自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)水平位移測(cè)量方法研究
2023-04-06 09:18:38吳愛(ài)華王一幫梁法國(guó)
宇航計(jì)測(cè)技術(shù) 2023年1期
霍 曄,吳愛(ài)華,王一幫,欒 鵬,劉 晨,梁法國(guó),杜 靜
(1.中國(guó)電子科技集團(tuán)公司第十三研究所,石家莊050051;2.解放軍陸軍步兵學(xué)院石家莊校區(qū),石家莊050083)
1 引言
射頻芯片自動(dòng)測(cè)量時(shí),探針保持不動(dòng),依靠自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)水平(X 軸、Y 軸)和垂直(Z 軸)方向的自動(dòng)位移實(shí)現(xiàn)[1-6],能夠高效率的測(cè)量封裝前裸芯片的傳輸幅度及相位、反射幅度及相位等微波特性,達(dá)到篩選良好芯片和優(yōu)化設(shè)計(jì)的目的[7-9]。不僅節(jié)省了時(shí)間、減少了人力、物力和財(cái)力,而且在提高產(chǎn)品的一致性、可靠性等方面都具有重要的意義[10-13]。因此自動(dòng)和半自動(dòng)探針臺(tái)廣泛應(yīng)用于芯片測(cè)試領(lǐng)域[14-17]。生產(chǎn)廠家自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)結(jié)構(gòu)如圖1所示。

圖1 自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)示意圖Fig.1 Schematic diagram of chuck for automatic and semi-automatic probe platform
當(dāng)載片臺(tái)水平方向的自動(dòng)位移偏離設(shè)定的距離時(shí),會(huì)使微波探針的壓點(diǎn)位置發(fā)生偏差,如圖2所示,導(dǎo)致測(cè)試結(jié)果不一致,影響效率。如果偏差較大,使一個(gè)端口的探針脫離帶線直接壓至晶圓襯底上,襯底較硬會(huì)傷及探針,另一端口的探針壓至芯片的管芯上,從而破壞其物理特性,如圖3所示,會(huì)得到不可靠的微波參數(shù)測(cè)試結(jié)果,直接降低芯片的設(shè)計(jì)效率。經(jīng)調(diào)研,實(shí)際測(cè)試中,載片臺(tái)水平方向位移偏差不能超過(guò)±10 μm。
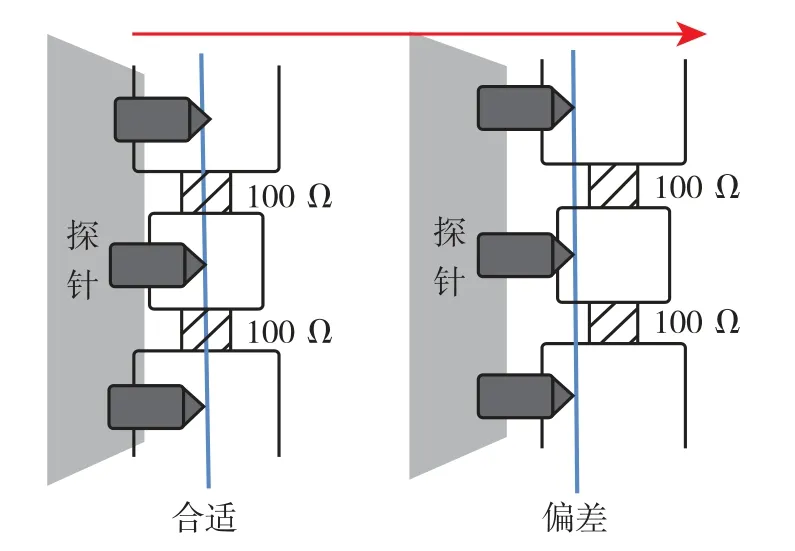
圖2 載片臺(tái)移動(dòng)時(shí)位置發(fā)生偏差示意圖Fig.2 Schematic diagram of deviation occurred when the chuck moved

