重型載貨汽車中間支座裝配常見問題分析
2023-04-29 07:35:08李永康張博李碧云曹若飛
汽車工藝與材料 2023年3期
關鍵詞:解決方案
李永康 張博 李碧云 曹若飛
摘要:中間支座是重型載貨汽車車架與總裝懸掛系統之間的橋梁,具有連接平衡軸的作用,保證后橋和中后橋之間的受力均衡。針對某型重型載貨汽車中間支座在裝配過程中常見的中間支座翹曲、寬度超差和對角線差值超差問題進行研究,分析原因并制定了有效的解決方案,通過增加壓型導正銷孔、修復磨損模具、調整飛機梁總成寬度,調控不同位置打螺栓的先后順序措施,降低了中間支座裝配的不合格率和生產成本,提高了重型載貨汽車車架的整體質量和生產效率。
關鍵詞:中間支座 重型載貨汽車 工藝要求 解決方案
中圖分類號:U466? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220195
Abstract: The intermediate support is the bridge between the frame and the final assembly suspension system of a heavy truck that serves to connect the balance shaft, and keep the forces balanced between the rear axle and the middle/rear axle. This paper studied the common problems of intermediate support warpage, width and diagonal out-of-tolerance in the assembly process of the intermediate support for a heavy duty truck, analyzed the causes and developed effective solutions. By increasing the pressure type guide pin hole, repairing the wear mold, adjusting the width of the aircraft beam assembly, regulating the order of bolting at different positions, these solutions reduced the unqualified rate and production cost of the intermediate support assembly, improved the overall quality and production efficiency of the heavy duty truck frame.
