汽車立柱飾板的設計及其剛度分析
2023-05-17 01:54:10熊小羽
南方農機 2023年11期
熊小羽
(江西江鈴專用車輛廠有限公司,江西 南昌 330200)
汽車市場正在走向年輕化,各大汽車廠商在不斷迎合市場需求的同時,越來越注重汽車外觀和內飾的設計[1],追求汽車內飾件的精細化設計。汽車立柱飾板作為汽車內飾件的重要組成部分,主要功能是為車身立柱內鈑金、天窗水管、電器線束、安全帶和安全氣簾等提供經久耐用的包覆[2]。乘用車一般可分為A 柱上飾板、A 柱下飾板、B 柱上飾板、B 柱下飾板、C柱上飾板、C 柱下飾板。上飾板與頂棚搭接,下飾板與上飾板及汽車門檻搭接。筆者在概括汽車立柱飾板的常見成型工藝及與周圈零件的搭接關系和設計要點的基礎上,對某一款汽車B 柱上飾板進行剛度分析,為以后的立柱飾板設計提供借鑒。
1 立柱飾板的表面加工工藝
立柱飾板常見表面加工工藝可分為普通注塑工藝及低壓注塑成型工藝。普通注塑工藝立柱飾板表面采用粗皮紋,皮紋角度一般為7°,由于其成本較低,所以廣泛應用于中低端車型。低壓注塑成型工藝過程分別為抓取面料,面料在動模上定位,動定模合模并注料,保壓冷卻,開模頂出產品,取出產品[3]。由于低壓注塑成型工藝是將沖切好的面料直接覆蓋在陰模內,然后合模直接注塑成型,它能夠遮蓋塑料件上縮印、熔接線等注塑外觀缺陷,且能降低型腔注塑壓力,對模具材料要求較低,且由于面料與塑料件之間沒有膠水,相較于包覆件等工藝,其更有利于車內空氣質量。低壓注塑由于產品注塑壓力低,生產效率高,廢品率低,在中高端車型上使用比較廣泛,但是零件成本相對較高。
