(gè)末端因素進(jìn)行逐項(xiàng)確認(rèn),計(jì)劃表如表3所示。
依據(jù)要因確認(rèn)計(jì)劃表,QC小組成員對(duì)7個(gè)末端因素進(jìn)行了確認(rèn),找到了造成連接器壓接耗時(shí)長(zhǎng)的主要因素:支撐模具結(jié)構(gòu)單一。現(xiàn)有模具實(shí)物圖如圖2所示。
1.3? ? 制定對(duì)策
小組對(duì)已確定的要因制定了多項(xiàng)備選對(duì)策,將最有價(jià)值的對(duì)策列入對(duì)策表,如表4所示。
根據(jù)5W1H的原則,小組成員制定了以下對(duì)策,如表5所示。
1.4? ? 對(duì)策實(shí)施
1.4.1? ? 支撐模具結(jié)構(gòu)設(shè)計(jì)
PCB底板需壓接的連接器雖然種類多,但壓接時(shí)底板下方需提供一個(gè)支撐的反作用力的原理是相同的。再結(jié)合產(chǎn)品的特點(diǎn),對(duì)已裝聯(lián)的器件和連接器針腳做了對(duì)應(yīng)的讓位設(shè)計(jì),設(shè)計(jì)了結(jié)構(gòu)如圖3所示的支撐模具。
1.4.2? ? 支撐模具材質(zhì)選擇
由于支撐模具需要在壓接平臺(tái)上反復(fù)推送,從耐磨度、重量、成本幾個(gè)方面考慮,最終選擇了印制板的基材作為支撐模具的材料。實(shí)物圖如圖4所示。
1.4.3? ? 墊模結(jié)構(gòu)設(shè)計(jì)
由于支撐模具讓位空較多,多次摩擦和壓接會(huì)導(dǎo)致模具變形,為此又設(shè)計(jì)了墊模,將支撐模具放在墊模上整體推送使用。墊模的內(nèi)框尺寸與支撐模具外形尺寸一致,為了減輕重量,墊模增加了鏤空設(shè)計(jì),墊模與壓接平臺(tái)之間需要一定的摩擦力,以免壓接時(shí)發(fā)生移動(dòng),再結(jié)合耐磨度、重量、成本等幾個(gè)因素,最終選擇了鋁材作為墊模的材料,如圖5所示。
1.4.4? ? 實(shí)施過程
具體實(shí)施步驟如下:
(1)將墊模放置于壓接機(jī)平臺(tái)上。
(2)將支撐模具放置于墊模上。
(3)將PCB底板對(duì)應(yīng)放置于支撐模具上,注意PCB底板針腳與支撐模具鏤空讓位槽對(duì)應(yīng)。
(4)將上壓模具對(duì)應(yīng)放置于待壓連接器上。
(5)操縱壓接機(jī)對(duì)上壓模具施加壓力,直至連接器壓接完成。
實(shí)施示意圖如圖6所示。
2? ? 實(shí)施效果檢查
2.1? ? 壓接效果
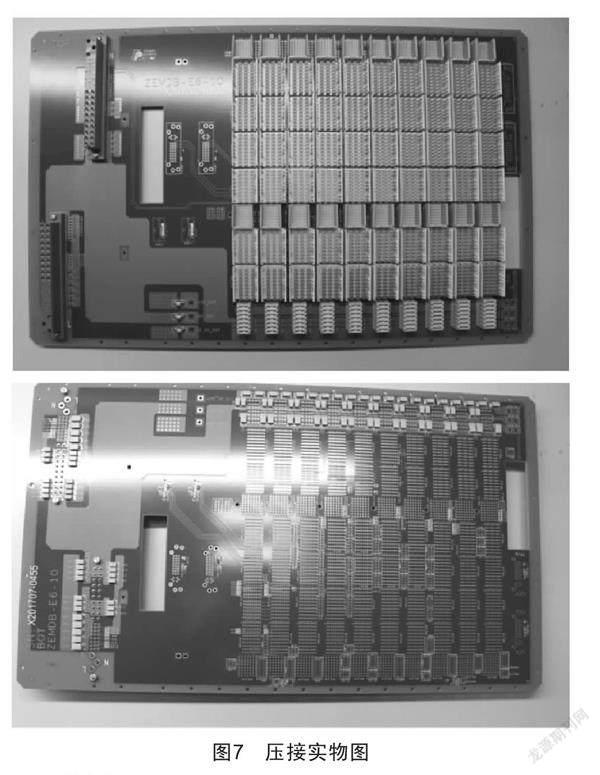
壓接實(shí)物圖如圖7所示。
2.2? ? 檢測(cè)
用塞規(guī)測(cè)量距離。
(1)壓接后PCB上表面與連接器下表面之間的距離為0.18 mm,符合≤0.2 mm的要求。
(2)壓接后相鄰兩個(gè)連接器的高度差為0.09 mm,符合≤0.1 mm的要求。
壓接后的參數(shù)指標(biāo)均符合單位標(biāo)準(zhǔn)要求,標(biāo)準(zhǔn)要求示意圖如圖8所示。
2.3? ? 實(shí)施后耗時(shí)統(tǒng)計(jì)