圖3 載片臺(tái)移動(dòng)時(shí)偏差較大示意圖Fig.3 Schematic diagram of deviation of the chuck is large when moving
目前,國(guó)際上和國(guó)內(nèi)有關(guān)其水平位移測(cè)量方法的研究未見(jiàn)報(bào)道,主要原因是沒(méi)有合適的測(cè)量標(biāo)準(zhǔn)器具。
2 標(biāo)準(zhǔn)尺的設(shè)計(jì)及制作
2.1 標(biāo)準(zhǔn)尺的設(shè)計(jì)
為準(zhǔn)確測(cè)量載片臺(tái)的X 軸和Y 軸位移,設(shè)計(jì)并制作了可溯源的標(biāo)準(zhǔn)尺。目前,國(guó)內(nèi)使用較多的自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)的直徑尺寸為150 mm的圓形,其水平方向自動(dòng)位移的最大距離為150 mm。根據(jù)載片臺(tái)這些特征,結(jié)合溯源機(jī)構(gòu)標(biāo)準(zhǔn)器具的計(jì)量特性,設(shè)計(jì)制作標(biāo)準(zhǔn)尺,設(shè)計(jì)圖形如圖4所示。

圖4 標(biāo)準(zhǔn)尺的設(shè)計(jì)圖Fig.4 Design drawing of standard ruler
標(biāo)準(zhǔn)尺的測(cè)量范圍為(0~150)mm,點(diǎn)與點(diǎn)之間的距離為25 mm,在每個(gè)測(cè)量點(diǎn)(0 mm,25 mm,50 mm,75 mm,100 mm,125 mm,150 mm)左右兩側(cè)分布有間距為5 μm 金屬線條各5 條,每個(gè)金屬線條寬度為5 μm。
2.2 標(biāo)準(zhǔn)尺的制作與定標(biāo)
根據(jù)實(shí)際工藝,通過(guò)尺寸為152.4 mm×152.4 mm的正方形蘇打玻璃制作標(biāo)準(zhǔn)尺,為了便于定標(biāo)及測(cè)量,將正方形玻璃切割成長(zhǎng)邊為152.4 mm,寬邊為20 mm 的長(zhǎng)方形形狀,實(shí)物圖如圖5所示。

圖5 標(biāo)準(zhǔn)尺的實(shí)物圖Fig.5 Physical drawing of standard ruler
通過(guò)用金將0,25 000,50 000,75 000,100 000,125 000,150 000 的數(shù)字刻在標(biāo)準(zhǔn)尺相應(yīng)位置上,數(shù)字的單位為μm,標(biāo)準(zhǔn)尺的測(cè)量范圍為0 mm 至150 mm,能夠滿足自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)在X 軸和Y 軸方向位移的測(cè)試范圍。
在每個(gè)數(shù)字中心位置的兩側(cè)共有10 條間隔為5 μm 寬的金線條,每條金線條的寬度同樣為5 μm,如圖6所示,用于判斷自動(dòng)和半自動(dòng)探針臺(tái)載片臺(tái)X 軸和Y 軸方向位移的實(shí)際偏差距離。

圖6 0 mm 和150 mm 處的金屬線條實(shí)物圖Fig.6 Physical drawing of metal lines at 0 mm and 150 mm
標(biāo)準(zhǔn)尺制作完成后,送中國(guó)航空工業(yè)集團(tuán)公司北京長(zhǎng)城計(jì)量測(cè)試技術(shù)研究所進(jìn)行定標(biāo),定標(biāo)結(jié)果如表1所示。