立柱飾板低壓注塑成型工藝表皮一般是無紡布,基材為PP 材料,產品表面R角至少3 mm 以上,脫模角度至少8°,產品翻邊不大于20 mm,否則注塑時面料會起皺、壓破。面料翻邊至少10 mm 以上,注塑件在此區域內不應有其他結構,否則表皮無法反包到背面。產品包覆表面不應有尖角和銳角。低壓注塑產品斷面表面弧線長度S(紅線長度)與跨距L的比值一般小于針織面料的伸長率。不同車型立柱飾板常用的表面工藝,如表1 所示。

表1 不同車型立柱飾板常用的表面工藝
2 立柱飾板與周邊件的匹配設計要求
立柱飾板設計時要綜合考慮強度、剛度、工藝、結構、造型和與周邊件配合的要求,筆者分別以立柱上飾板及下飾板為例進行簡要說明。
2.1 立柱上飾板與周邊件的匹配設計要求
對于乘用車來說,立柱上飾板可分為A 柱、B 柱、C 柱上飾板,其中A 柱上飾板與儀表板、頂棚、前擋玻璃、密封條等搭接,周邊件較多,故此處按A 柱上飾板來進行討論。
1)立柱飾板的安裝。立柱飾板一般采用金屬卡扣或有密封功能的塑料卡扣安裝,如果選擇金屬卡扣,則在漏水區需要注意防水。立柱飾板上常用的金屬卡扣如圖1 所示,對應鈑金開孔為6 mm×22 mm,安裝點區域周圈至少有6 mm 的安裝平面。若立柱上飾板內安裝有氣簾,立柱上氣簾區域的金屬卡扣一般為防脫卡扣,如圖1 右側所示,避免在氣簾打開時立柱脫落而傷害乘客。
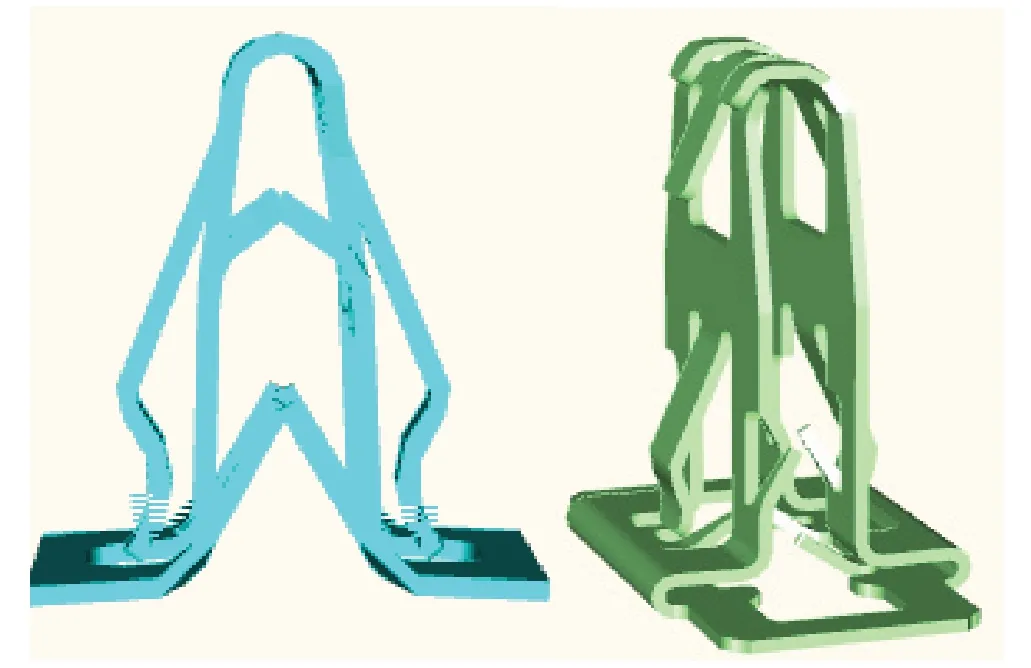
圖1 立柱飾板上金屬卡扣
2)A 柱飾板與儀表板的搭接關系。如圖2 所示,A 柱上應該至少有2 個插片插入到儀表板對應槽內,以便控制A 柱與儀表板的Y 向間隙。立柱上的插片長度至少15 mm 以上,與之匹配的槽在X 向的尺寸至少是插片長度的1.5 倍以上,即尺寸要在22 mm 以上,便于立柱的安裝。同時A 柱最低位置的安裝點距儀表板表面距離大約150 mm,A 柱最高位置的安裝點距離頂棚大約70 mm,保證A 柱與儀表板及頂棚的搭接間隙。A 柱下端需要有個平面與儀表板搭接,且搭接深度至少6 mm,確保良好的匹配外觀。