Key words: Intermediate support, Heavy duty truck, Process requirement, Solution
1 前言
在重型載貨汽車上,中間支座主要起著連接平衡軸的作用,使用廣泛。目前,各大廠家裝配平衡軸都會不同程度用到中間支座,在中間支座的裝配過程中,能否滿足設計要求對后續平衡軸的裝配有著極其重要的影響,事關能否準確配合安裝,以及不能準確裝配時,配合現場采用剛性手段強行裝配后在整車行駛時對車架磨損程度影響。因此分析中間支座在裝配過程中的常見問題,對產品質量的提升有重要意義[1]。
想了解中間支座裝配常見的問題,就必須先了解中間支座與車架上各個零部件的裝配關系。中間支座裝配于車架后橋中心線位置,為了增加此處承重能力且更好地固定中間支座,在車架縱梁外側面裝配了一張較長的支撐板。中間支座的上端面與飛機梁下翼面通過螺栓連接,次上端面與縱梁下翼面相接觸,左右端面與左右支撐板通過螺栓連接。
2 中間支座裝配過程常見問題
2.1 中間支座翹曲
導致中間支座裝配翹曲的原因有2個,一是裝配中間支座附近的縱梁孔距下翼面尺寸超差,將中間支座側邊拉高;二是因為縱梁開口角度超差,翼面與腹面角度不是90°,造成中間支座與翼面接觸面傾斜。中間支座翹曲會導致總裝車間裝配平衡軸時難以落下,影響裝配進度,且強行裝配,會造成縱梁扭曲,行車過程磨損加劇,加快車架損耗[2]。
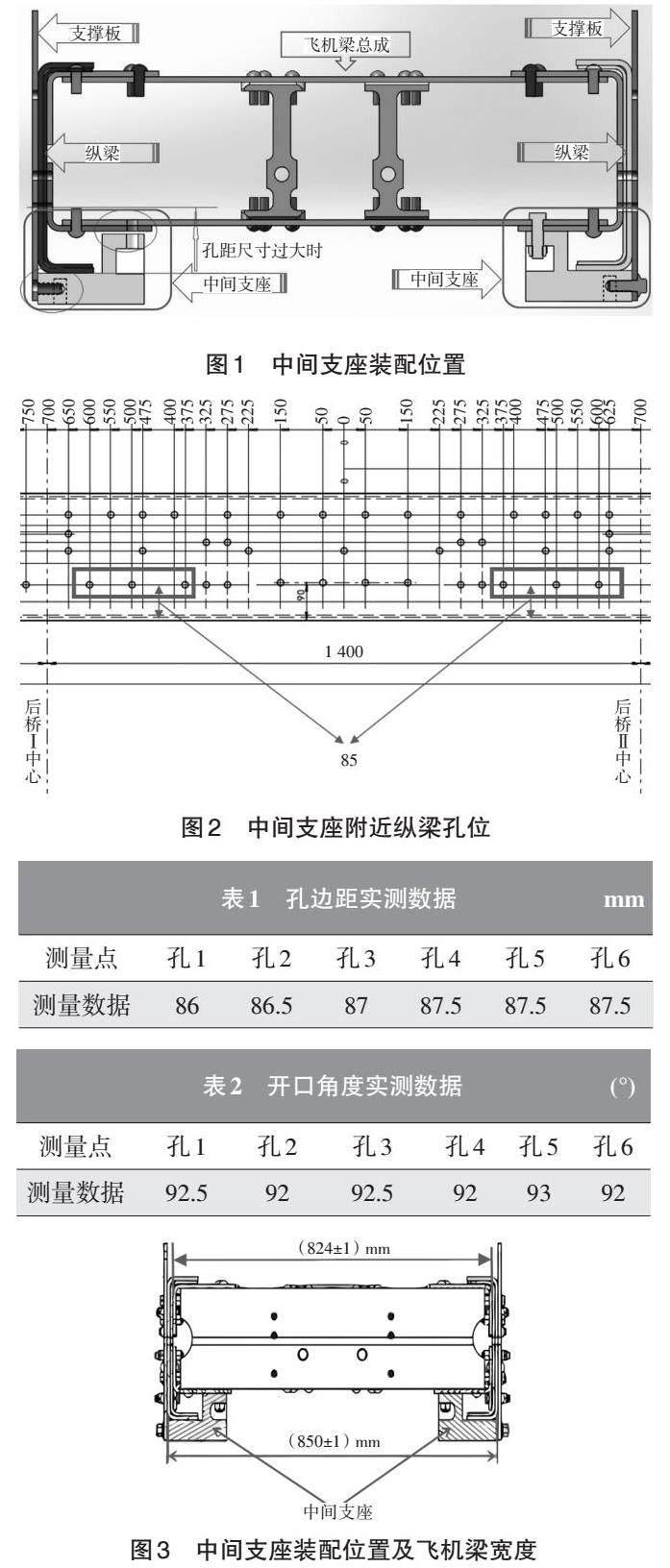
中間支座裝配位置如圖1所示。
案例描述:壓床加工縱梁后,測量發現中間支座附近的縱梁孔距下翼面尺寸超差,孔位距下翼面距離超出正公差要求范圍,縱梁孔位孔邊距工藝要求為(85±1) mm,中間支座附近縱梁孔位如圖2所示,選定位置從前到后為孔1到孔6,實測數據如表1所示。
車架縱梁的開口角度工藝要求為90°±1°,測量中間支座附近的縱梁開口尺寸,發現多個位置由于壓型設備老化,導致壓型后縱梁開口角度超過工藝要求范圍,這無疑會導致中間支座安裝后整體翹曲[3],嚴重威脅中間支座的裝配質量。實測數據如表2所示,選定的縱梁孔見圖2,方框內從前到后為孔1到孔6。
2.2 中間支座寬度尺寸超差
