鋼質同步器齒環精鍛工藝研究
2023-05-06 03:15:22王子孝吳江楊象勇浙江萬里揚精密制造有限公司鍛造工廠
鍛造與沖壓 2023年9期
關鍵詞:工藝
文/王子孝,吳江,楊象勇·浙江萬里揚精密制造有限公司鍛造工廠
同步器是汽車變速箱中實現變速的重要組件,齒環是同步器的重要零件,齒環的精度與質量會對變速的實際效果產生直接影響。隨著汽車工業的飛速發展,原銅質同步器齒環逐漸被鋼質同步器齒環取代,我公司同步器產品基本上是鋼質材料,需求量大,需要大批量生產。本文主要對鋼質同步器齒環精鍛工藝進行研究。原材料材質為20CrMnTi,精鍛前狀態為輾環粗車坯料;擬定精鍛工藝方案:粗車坯料→熱精鍛→車飛邊→退火→拋丸→高分子處理→冷精壓,通過確定熱精鍛坯料規格(含3D 模擬)、精鍛模具設計制造、精鍛工藝試驗等,確保精鍛過程中不會發生折疊、開裂、齒形充不滿、表面粗糙等缺陷,通過工藝驗證鋼質同步器齒環精鍛工藝是可行的,3D 模擬與實際驗證結果吻合一致。
確定熱精鍛坯料規格
此次研究的鋼質同步器齒環是用20CrMnTi 熱軋圓鋼經下料→加熱→預鍛→沖孔→輾環加工而成的毛坯通過粗車后獲得,外圓有3 個凸鍵和48 個小齒,凸鍵和小齒精度及表面粗糙度要求較高:凸鍵寬度偏差±0.1mm,對稱度公差0.15mm;小齒凸凹圓角小到R0.2mm,相鄰齒跳動公差0.05mm;非加工面表面粗糙度要求Ra3.2μm,精鍛后這些部位不再進行機加工。
鍛件成品造型理論重量為0.27kg,根據經驗數據,內外飛邊寬度為6 ~8mm,厚度為1.5 ~2.5mm為宜,以此測算下料總重量為0.39kg;坯料在模具內定位最佳選擇是齒根圓φ113mm 處,放適當間隙后坯料外徑可以按照φ112mm 確定;參考鍛件內孔尺寸φ94mm,初選坯料內徑為φ88mm、φ90mm、φ92mm、φ94mm四種,根據坯料總重量和內外徑尺寸計算出4 種坯料厚度分別為13.2 mm、14.2mm、15.5 mm、17.1 mm。
經過3D 軟件模擬(圖1),上述4 種規格的坯料,飛邊大小情況各不同,產品基本能成形,模擬結果顯示,2#規格坯料成形后內外飛邊較均勻,理論上是最合適的,待后續工藝驗證。
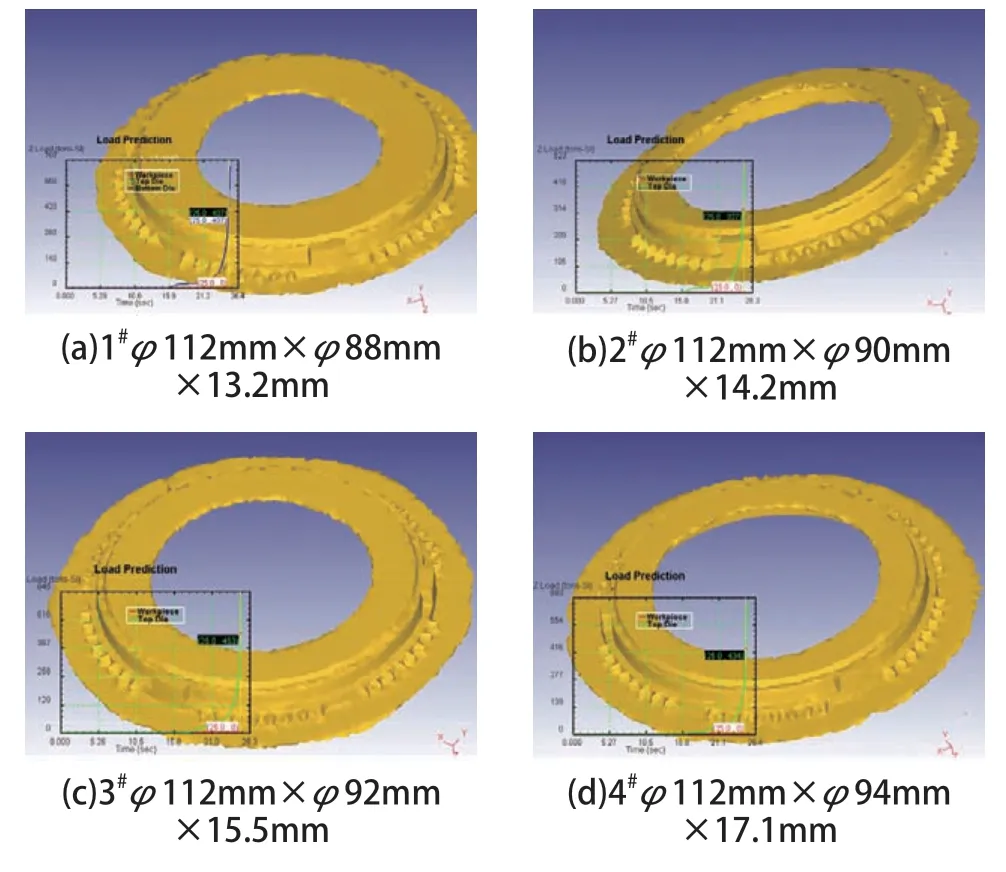
圖1 3D 模擬結果
精鍛模具設計制造
熱精鍛模具設計要點
按冷精壓鍛件圖,側面周邊減小0.1 ~0.15mm間隙,厚度加大0.5 ~1mm,從而獲得熱精鍛鍛件圖,熱收縮率為1.5%,由此可以確定熱精鍛模具型腔尺寸。此次工藝研究采用開式模鍛,設計內外飛邊槽,在下模內飛邊位置設計頂料桿。利用該設備原有模架尺寸設計熱精鍛模具的外形尺寸,與熱料直接接觸的型腔模具材料選用紅硬性較好的1.2367 制作,可以保證產品精度。
