驅動軸鎖緊螺母擰緊研究
2023-05-10 11:26:08陳桂釗胡林峰
汽車零部件 2023年10期
陳桂釗,胡林峰
廣汽埃安新能源汽車有限公司,廣東廣州 511441
0 引言
驅動軸鎖緊螺母作為整車中最重要的緊固件之一,可將驅動軸與輪轂軸承有效連接,以確保驅動電機或發動機的動力能正確傳遞、輸出,車輛能夠正常行駛。驅動軸兩端與配合件(差速器、輪轂軸承)連接,通過擰緊驅動軸鎖緊螺母,將輪轂軸承壓入驅動軸以完成裝配。然而,在實際擰緊驅動軸鎖緊螺母的過程中可能存在以下問題:①驅動軸鎖緊螺母已經達到設定的目標扭矩,但是輪轂軸承仍未完全壓入驅動軸,導致驅動軸與輪轂軸承不貼合,軸向仍存在間隙;②驅動軸鎖緊螺母在擰緊過程中,螺紋滑牙。這兩個問題都會對整車品質造成嚴重影響,如容易造成后期驅動軸鎖緊螺母脫出,從而使驅動軸與輪轂軸承分離,以至于車輛失去動力。
本文對以上問題進行簡單分析,并通過優化擰緊策略,增加正轉角度監控及反轉扭矩監控,對驅動軸與輪轂軸承裝配不貼合、螺紋滑牙的異常情況實施監控,實現對全部異常的及時識別,防止不良流出。
1 輪轂與驅動軸裝配分析
驅動軸兩端多采用花鍵與配合件連接,為減少車輛起步時大扭矩引發的輪轂軸承與驅動軸花鍵之間竄動而導致的異音,驅動軸花鍵通常設置一定角度的螺旋角[1-3]。在驅動軸與輪轂軸承裝配過程中,驅動軸的螺旋外花鍵與輪轂軸承的直齒內花鍵形成過盈配合,可有效地提升整車NVH性能。
零件設計或制造的精度波動,如輪轂軸承花鍵螺旋角增大、驅動軸花鍵跨棒距增大等,都會導致過盈量隨之增大。因此,只有更大的軸向力F才能將輪轂軸承完全壓入驅動軸。而螺紋滑牙也會導致扭矩大部分消耗在螺紋配合的摩擦上,轉化成軸力的部分相應減少,如此更是增加了驅動軸與輪轂不貼合的風險。驅動軸螺母裝配截面如圖1所示。
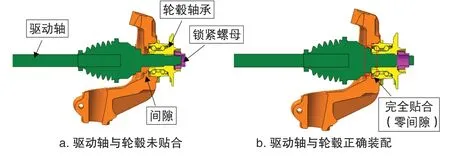
圖1 驅動軸螺母裝配截面
在擰緊驅動軸鎖緊螺母時產生軸力可將輪轂軸承壓入驅動軸[4]:
式中,K為扭矩系數;Ff為預緊力;d為驅動軸螺紋公稱直徑;P為驅動軸螺紋螺距;us為螺紋摩擦系數;d2為螺紋中徑;α'為螺紋牙側角;uw為輪轂軸承支承面摩擦系數;Dw為支承面摩擦扭矩的等效直徑。
當擰緊螺母產生的軸力Ff<F時,螺母將無法把輪轂軸承與驅動軸壓貼合。
2 擰緊滑牙探析
某車型在試制時,驅動軸螺母目標扭矩為360 N·m,在擰緊過程中經常出現螺紋滑牙,如圖2所示,或是擰緊達到360 N·m時,驅動軸柄部穿出螺母長度不足(驅動軸與輪轂不貼合)。但校核螺紋承受應力、排查螺紋質量狀態、內外螺紋嚙合狀態等一系列設計、制造指標,結果均滿足要求。

圖2 滑牙示意
使用擰緊設備進行擰緊測試時發現,當貼合扭矩<70 N·m時或貼合扭矩>70 N·m但以>70 N·m持續擰緊至貼合時的旋轉圈數在0.5圈以內時,沒有發生滑牙;當貼合扭矩>70 N·m且以>70 N·m持續擰緊至貼合時的旋轉圈數超過0.5圈時,容易產生滑牙,并且在高扭矩狀態下,持續旋入的圈數越大,螺牙磨損越嚴重。擰緊測試結果見表1。
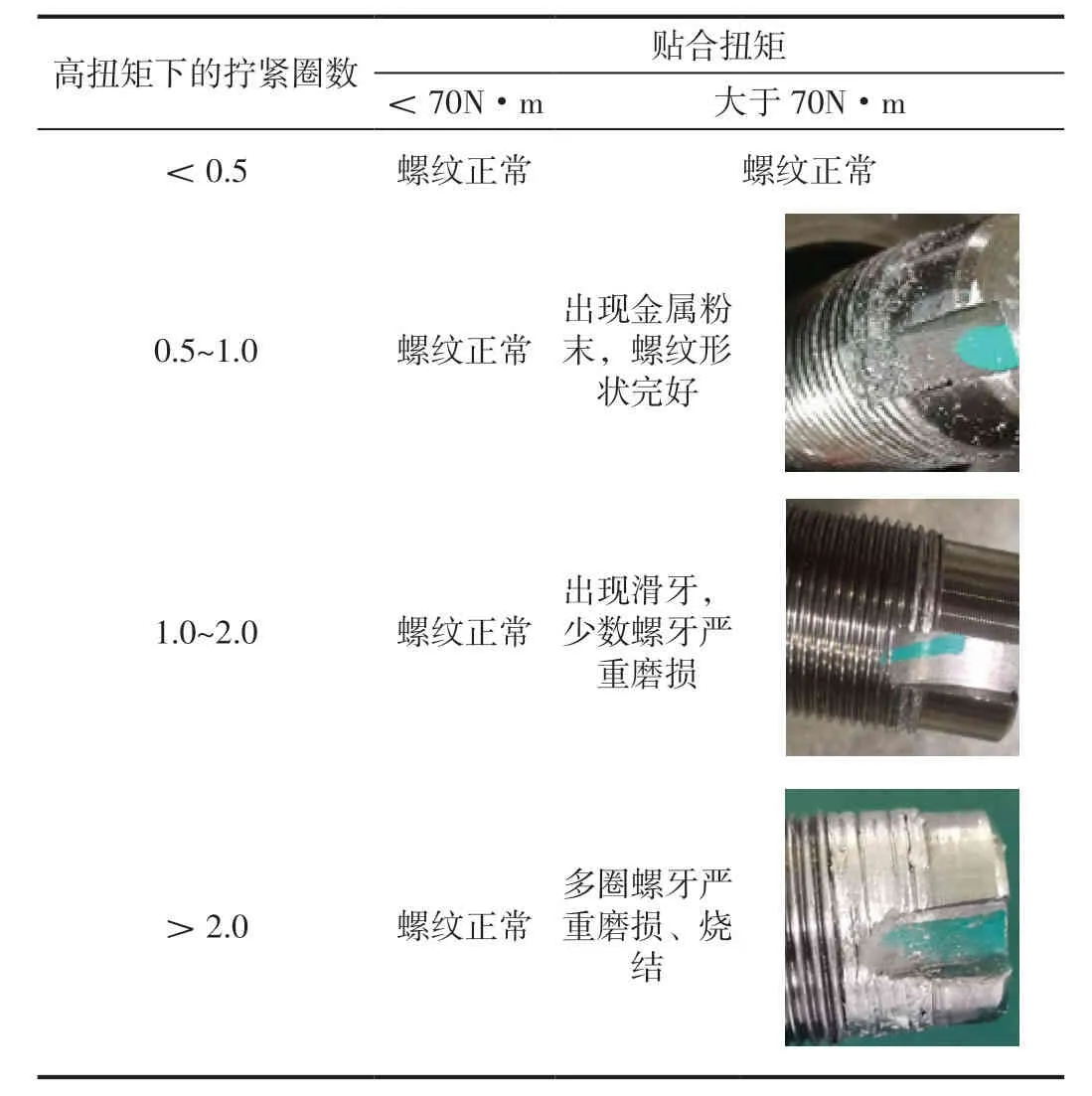
表1 擰緊測試結果
結合以上擰緊實驗以及對比其他車型發現,驅動軸花鍵螺旋角度越小,螺母將輪轂與驅動軸拉貼合的扭矩也越小,擰緊過程中不會發生滑牙。而驅動軸花鍵螺旋角越大,花鍵配合過盈量也越大,螺母將輪轂與驅動軸拉貼合的扭矩也隨之變大,旋進過程中將承受巨大的摩擦載荷。隨著螺母繼續轉動,摩擦行程增加,磨損加劇及產生大量熱量,破壞螺紋表面平整度,最終導致螺紋無法正常嚙合甚至燒結黏合,并且當貼合扭矩>70 N·m時,更容易出現滑牙問題。因此,本研究對驅動軸花鍵尺寸重新優化、加嚴管控,減少花鍵配合過盈量,將貼合扭矩降低至<50 N·m,成功地將車輛試制階段將問題解決,擰緊滑牙率從25%降低至0。
除了降低花鍵配合過盈量來減少滑牙的方法外,徐亮等[5]在裝配工藝上也做了改進。他們通過增加拉拔工裝,先將驅動軸與輪轂軸承拉拔貼合后,再進行驅動軸鎖緊螺母擰緊,由于此時螺母旋進處于自由狀態,無需承受推壓輪轂軸承而帶來的巨大摩擦載荷,最終也得以實現正常裝配,解決滑牙問題。
3 擰緊監控