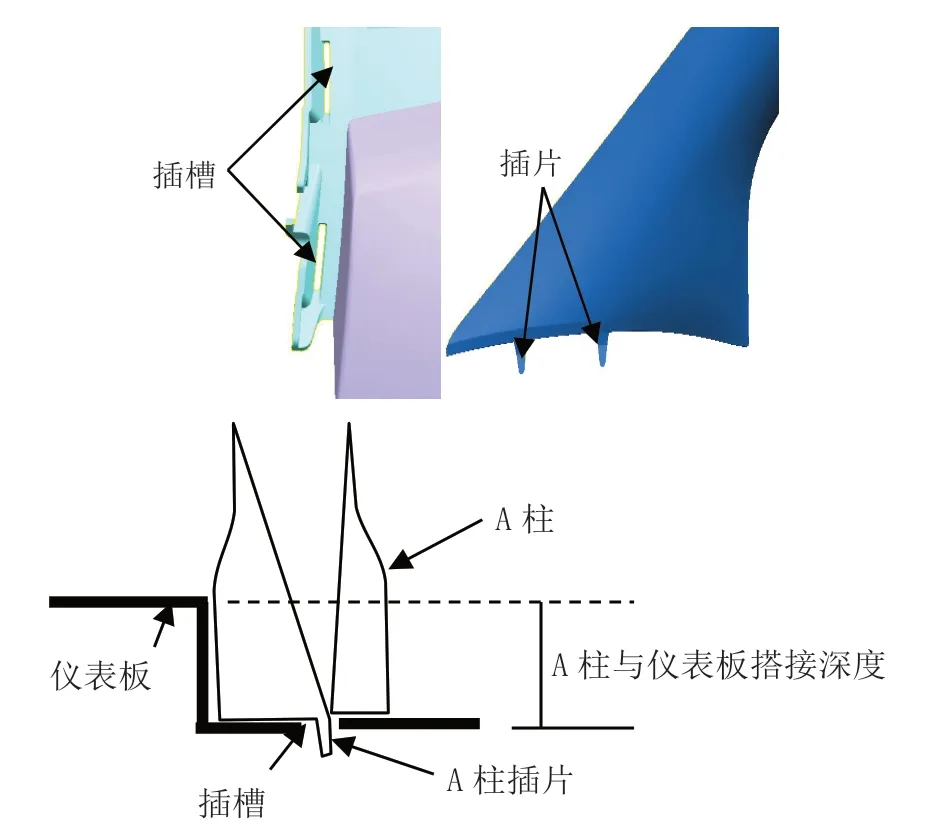
圖2 A柱飾板與儀表板的搭接
3)A 柱飾板與前擋的搭接關系。如圖3 所示,A立柱與玻璃的間隙需不小于3 mm,與玻璃黑邊的距離不小于6 mm。A 立柱邊緣需平順,且與玻璃的間隙需一致,保證良好的外觀。
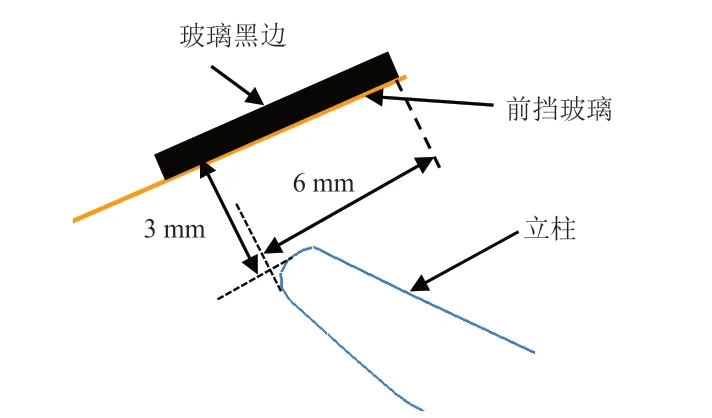
圖3 A柱飾板與前擋的搭接
4)A柱飾板與頂棚的搭接關系。A柱飾板與頂棚的搭接一般采用壓接配合,如圖4 所示,與頂棚配合應保證無漏縫[4]。立柱與頂棚的搭接長度是關鍵控制尺寸,太長有可能影響氣簾的爆破,太短則可能蓋不住頂棚毛邊,導致邊界外漏。一般A 柱與頂棚搭接量至少為5 mm,且A柱與頂棚搭接處的圓角需與頂棚A面圓角一致,防止漏縫,搭接處A 柱外觀最小圓角應大于R9。A立柱內飾板最高的安裝點離頂部的距離最大為70 mm,否則A 柱與頂棚會出現匹配不良情況。有時為了立柱與頂棚匹配美觀,頂棚上會做臺階。

圖4 A柱飾板與頂棚的搭接
5)A 柱飾板與密封條的搭接關系。如圖5 所示,立柱飾板與密封條配合時,一般要求密封條壓緊立柱飾板,不允許有縫隙產生。A 柱飾板與密封條的搭接面關鍵點在于傾斜角,需要保證傾斜角不小于密封條未張開時候的角度,因為一旦傾斜角過小,就會使得A 柱飾板和密封條之間存在縫隙,起不到密封的效果。如果傾斜角過大,可能頂起密封條,給零件整體的美觀帶來嚴重的影響。A柱飾板與密封條的相對過盈量一般設定在3.5 mm~4.5 mm,可以保證密封條始終處在緊繃的狀態,不會輕易地張開。一旦過盈量過小就會導致在外界施加力的作用下,A 柱飾板出現變形并且無法主動恢復,導致局部鼓包與縫隙出現。
