一種變厚度主軸滑套產(chǎn)品閉式鍛造工藝制定
2023-05-06 03:15:22李艷陜西法士特齒輪有限責(zé)任公司
鍛造與沖壓 2023年9期
文/李艷·陜西法士特齒輪有限責(zé)任公司
螺旋壓力機沒有固定的下死點,毛坯體積的誤差對其也沒有影響,自身帶有下頂出器可實現(xiàn)頂出,加之剛性好、調(diào)整方便、價格便宜等優(yōu)點,使其成為較理想的無飛邊模鍛設(shè)備。隨著鍛造行業(yè)的發(fā)展,閉式鍛造以其成形穩(wěn)定、鍛件質(zhì)量好、材料利用率高而成為一種新興的鍛造方式,各鍛造企業(yè)都迅速向閉式鍛造方向轉(zhuǎn)變。
問題分析
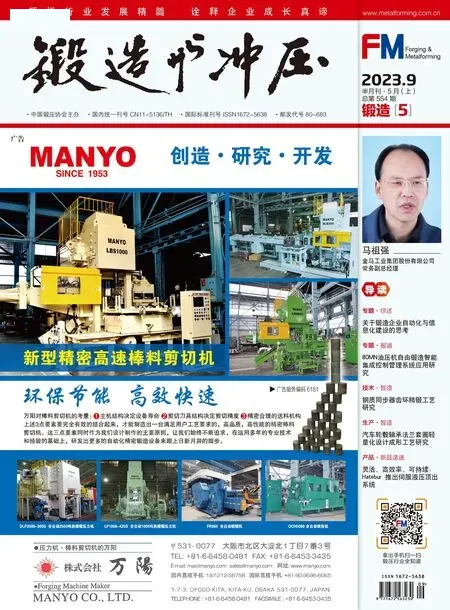
⑴某主軸滑套產(chǎn)品采用模鍛錘開式工藝(圖1),即鐓粗→鍛造→沖孔、切邊,存在如下缺點:
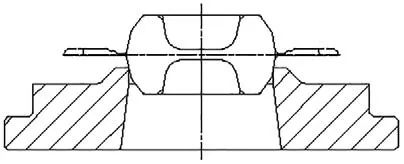
圖1 模鍛錘開式工藝
①鍛件易產(chǎn)生錯差;
②鍛件容易打薄;
③鍛件切邊不易放正,外觀質(zhì)量差;在機加工時不易裝夾定位,而導(dǎo)致報廢;
④鍛造工序工步多;
⑤鍛件加工余量大、有飛邊倉、廢料;
⑥模具承受沖擊力大,壽命低,基于以上質(zhì)量和其他的制約因素,加之該件較小的特點試圖設(shè)計螺旋壓力機上的閉式工藝。
⑵變厚度主軸滑套(圖2)在閉式鍛造時存在如下問題:
①產(chǎn)品最大投影截面與端面不重合,分模面難選取;
②將分模面設(shè)置在端部會增加大量工藝輔料。
閉式鍛造設(shè)計、試制和推廣
設(shè)計、試制過程
常規(guī)的鍛造以鐓粗變形為主,在外力作用下金屬主要向外流動,同時向下向上充填型腔,因此,該產(chǎn)品采用鐓粗+反擠的成形方法較好。設(shè)計將主軸滑套鍛件分模面設(shè)置在產(chǎn)品最大圓柱端面處,即圖2 中雙點劃線處。設(shè)計向側(cè)上的毛刺槽,保證圖3 中上模A 處強度。設(shè)計好型腔,用三維軟件不斷模擬優(yōu)化,得到圖3 的優(yōu)化模腔。鑲塊模設(shè)計導(dǎo)向鎖扣利于導(dǎo)向,根據(jù)成形力計算安排承鍛設(shè)備1000t 高能螺旋壓力機。
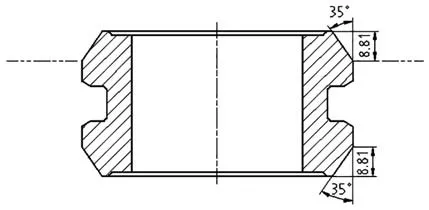
圖2 變厚度主軸滑套
圖3 優(yōu)化后的模具
設(shè)計和試制時將經(jīng)驗和理論模擬進行對照,該品種鍛件重要成形步驟(圖4)如下:
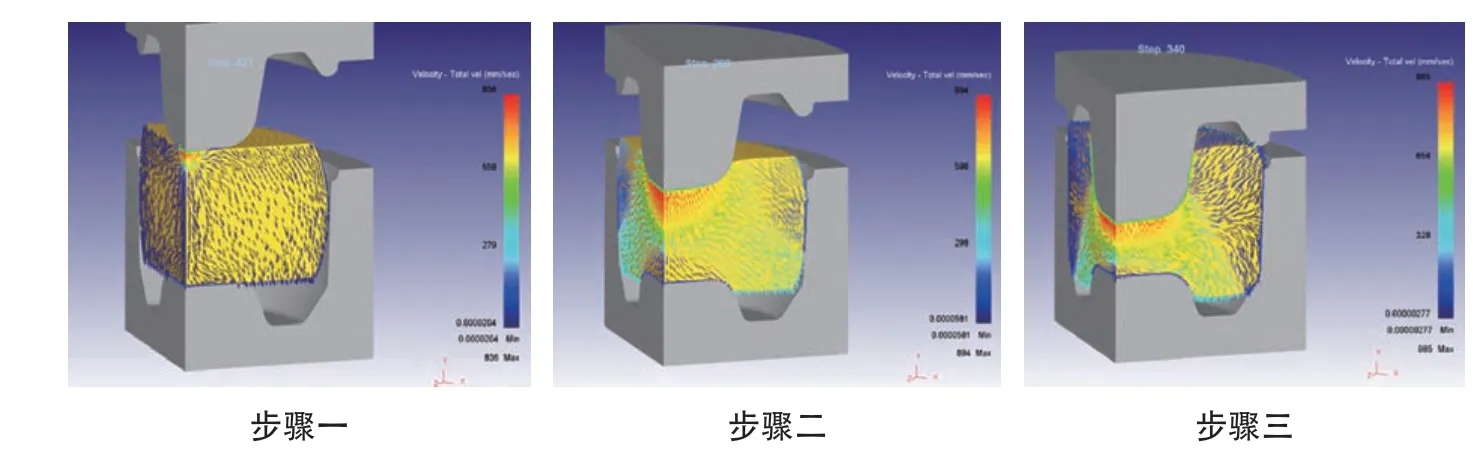
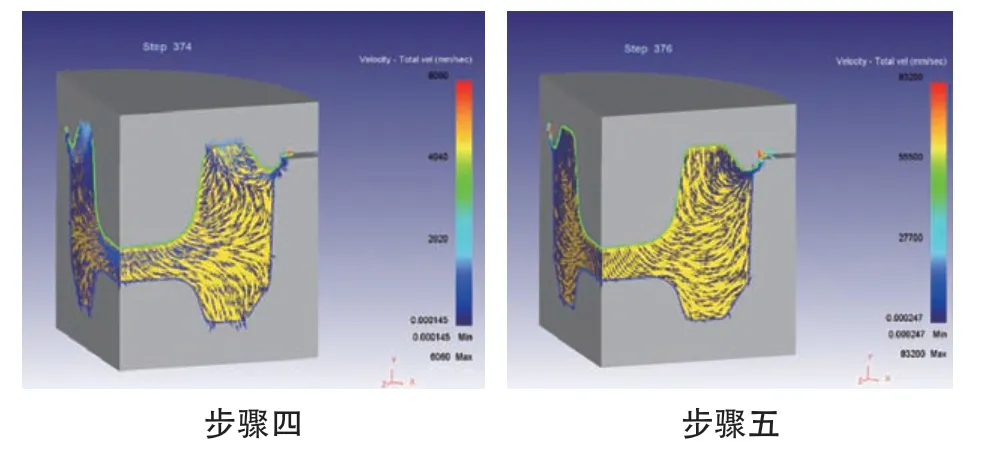