在解析驅動軸螺母擰緊的過程中,通過多次研究、優化擰緊策略來解決問題及識別后續異常發生時的報警。安裝驅動軸鎖緊螺母所使用的工具為Atlas擰緊槍,型號為ETP ST101-750-25。擰緊槍配置有扭矩傳感器及角度傳感器,能夠實時采集螺母擰緊時的扭矩及角度數據,為實施多樣化的監控策略提供了基礎。
3.1 一次優化——增加正轉角度監控
在實際作業中,使用傳統的扭矩法實施驅動軸鎖緊螺母擰緊,并按照扭矩限值進行監控,無法發現輪轂軸承與驅動軸不貼合和螺紋滑牙異常。
圖3為螺母異常、正常擰緊時的扭矩-角度曲線。在使用擰緊槍緊固前,作業人員先把輪轂軸承穿入驅動軸并推壓至人手推不動的狀態,然后將螺母預擰至貼住輪轂軸承,所以開始用擰緊槍擰緊時,扭矩很快就達到25 N·m(圖3中a點),a-b段為螺母持續旋轉將輪轂壓入驅動軸的過程;b點表示輪轂軸承與驅動軸貼合,此時驅動軸、輪轂軸承、螺母三者形成剛性連接,扭矩將隨著螺母旋進角度的增加極速上升,即扭矩/角度曲線斜率陡然增大,且在旋進50°內就能達到目標扭矩360 N·m;當輪轂軸承與驅動軸未貼合時,斜率增加緩慢甚至不變,遠小于正常擰緊曲線斜率。
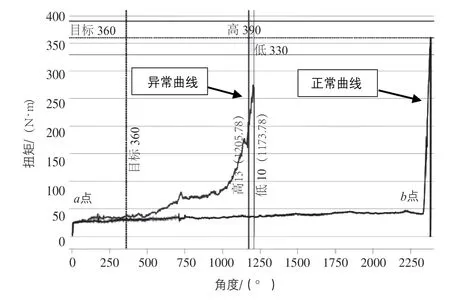
圖3 螺母異常、正常擰緊時的扭矩-角度曲線
當螺紋螺牙時,損壞后的螺紋無法正常嚙合并建立正確的摩擦系統,會影響工具擰緊至目標扭矩,進而也會增大螺母的旋轉角度,扭矩-角度曲線斜率也會比正常曲線斜率偏小。
基于螺母異常與正常擰緊時的扭矩-角度曲線的特征,可對擰緊過程增加角度監控以識別異常,并以50%目標扭矩~100%目標扭矩作為角度采集區間,采集n組有效數據。
角度均值:
標準差σ:
角度監控上限H:
角度監控下限L:
式中,n取100;xi表示第i組角度數據。
分別將H和L設置為螺母擰緊50%目標扭矩~100%目標扭矩之間轉動角度的上下限,進行擰緊過程監控。增加角度監控后的擰緊策略(目標扭矩360N·m)見表2。

表2 一次優化擰緊策略