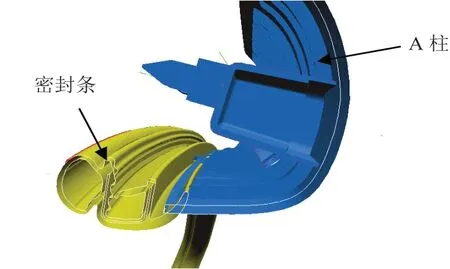
圖5 A柱飾板與密封條的搭接
6)A 柱飾板與上車拉手的搭接關系。在A 柱上內飾板上有時會布置上車拉手,在滿足造型效果,總布置人機操作性能的前提下,一般上車拉手與立柱上內飾板的周邊配合間隙大于6 mm,上車拉手與立柱上內飾板的操作間距L應大于30 mm。其中上車拉手由拉手本體、螺釘飾蓋、拉手安裝支架及安裝螺釘組成,拉手通過安裝螺釘與安裝支架連接,安裝支架再固定在車身上。此時上車拉手的固定點同時可作為立柱飾板本體的安裝點,將立柱上飾板固定在車身上。A柱飾板與上車拉手的搭接如圖6所示。

圖6 A 柱飾板與上車拉手的搭接
7)A 立柱與揚聲器的設計。有些車型A 柱上飾板會布置揚聲器,考慮揚聲器罩自身尺寸及工藝的要求,一般揚聲器罩與A 立柱護板一體注塑成型,設計籠音圈改善聲音效果,籠音圈高度一般與揚聲器密封墊零接觸或有過盈。揚聲器罩面積不得小于揚聲器面積,且揚聲器面積在揚聲器罩上的投影(通孔面積)不得小于揚聲器罩表面面積的40%。
2.2 立柱下飾板與周邊件的匹配設計要求
立柱下飾板包括A 柱下飾板、B 柱下飾板、C 柱下飾板,與其匹配的零件有密封條、立柱上飾板等。本研究簡要介紹立柱下飾板與上飾板的匹配設計要求。立柱上飾板與下飾板的匹配結果如圖7 所示,面差為0,間隙為0.5 mm。
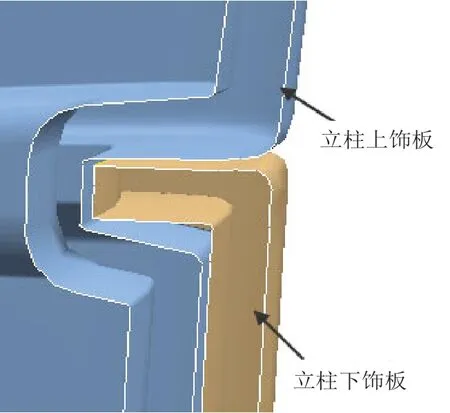
圖7 立柱上飾板與下飾板匹配結果
3 立柱飾板剛度分析
3.1 有限元分析方法及判斷依據