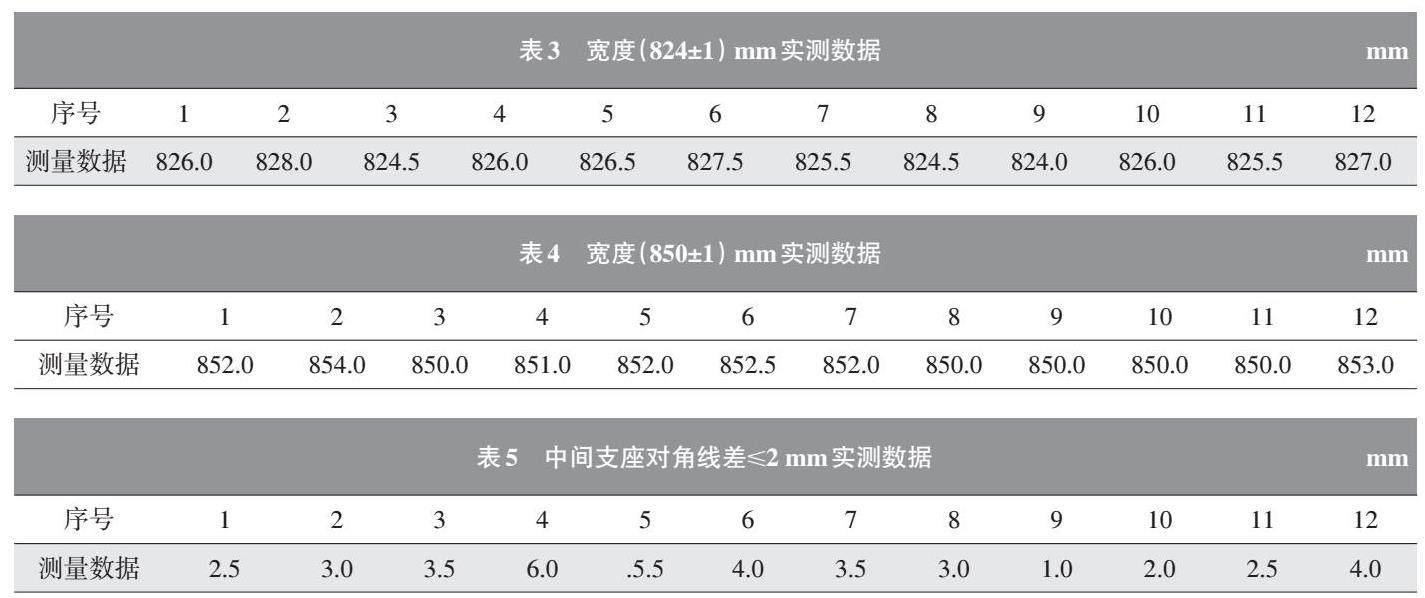
中間支座裝配后,車架寬度尺寸為(850±1) mm,若寬度超差較大時,會導致總裝平衡軸裝配困難,因總裝所用的平衡軸為一體式鑄件,整個寬度是固定不變的,中間支座處寬度超差,會導致中間支座的孔與平衡軸裝配孔左右偏差,螺栓無法穿過[4]。中間支座寬度超差主要是飛機梁寬度超差導致,飛機梁寬度與中間支座寬度關系如圖3所示。
案例描述:飛機梁總成寬度工藝要求為(824±1) mm,來料12件,檢測寬度最大處尺寸,如表3所示。
然后將飛機梁標號以此裝配到車架總成,檢測寬度最大處尺寸,如表4所示。
從表3和表4的數據關系可明顯的看出車架總成寬度與飛機梁寬度為正相關,飛機梁寬度超差是中間支座寬度超差的重要原因。
2.3 中間支座對角線差值超差
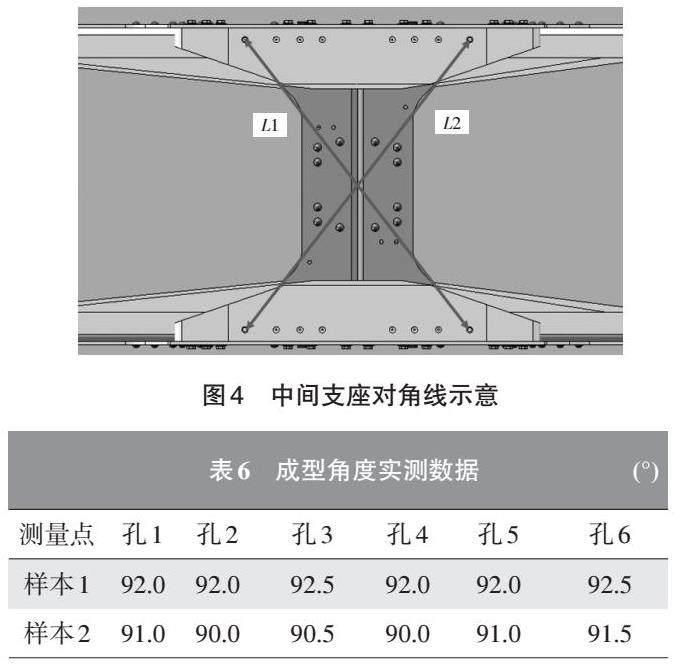
中間支座裝配車架后,可能會有對角線差值|L1-L2|超差,如圖4所示。對角線差值|L1-L2|超差較大時,會導致總裝車間處裝配平衡軸困難,因總裝廠所用平衡軸為一體式鑄件,對角距離是相等且固定的,中間支座處對角線差值|L1-L2|超差,會導致中間支座的孔與平衡軸裝配孔無法配合,螺栓無法穿過[5]。
案例描述:總裝裝配平衡軸時螺栓無法順利通過,測量中間支座寬度符合工藝要求,對本批次車架中間支座對角線測量,測量發現中間支座對角線差值|L1-L2|超差,對角線差值超出正公差要求范圍,車架對角線差值工藝要求對角線差值|L1-L2|≤2 mm,實測數據如表5所示。
3 中間支座裝配過程常見問題原因分析
3.1 中間支座翹曲原因分析
經問題分析可知,造成中間支座翹曲的原因主要是縱梁孔邊距和壓型角度超差。
壓床壓型后縱梁腹面孔孔邊距尺寸超差的主要原因為縱梁工藝導正銷孔布置不合理,平板加工問題使導正銷孔相對于其它孔垂直相對距離偏差大,壓床導正銷磨損或裝配問題。
角度超差主要是壓床模具磨損、沖壓參數不符合工藝導致沖壓不到位。
要解決該問題需排查以上所有的因素。
a.步驟1。檢查壓床導正銷是否有磨損或裝配不合理問題,發現無磨損且裝配正常。
b.步驟2。檢查平板加工后,導正銷孔相對于其它孔垂直相對距離是否有偏差。測量發現垂直相對距離都在相對公差內。
c.步驟3。檢查壓床模具的磨損程度以及沖壓參數設置,發現沖壓參數在工藝范圍,模具有不同程度磨損,要求車間檢修模具后加工。磨損修復前的測量數據作為樣本1,磨損修復后的測量數據樣本2,分別測量成型角度。實測數據如表6,選定的縱梁孔見圖2方框內從前到后孔1到孔6對應的縱梁折彎點。