冷精壓模具設計要點
冷精壓模具型腔尺寸與冷精壓鍛件圖一致,頂出結構與熱精鍛模具類似,模具外形尺寸也按照原設備模架設計,齒形下模選用硬度高且耐磨性好的LD材料。
精鍛模具制造要點
模具型腔采用高速數控加工中心粗銑,熱處理后用電火花加工制造,最后采用專用拋光設備將模具型腔進行拋光處理。
精鍛工藝試驗
模具預熱
采用專用加熱裝置將模具預熱到250 ~300℃,便于齒形充填飽滿且不容易導致模具異常破裂。
坯料加熱
將粗車好的4 種規格坯料各20 件分別做好標識,在專用中頻感應加熱裝置中快速加熱到1150 ~1200℃。
熱精鍛
利用現有630 噸數控螺旋壓力機熱精鍛(模擬成形力為327 ~453 噸),將加熱后的坯料準確平放于熱精鍛模具齒根圓定位處,坯料外圓面與模具齒根圓貼合實現坯料定位,避免精鍛過程中發生折疊、齒形充不滿等缺陷,熱精鍛過程中還需用脫模劑對模具實施冷卻潤滑。
經現場工藝驗證,鋼質同步器齒環熱精鍛工藝試驗結果和3D 軟件模擬結果吻合一致,3D 造型圖和熱精鍛產品實物見圖2。四種規格的坯料中,規格2#成形效果最佳,內外飛邊大小均勻,既能保證產品各部位充型飽滿,又無折疊、開裂等鍛造缺陷,也不浪費材料。其余3 種規格坯料中:規格1#試驗結果為外圓飛邊較小,有少量齒形不飽滿,內飛邊較大,材料浪費比較多;規格3#和4#外圓飛邊較大。

圖2 3D 造型圖和熱精鍛產品實物
車飛邊
熱精鍛毛坯自然冷卻后將其內孔和外圓處的飛邊車除,厚度方向飛邊暫時不車,需作為后序冷精壓的精壓余量,厚度方向飛邊由后道機加工車除。
退火軟化
采用退火工藝將毛坯軟化處理,便于冷精壓成形。
拋丸清理
將退火后的毛坯在現有掛式拋丸機上進行拋丸清理,去除毛坯表面氧化皮。選用直徑小于0.4mm 的細鋼丸,便于冷精壓時保證產品表面粗糙度。
高分子處理
將拋丸后的毛坯進行高分子潤滑處理,提高產品冷精壓后的表面粗糙度和冷精壓模具壽命。
冷精壓
將高分子處理后的毛坯平穩放入冷精壓模具中,用現有1600 噸油壓機精確設置壓力后進行冷精壓試驗(實際需求1000 噸左右),每精壓一件產品后用高壓氣槍對模具型腔進行吹掃清理。經過檢測,冷精壓后的產品尺寸精度和表面粗糙度均滿足圖紙要求。
結束語
⑴采用熱精鍛+冷精壓的鍛造工藝可以實現鋼質同步器齒環的精鍛成形。
⑵3D 軟件模擬結果與鋼質同步器齒環熱精鍛工藝試驗結果吻合一致,完全可以指導鋼齒環模具設計,能夠縮短產品開發周期并降低開發成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52