汽輪機葉片切削加工工藝研究
2023-04-29 20:25:20張旭明
中國科技投資 2023年16期
關鍵詞:汽輪機
摘要:電站汽輪機是目前電力行業應用廣泛的發電設備,電廠在汽輪機運行及日常維修管理時,為確保汽輪機的運行安全與穩定,工作人員通常要定期進行零件質量檢查,及時找出隱患,并采取合理的措施加以解決。葉片是汽輪機中的關鍵零件,設計人員要通過增加葉片扭轉角以及削減葉片厚度,減輕葉片重量,而設計需求會直接影響葉片切削加工方式,為葉片生產加工帶來新的挑戰。基于此,本文重點從葉片的切削加工角度分析問題,結合基本工作流程和相關注意事項,研究如何通過提升葉片的精度和加工質量全面發揮汽輪機葉片通流效率,以供參考。
關鍵詞:汽輪機;葉片切削;葉片加工
一、常見汽輪機葉片的類型及其結構特點
(一)葉片的常見類型
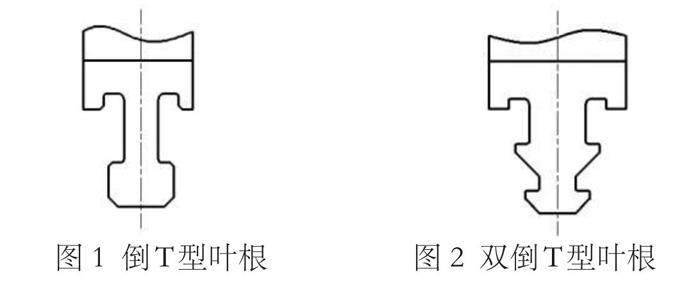
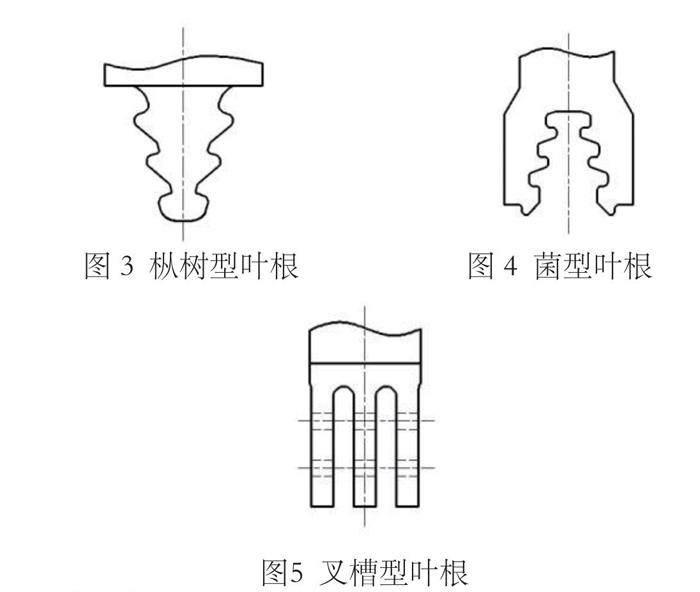
葉片的種類較多,不同葉片適用于不同結構的汽輪機,因此,在具體開展葉片切削加工工作前,應先確定葉片的種類,明確不同葉片的切削側重點。例如,常規葉片一般可以按照工作性質分成靜葉片和動葉片兩種類型。靜葉片是裝配在隔板上,靜止不動的葉片,根據裝配位置的不同有著不同命名。在蒸汽室中的靜葉片稱為噴嘴,在速度級中稱為導向葉片,靜葉片在汽輪機中承擔著為蒸汽流導向和使蒸汽加速的功能,使蒸汽流在進入下一列動葉組前改變方向。動葉片是裝配在汽輪機轉子上,需要通過葉根固定葉片,隨著汽輪機的轉子同時轉動,動葉片的主要功能是負責傳遞動力,汽流通過推動葉片帶動轉子轉動。兩種葉片的造型具有較明顯的差異,應分別編制不同的葉片切削工藝,確保成品葉片滿足生產質量的需求。另外,根據葉根的形狀進行劃分,將葉片分為倒T型、雙倒T型、樅樹型、菌型、叉槽型等多種類型。需要關注的是,不同形狀的葉片加工方式、生產工序和裝配要求具有一定區別,需要工作人員高度關注。葉根類型如圖1~5所示。
(二)葉片的結構特點
葉片的汽道型面決定著后續切削時的刀具運行路線,根據汽道型面的形狀以及是否扭曲可分為等截面直葉片和變截面扭曲葉片。在研究如何優化切削工藝時,應著重圍繞葉片結構進行綜合分析。實際上,葉片主要由葉根、汽道和葉冠組成,動葉片的葉根部分與汽輪機的轉子緊密連接,動葉片的葉冠部分具有外端固定的作用,與此同時,將所有葉片連接起來會形成封閉的槽道,以防止蒸汽流失。葉片的工作區域是汽道型面,其形狀多為直紋曲面或自由曲面,在將整級葉片裝配完成后,每兩只葉片的汽道型面會形成蒸汽通道,而汽道型面的加工精度和蒸汽通道的通流寬度會直接影響汽輪機的運行狀態。
(三)葉片的汽道型面結構分析
汽道型面的截面由汽道背弧形線、汽道內弧形線、進汽邊型線和出汽邊型線四段型線構成。較大的圓弧形狀進汽邊是為了更好地接納由各個方向進入的蒸汽;較薄的圓弧形狀出汽邊是為了降低蒸汽流出葉片時的損耗。葉片的汽道型面是整只葉片的主要工作部分,而葉片型面上的截面型線是整個葉片造型的關鍵,所以葉片型線必須要有足夠的精度和光順度,確保葉片的起動性能和轉換效率。對此,在落實切削加工任務時,可以考慮結合葉片組成結構的不同功能特征和安裝位置采取分步驟加工的方式,以分攤加工壓力、管控葉片質量,同時要重點關注葉片汽道型面的加工精度,確保加工效果滿足葉片的實際使用需求。除此之外,由于汽輪機的運行需求不同,預扭葉片的進出汽側汽道型面薄厚也會存在差異,尤其是出汽側部位較薄,剛性較弱,受到切削作用力的影響會發生變形的現象,這也是現階段的切削加工難題。