通過增加角度監控可100%檢出螺母扭矩達標而輪轂軸承與驅動軸不貼合的異常問題,但是對螺紋滑牙的檢出率僅有90%~95%的概率,存在小部分無法檢出的情況。
3.2 二次優化——增加反轉扭矩監控
當螺紋滑牙嚴重時,螺牙嚙合異常,除了對整車品質造成影響,還會導致驅動軸鎖緊螺母無法拆卸,需要更換整個驅動軸與轉向節總成。這不僅浪費零件成本,線上返修還會嚴重影響生產可動率。為了實現對螺紋滑牙的100%識別,并及時報警、終止擰緊,繼續對擰緊策略進行優化。二次優化擰緊策略見表3。
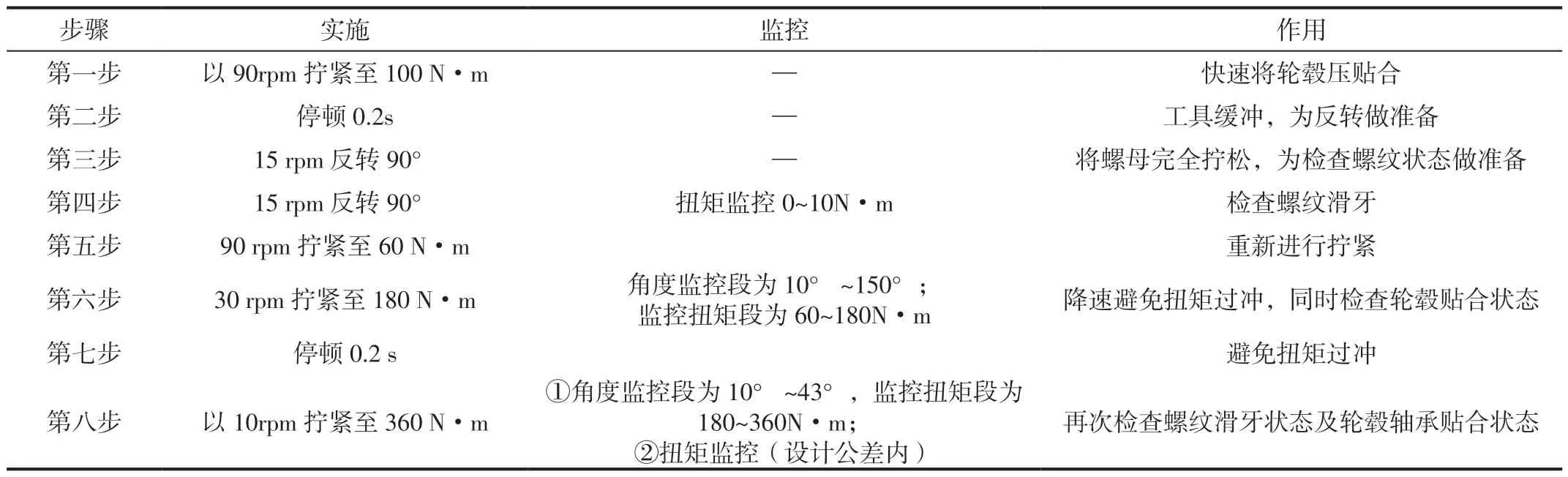
表3 二次優化擰緊策略
圖4為二次優化后螺母異常、正常擰緊時的扭矩-角度曲線。由于輪轂軸承、驅動軸剛性高,該連接結構屬于硬連接。為了提升擰緊效率,第一步擰緊速度設定為90 rpm,雖扭矩設定擰緊至100 N·m,但仍會稍微過沖至170 N·m左右,屬于正常現象,對最終品質保證不影響。曲線中a1、a2兩點分別為異常、正常擰緊過程中的第三步擰緊起點,即實施90°反轉,將螺母擰松以卸除扭矩,為后面檢查螺紋狀態做準備;b1-c1段、b2-c2段分別為異常、正常擰緊過程中的第四步,即實施90°反轉檢查螺紋狀態,當螺紋嚙合正常時,螺母擰松后,扭矩會變得較小甚至趨于零,如b2-c2段的扭矩僅剩4 N·m;當螺紋滑牙時,螺紋損壞無法正常嚙合,驅動軸與螺母螺紋相互剪切而殘余較大扭矩,如b1-c1段的扭矩仍殘余25 N·m,超過擰緊策略反轉扭矩監控限值10 N·m會觸發報警,實現滑牙的100%識別。
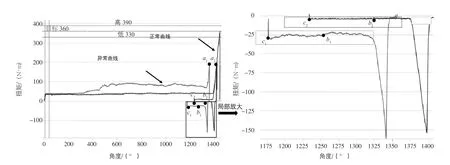
圖4 二次優化后螺母異常、正常擰緊時的扭矩-角度曲線
4 結論
本文從驅動軸鎖緊螺母擰緊的異常現狀出發,得出了裝配過程中驅動軸與輪轂軸承不貼合及擰緊螺紋滑牙是由驅動軸螺旋花鍵與輪轂軸承直齒花鍵過盈配合過度導致的,通過控制過盈量可有效解決問題。同時對擰緊策略做了探索,通過增加正轉角度監控及兩次反轉實施的扭矩監控對擰緊異常進行100%的有效監控。該擰緊策略的研究邏輯同樣可延伸至整車其他重點部位的擰緊以作參考。