立柱飾板根據用戶在使用過程中與其接觸頻次的大小可分為三個區域,即高接觸區域、中接觸區域以及低接觸區域,每個區域的有限元分析標準及合格的判斷依據有所區別[5-10]。高接觸區域包括A 柱靠近乘客側的面、頂內飾和扶手等;中接觸區域包括A 柱靠近玻璃側的面、B 柱上飾板、C 柱上飾板等;低接觸區域包括門板地圖袋、門檻飾板、B 柱下飾板、側圍下內飾板等。利用有限元分析軟件,用直徑10 mm的圓盤垂直接觸立柱表面,并施加20 N的力,計算立柱飾板的變形量是否符合表2的要求。
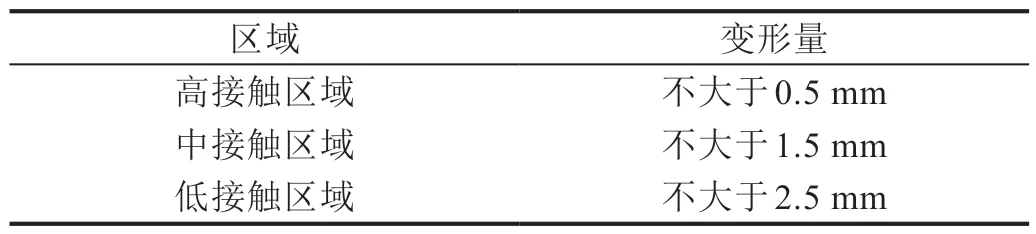
表2 立柱飾板CAE 分析結果判斷依據
3.2 剛度分析
本研究以某B 柱上飾板為例介紹立柱飾板的剛度分析。此飾板材料采用PP 材料,彈性模量為1 200 MPa,泊松比為0.4。將CATIA 建立的模型導入到HyperMesh 有限元分析軟件中進行3D 網格劃分,單元基本尺寸為5 mm,單元總數為8 735 個,節點總數為8 622 個。約束飾板與鈑金卡接點的6 個自由度,通過ABAQUS 求解器進行求解,計算B 柱上飾板的剛度。立柱飾板剛度分析如圖8 所示,B 柱上飾板最大變形量為1.425 mm,小于1.5 mm 的目標值,滿足設計要求。
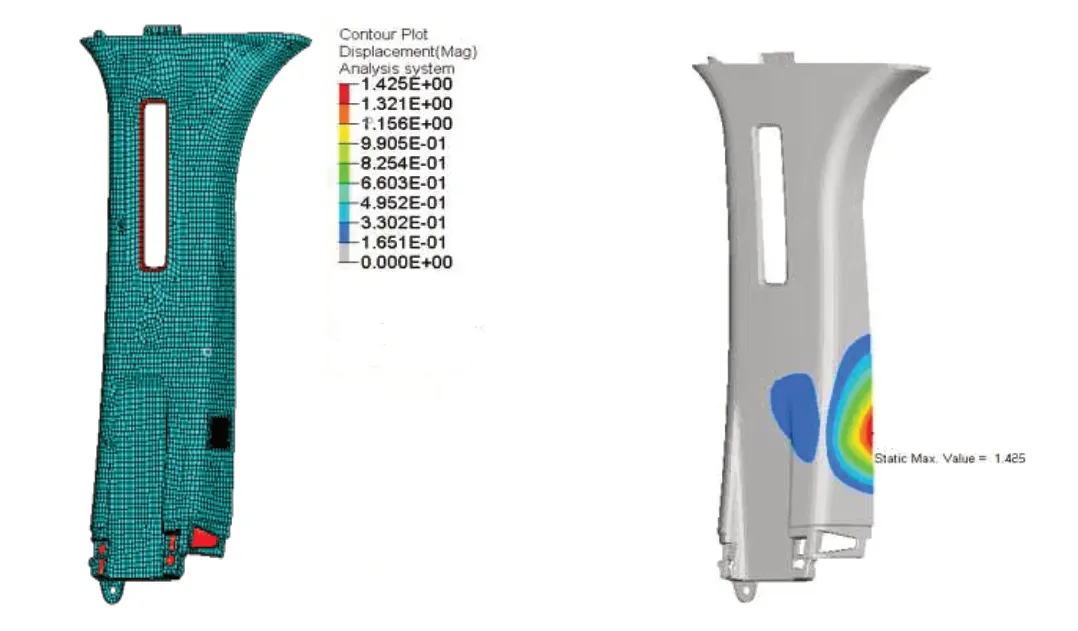
圖8 立柱飾板剛度分析
4 結語
1)介紹了立柱飾板的零件分類及表面制造工藝,并簡要說明了立柱飾板與周邊件的匹配設計要求,為后續車型開發提供借鑒。
2)介紹了立柱飾板的有限元分析方法及合格判斷依據,并以B 柱上飾板為例,利用有限元分析軟件HyperMesh 和ABAQUS 對其進行剛度分析,分析結果表明此飾板滿足設計要求。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03