二、汽輪機葉片加工工藝流程及相關注意事項
要想科學提升葉片的精度,就要從葉片的加工制造環節著手,確定加工順序,了解每個加工環節的工作要點,管控工作質量及效率。
(一)基本工藝流程
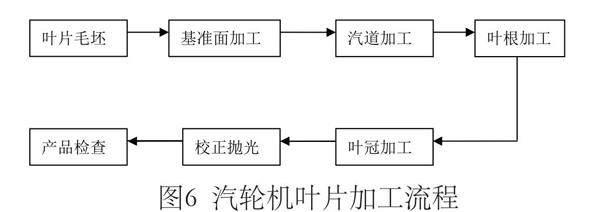
汽輪機的葉片加工流程較為復雜,工作難度及強度較大,要由專業工作人員以相互配合的方式開展。該工作的基本原則是遵循重要性原則,要結合汽輪機的基本運行原理,在葉片主要位置加工完成后,再進行葉片次要位置的加工。需要注意的是,先進行粗加工,后進行精細化加工。基本順序是先處理毛坯,后進行作業面的加工處理,關鍵要按照汽道、葉根、葉冠的順序開展基礎切削任務,每項工作流程都要設置專門的負責人管控工作效果。傳統的加工方式為先加工葉片毛坯,在銑出基準面后,打頂針孔,然后進行汽道型面的加工,最后加工葉根部分和葉冠部分。這種加工方式對原材料的利用率不高,加工精度受操作人員的技能水平限制,無法有效控制葉片質量。相關加工流程如圖6所示。
為了滿足目前生產加工需求,引進數控機床設備進行汽輪機葉片加工,利用數控編程軟件控制加工程序,將汽道型面、葉根、葉冠三個位置的加工合并,整個加工過程都在數控機床集成,一次裝夾成型。方鋼毛坯的葉片需要先銑準基準面,再進行粗精銑汽道工序加工;模鍛毛坯的葉片,需要先銑準工藝柄,然后進行粗精銑汽道工序加工。使用數控機床加工,可以避免人工因素影響葉片工件質量,提高加工效率。
(二)相關注意事項
以我國傳統火力發電廠使用的電站汽輪機為例,在常規的葉片加工環節中,通常應挑選合適的原材料,因為原材料的質量會直接影響最終葉片成品的使用效果。同時,工藝人員應提前按照汽輪機的產品圖確定葉片的參數信息,主要包括大小、形狀、汽道厚度等,并確定葉片的加工工藝流程,編制加工工藝以及后續成品葉片的裝配方案。新時期,在開展葉片切削加工工作時,應重點研究如何提高工作效率,涉及引進信息技術進行自動化、智能化切削加工的環節,這項工作有一定的操作難度,需要數控機床等基礎設施,確保技能人才具有對數控加工技術的靈活應用能力。另外,在實際工作中,考慮到人為因素、環境因素等對葉片質量造成的影響,加大監管力度,可以確保順利完成葉片加工任務。切削加工只是葉片制造過程中的基礎環節,使用數控機床進行粗加工、精加工處理時,一般要進行拋光、質量檢測,才能將葉片正式應用于汽輪機的安裝工作中。
三、汽輪機葉片切削環節的刀具應用思路
切削時使用的主要設施是刀具,鋒利度、下落的速度及角度等都會影響葉片的切削成果,應要求工作人員理清機床刀具的更換思路,理清換刀順序。具體工作流程如下:
(一)確定刀具的運行路線