QC小組用科學(xué)合理的方法,制定各項(xiàng)有效措施,嚴(yán)格按對(duì)策表要求逐一實(shí)施后,同樣選擇Ⅰ、Ⅱ、Ⅲ、Ⅳ四種底板,分別對(duì)其連接器壓接耗時(shí)進(jìn)行了收集統(tǒng)計(jì),如表6所示。
實(shí)施前后效果對(duì)比圖如圖9所示。
以上結(jié)果說明:縮短PCB底板壓裝時(shí)間的問題得到了解決,PCB底板壓裝時(shí)間由原來的128 min縮短至68 min,達(dá)到了設(shè)定的縮短至70 min以下的預(yù)期目標(biāo)。
3? ? 結(jié)語
本文基于QC方法對(duì)縮短PCB底板壓裝時(shí)間的技術(shù)進(jìn)行了研究,通過對(duì)支撐模具進(jìn)行讓位設(shè)計(jì)和墊模鏤空設(shè)計(jì),制造了新的模具,解決了PCB底板壓裝耗時(shí)長(zhǎng)的問題。同時(shí),讓位設(shè)計(jì)和鏤空設(shè)計(jì)的思路對(duì)同類行業(yè)有一定的借鑒價(jià)值。
[參考文獻(xiàn)]
[1] EISCHEID J K, BAKER C B,KARL T R,et al.The quality control of long-term climatological data using objective data analysis[J].Journal of Applied Meteorology,1995,34(12):2787-2795.
[2] MERINO J.Quality management practices and operational performance:empirical evidence for Spanish industry[J].International Journal of Production Research,2003,40(12):2763-2786.
[3] 中國(guó)質(zhì)量協(xié)會(huì).質(zhì)量管理小組理論與方法[M].北京:中國(guó)質(zhì)檢出版社,2013.
[4] 宋云超.基于QC方法的縮短機(jī)車整車試驗(yàn)臺(tái)檢修時(shí)間技術(shù)研究[J].鐵道建筑技術(shù),2016(2):114-117.
[5] 徐英.JY型連接器壓接工藝技術(shù)[J].電子工藝技術(shù),2009,30(4):224-225.
[6] 李旺,倪曉森,萬侃侃.魚眼端子:CN203983559U[P].2014-12-03.
[7] 李松.一種采用魚眼端子的連接器:CN202423606U[P].2012-09-05.
[8] 李松.復(fù)合型連接器:CN202495592U[P].2012-10-17.
[9] 任金龍.一種PCB板的連接器壓接工藝研究與實(shí)現(xiàn)[J].城市建設(shè)理論研究(電子版),2015,5(33):3523-3524.
[10] 謝火瓊,周炳海,張曉霜,等.基于QC的發(fā)動(dòng)機(jī)缸體鑄造質(zhì)量問題改善[J].機(jī)械制造,2016,54(2):19-21.
收稿日期:2023-02-03
作者簡(jiǎn)介:程虎(1986—),男,湖北武漢人,高級(jí)技師,研究方向:無線電裝接。