d.步驟4。檢查工藝布置的導正銷孔,發現很多縱梁在中間支座附近無導正銷孔。
e.步驟5。縱梁工藝組在中間支座附近增加導正銷孔作為樣本3,附近無導正銷孔的作為樣本4,分別測量同一位置壓型后孔邊距。實測數據如表7,選定的縱梁孔見圖2方框內從前到后孔1到孔6對應的縱梁孔。
根據表格內容可判斷出壓床模具磨損是導致縱梁開口不合格的主要原因,在中間支座附近無工藝布置的導正銷孔是導致中間支座附近孔孔邊距尺寸超差的主要原因。
3.2 中間支座寬度尺寸超差原因分析
問題分析可知,造成中間支座寬度尺寸超差的原因主要是飛機梁寬度超差。
a.中間支座裝配在支撐板和飛機梁總成翼面孔位使用螺栓密切連接,左右中間支座寬度完全由車架寬度決定。
b.車架的寬度由飛機梁寬度加上內外梁厚度決定。圖紙要求飛機梁寬度為824 mm,縱梁厚度為8 mm,內加強板厚度為5 mm,車架總寬度為850(824+8×2+5×2) mm,故飛機梁寬度超差,會導致整個車架在中間支座位置寬度超差。
c.飛機梁寬度超差有2個原因,一是飛機梁連接板翼面孔距離折彎線距離超差,距離超過工藝要求,會導致寬度超寬,反之則會寬度不足。二是飛機梁連接板折彎角度超差,完成鉚接裝配后,連接板角度偏大偏小也會影響飛機梁寬度超差。
3.3 中間支座對角線差值超差原因分析
通過裝配現場調查,得知中間支座處與支撐板連接螺栓為從頭到尾依次緊固,如圖5所示。考慮到此處涉及到的4個零部件均有一定的公差帶,螺栓孔徑為Φ18 mm,螺栓為M16,裝配順序不當,預緊力使中間支座整體位移,必然會影響左右2個中間支座孔位,造成對角線尺寸差值超差。
4 中間支座裝配過程常見問題解決方案
4.1 中間支座翹曲解決方案
a.加工過程中時刻注意壓床模具磨損程度,及時修復模具磨損部位,保證縱梁開口角度在公差范圍;
b.在中間支座附近增加導正銷孔,保證縱梁孔邊距在公差范圍。
保證縱梁開口角度在工藝要求范圍內,避免縱梁下翼面頂著中間支座端面下翹。同理,縱梁孔邊距符合工藝要求,支撐板就不會帶著中間支座上下翹動。此時中間支座翹曲情況將會得到有效控制[6],受影響位置如圖6所示。
4.2 中間支座寬度尺寸超差解決方案
使用液壓缸調整后再緊固螺栓,如圖7所示。尺寸超過2 mm且使用液壓缸調整仍不能滿足要求時,需要更換飛機梁。現場車架總成處理后,必須復檢同批次飛機梁寬度尺寸,從根源上保證中間支座寬度在(850±1) mm范圍內,防止問題批量發生。
4.3 中間支座對角線差值超差解決方案