汽輪機的葉片與其他金屬零部件不同,形狀較復雜,汽道型面設計上有曲面弧度,會導致實際切削難度較高。因此,機床工作人員使用普通銑床進行銑削加工時,需要不斷提升葉片的加工精度,更好地滿足葉片的精度需求,著重研究進行自動化切削的可行性。現階段,自動化切削的側重點是在數控機床上安裝刀具,選擇合適的刀頭后,預設刀具的運行路線,再啟動設備,數控機床進行自動切削。這就對相關數控機床編程設備的功能提出了較高的要求,目前較常見的方法是引進CAM軟件,并安排工作人員系統地學習數控編程軟件的操作方法。利用軟件對粗加工和精加工環節進行編程設計之后,還應進行數學建模,便于模擬刀具切削的全過程,精準確定刀具的運行路線。最后,將相關數據導入數控機床的控制系統中,機床全程動態化運行,在此基礎上準備開始切削加工。
(二)明確刀具與葉片的接觸點
在現場進行汽輪機葉片切削工作時,要掌握新切削加工工藝的操作方法,關鍵是對加工的第一片葉片進行校模時找出刀具和葉片的接觸點。通常情況下,如果校模過程的狀況不好,接觸點選擇不當,會導致切削位置發生偏移,引發較大的誤差,造成葉片報廢,機械加工工作的經濟成本提高。基于此,工藝人員應嘗試使用專業的編程軟件計算接觸點。一般要及時有序地構建三維坐標系,根據葉片曲面的弧度特點設定矢量坐標點,并在計算機的系統程序中設定刀具的運行參數,嘗試調整刀具的滾軸旋轉角度。例如,將刀具旋轉角度設置為20°,在刀具偏移的過程中觀察刀心和刀尖的距離變化情況。通常在順時針旋轉后,進行逆時針旋轉測試,以此觀察刀具的靈活度。此外,可以結合相關計算公式得出刀具轉動的矢量方向,從而得到各個接觸點處的切削力,并通過刀具運動時的坐標點變化情況,判斷刀具與葉片的各個接觸點位置,以此有針對性地開展精細化的切削加工任務。
(三)調整葉片的切削數據
在進行葉片切削工作之前,要總結以往的工作經驗,不斷研究如何簡化切削流程,提高切削水平。結合新時期的汽輪機葉片切削任務特點看,由于葉片的汽道型面不同,工藝人員在切削加工環節中要及時調整切削數據,通常可以先借助編程軟件收集校模數據,計算切削刀具的進刀量等參數,及時生成三維模型。影響葉片精度的切削數據包括切削速度、寬度、深度等,當工作人員認真調整這些數據后,葉片加工質量會顯著提升。但是在實際數據采集時,確保數據的真實和完整已經成為工藝人員關注的重點問題。因此,很多工藝人員都會嘗試針對一種葉片設置多個切削參數,通過反復實驗的方式選擇合適的參數,并為實際的切削工作提供準確的數據作為理論依據。
四、合理開展汽輪機葉片切削仿真實驗
要推廣現代化的葉片切削方案,就要在完成創新設計后進行仿真實驗,讓相關行業和人才都發現該切削工藝的應用價值,以此引導人們主動學習新的切削方案,提升葉片切削水平。
(一)實驗準備環節
在確定切削加工實驗前,要進行切削參數測試,主要用于分析方案是否具有可行性。在測試時,先為工作人員分配具體工作任務,并測試工作人員工作態度和能力,確保綜合能力符合參與切削工作的基本需求,避免人為因素影響葉片切削效果。同時,做好充足的前期準備工作,具體包括:首先,投入一定數量的毛坯,用于切削實驗的使用。其次,檢查數控機床的運行狀態,做好周圍環境的安全管理工作。最后,圍繞葉片樣本的特點穩步開展虛擬建模工作。一般建模時,要從多個角度完成任務,分別對機床、刀具、毛坯和工裝夾具完成建模操作。要注意及時建立數據庫,收集相關建模信息,為建模工作的穩步開展奠定良好基礎。當所有準備工作結束后,可以進行模擬切削操作,并擬定完善的內部管理制度,確保工作過程的規范、安全。