圖4 閉式鍛造重要成形步驟
⑴步驟一、二,圓餅放入模具下腔,上模下行,圓餅繼續(xù)鐓粗逐漸接觸側(cè)壁,此階段主要充填下腔;
⑵步驟三,側(cè)壁完全接觸,反擠成形加速充填上模腔,充填上腔同時擠出毛刺;
⑶步驟四,反擠后期充滿角隙;
⑷步驟五,型腔完全充滿,余料流向毛刺。試生產(chǎn)得到圖5 所示的鍛件。

圖5 試生產(chǎn)鍛件
推廣
此閉式工藝后續(xù)在另一臺630t 電動螺旋壓力機上試制推廣,這臺設(shè)備生產(chǎn)節(jié)拍快,生產(chǎn)閉式產(chǎn)品為了出模的原因需要逐件充分潤滑,引起下腔憋氣,下模圓角處不易充滿;調(diào)大打擊力后出現(xiàn)下模圓角處開裂的情況;減小打擊力增加了下模排氣孔,鍛件又鉆刺明顯。從充填和出模,型腔潤滑排氣幾方面考慮后改為分體式模具結(jié)構(gòu),多次試制后上批量生產(chǎn)。
有益效果
⑴產(chǎn)生薄而低的毛刺,機加工前車掉;
⑵解決變厚度產(chǎn)品鍛造分模面選取的難點;
⑶實現(xiàn)閉式鍛造,鐓粗→終鍛→沖孔,較開式模鍛省去切邊工步且生產(chǎn)速度明顯加快;
⑷提高鍛件質(zhì)量,錯差小,外圓質(zhì)量好(機加工裝夾基準面質(zhì)量改善明顯),鍛件尺寸穩(wěn)定;
⑸提高模具壽命,降低成本;
⑹鍛件加工余量小、較開式模鍛省去飛邊倉,減少工藝用料,實現(xiàn)較高材料利用率;
⑺充分利用螺旋壓力機的設(shè)備特點和成形優(yōu)勢,安排工藝過程適合的品種,實現(xiàn)設(shè)備產(chǎn)能最大化。
結(jié)束語
在本產(chǎn)品設(shè)計、試生產(chǎn)及推廣改進完善過程中得到以下經(jīng)驗:
⑴上下模毛刺槽間隙特別小,坯料金屬在封閉的模膛中成形,金屬流線分布合理。變形金屬處于三向壓應(yīng)力狀態(tài)下,提高了金屬材料的塑性。
⑵反擠開始后金屬較快完成充填型腔,不易擠出大飛刺,所以毛刺低而薄。
⑶不同種類設(shè)備的力能因素,生產(chǎn)安排節(jié)拍快慢,模體結(jié)構(gòu)等都會對成形產(chǎn)生影響,對此鍛件來說在相對大噸位設(shè)備上成形優(yōu)勢更明顯。
⑷坯料下料質(zhì)量越精確,端面質(zhì)量越好,毛刺越小越均勻。
⑸在規(guī)模大的鍛造廠,相關(guān)品種已成系列。根據(jù)經(jīng)驗直徑較大鍛件和承鍛設(shè)備成形穩(wěn)定性都高,而外形尺寸小、厚度薄和看似形狀簡單的鍛件試制時往往遇到的問題更多,設(shè)計試制過程更復(fù)雜。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03