將試驗后的正確緊固順序寫入工藝指導書,要求現場人員要嚴格執行。對角線不合格的支座若已裝配完成,可松掉螺母后調整緊固順序重新緊固。裝配時先松開螺母,緊固螺栓要按先兩邊后中間的順序,依次緊固后再復緊,如圖8所示。
跟蹤12輛份中間支座車架,按照要求先松開螺母,按順序先兩邊后中間緊固螺栓,依次緊固后再復緊。測量對角線差值|L1-L2|,可控制到公差范圍內,實測數據如表8所示。
5 結束語
針對重型載貨汽車中間支座在裝配過程中常見的翹曲、寬度超差和對角線差值超差問題進行研究,根據現場實測數據分析深層原因,并逐一制定有效解決方案,通過增加壓型導正銷孔,修復磨損模具、調整飛機梁總成寬度,調控裝配螺栓的先后緊固順序措施,降低了中間支座裝配的不合格率和生產成本,提高了重型載貨汽車車架的整體質量和生產效率,并且對中間支座后續裝配問題提供參考。
裝配車間在車架裝配過程中,根據來料質量和裝配方式,可能會導致多種不同問題,需具體問題具體分析,挖掘深層次原因,制定相應的解決方案,不斷提高產品質量以滿足客戶需求。
參考文獻:
[1] 張瀟, 田志強, 章喆. 適用于重型自卸車牽引裝置的設計[J]. 汽車實用技術, 2022, 47(5): 42-45.
[2] 門秀華, 劉曉莉. 重型汽車裝配線的平衡性優化分析及應用[J]. 百科論壇電子雜志, 2021(8): 295-296.
[3] 許瑩. 重型載貨汽車底盤性能設計分析[J]. 汽車博覽, 2021(24): 43-44.
[4] 宋曉波. 機械結構拓撲優化在重型卡車平衡軸支架改進設計中的應用[J]. 汽車博覽, 2021(26): 19-20.
[5] 蔡東, 馮益坤, 劉志波, 等. 重型商用車懸架系統應用現狀及發展趨勢[J]. 重型汽車, 2021(6): 5-7.
[6] 彭湖. 重型商用汽車車架輕量化設計思考分析[J]. 精品, 2021(17): 212.
猜你喜歡
北京測繪(2022年5期)2022-11-22 06:57:43
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
鐵道通信信號(2020年1期)2020-09-21 08:55:00
家庭影院技術(2020年2期)2020-03-25 13:27:36
模具制造(2019年3期)2019-06-06 02:10:58
鐵道通信信號(2019年12期)2019-05-21 03:06:54
通信電源技術(2018年5期)2018-08-23 01:16:34
數字通信世界(2015年10期)2015-12-21 12:22:54
母子健康(2015年1期)2015-02-28 11:21:44