(二)實驗具體流程
本次切削實驗主要是在Vericut系統中完成各項操作的,并通過計算機顯示屏實時觀察實驗過程。通常要重點觀察葉片和機床、刀具之間是否存在摩擦、碰撞的現象,及時分析問題,調整裝置的運行軌跡。與其他實驗操作相比,Vericut系統的優勢是:當發生異常問題時,虛擬模型的相應部分會自動通過高亮顯示的方式標記問題,提示工作人員及時處理。應注意在實驗過程中設定好工件位置點,先進行樣本點采集工作,確保樣本點數量充足、數據真實,并按照規定要求修改參數信息和系統運行程序。整體實驗完成后,可以使用離線檢測的方式進行實驗評價。另外,應使用信息技術完整記錄工作中產生的數據信息,在實驗結束后進行工作總結,這是進一步創新葉片切削思路的關鍵,主要用于分析工作中是否存在不足。
(三)實驗結果分析
在分析切削加工實驗結果時,工作人員應及時標記汽道背弧面、內弧面、出汽邊和進汽邊的參數信息,綜合分析數值,統計葉片的變形情況,并結合國家對葉片質量問題出臺的管理規定,判斷切削加工誤差是否在合理范圍內。如果誤差較小,表示本次實驗科學有效,說明由此方法加工的葉片成品可以投入使用。同時,實驗結果也證明了葉片切削工作會受到多種因素的影響,這是后續工作中應關注的關鍵問題。另外,在優化切削參數后可以有效控制葉片變形量,證實了進行葉片自動化切削工作的可行性。不過,如果決定將實驗步驟應用于實際加工環節中,工作人員應結合以往的切削實驗數據進行對比分析,找出本次實驗的優勢和不足,由此設定下一步的工作目標,以此完善切削流程,讓葉片加工工作符合時代的發展需求。
五、結語
綜上所述,在進行葉片切削加工工作時,應根據不同運行方式的汽輪機中葉片的不同特點有針對性地制定切削計劃。葉片切削加工技術可以融入創新意識,引進信息技術及設備來提升切削水平,簡化切削流程,減輕員工的工作壓力,但需要提前進行仿真實驗,靈活調整切削數據,重新設計刀具的切削路線,還需要人才之間相互協作,共同分享工作經驗,總結工作優缺點,找出未來工作的著力點,全面提升葉片制造行業的整體發展水平,以此提高葉片制造的效率和質量。
參考文獻:
[1]周星,彭健棕,向小艷.汽輪機葉片切削加工工藝分析[J].新型工業化,2022,12(02):106-107+110.
[2]趙劉生,張小偉,陳月芳,等.汽輪機葉片薄壁曲面加工變形分析及切削參數選擇[J].工具技術,2019,53(10):51-55.
[3]孔祥志,郭智春.汽輪機葉片加工與自動化拋光研究[J].機械工程師,2019(04):171-172+174.
[4]莊緒華,張家軍,褚春祥.汽輪機葉片不銹鋼材料切削試驗研究[J].金屬加工(冷加工),2018(06):54-57.
作者簡介:張旭明(1996),男,遼寧省喀左縣人,大學本科,工程師(助理),主要研究方向為機械制造。
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