表1 標(biāo)準(zhǔn)尺定標(biāo)結(jié)果Tab.1 Calibration result of standard ruler
3 水平位移測(cè)量方法
打開(kāi)真空泵,調(diào)整載片臺(tái)的吸附面積使吸力達(dá)到最大,將標(biāo)準(zhǔn)尺牢固的吸附于載片臺(tái)上,防止載片臺(tái)移動(dòng)時(shí)標(biāo)準(zhǔn)尺發(fā)生滑動(dòng)。
為了保證測(cè)量的準(zhǔn)確性,當(dāng)測(cè)量X 軸方向位移時(shí),使整個(gè)標(biāo)準(zhǔn)尺出現(xiàn)在顯微鏡的成像中,通過(guò)顯微鏡成像手動(dòng)調(diào)整標(biāo)準(zhǔn)尺的位置,使其長(zhǎng)邊邊沿與顯示器水平方向平行。向右側(cè)移動(dòng)載片臺(tái),使標(biāo)準(zhǔn)尺的0 數(shù)字出現(xiàn)在顯示器屏幕上,并用記號(hào)筆等工具在0 的中心位置做好標(biāo)記。通過(guò)自動(dòng)或半自動(dòng)探針臺(tái)軟件控制載片臺(tái)向左依次移動(dòng)25 mm,50 mm,75 mm,100 mm,125 mm,150 mm。在每個(gè)測(cè)量點(diǎn)通過(guò)金屬線條觀察X 軸位移的偏差,并記錄數(shù)據(jù),根據(jù)標(biāo)準(zhǔn)尺定標(biāo)結(jié)果修正X 軸位移測(cè)量結(jié)果。
當(dāng)測(cè)量Y 軸方向位移時(shí),使整個(gè)標(biāo)準(zhǔn)尺出現(xiàn)在顯微鏡的成像中,通過(guò)顯微鏡成像手動(dòng)調(diào)整標(biāo)準(zhǔn)尺,使其長(zhǎng)邊邊沿與顯示器垂直方向平行。向上側(cè)移動(dòng)載片臺(tái),使用與X 軸位移相同的測(cè)量方法,在每個(gè)測(cè)量點(diǎn)通過(guò)金屬線條觀察Y 軸位移的偏差,并記錄數(shù)據(jù),根據(jù)標(biāo)準(zhǔn)尺定標(biāo)結(jié)果修正Y 軸位移測(cè)量結(jié)果。
4 試驗(yàn)與結(jié)果分析
被測(cè)載片臺(tái)的測(cè)量不確定度主要由標(biāo)準(zhǔn)尺不準(zhǔn)和測(cè)量重復(fù)性引入。根據(jù)章節(jié)3 中的測(cè)量方法對(duì)載片臺(tái)X 軸150 mm 位移重復(fù)測(cè)量10 次,重復(fù)性測(cè)量結(jié)果如表2所示。

表2 載片臺(tái)X 軸150 mm 位移10 次測(cè)量值Tab.2 10 measured values of 150mm displacement of the X axis of the probe platform
則測(cè)量重復(fù)性引入的實(shí)驗(yàn)標(biāo)準(zhǔn)偏差s(x)=0.25 μm。標(biāo)準(zhǔn)尺的測(cè)量不確定度為1.0 μm,兩者不相關(guān),計(jì)算得到X 軸和Y 軸方向位移測(cè)量結(jié)果的擴(kuò)展不確定度為1.2 μm。
選擇半自動(dòng)探針臺(tái)的載片臺(tái)為被測(cè)對(duì)象,用上述方法對(duì)其X 軸和Y 軸方向的位移進(jìn)行測(cè)量,結(jié)果如表3 和表4所示。
從表3~表4 中可以看出,研究的自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)水平方向位移測(cè)量方法是可行的。

表3 半自動(dòng)探針臺(tái)的載片臺(tái)X 軸位移測(cè)量值Tab.3 Measurement value of X axis displacement of platform of semi-automatic probe platform

表4 半自動(dòng)探針臺(tái)的載片臺(tái)Y 軸位移測(cè)量值Tab.4 Measurement value of Y axis displacement of platform of semi-automatic probe platform
5 結(jié)束語(yǔ)
根據(jù)自動(dòng)和半自動(dòng)探針臺(tái)的載片臺(tái)特點(diǎn),設(shè)計(jì)了金線條寬5 μm,測(cè)量范圍為(0~150)mm 標(biāo)準(zhǔn)尺的圖形,結(jié)合實(shí)際工藝,在蘇打玻璃上制作了(152.4 ×20)mm的長(zhǎng)方形標(biāo)準(zhǔn)尺,并進(jìn)行了定標(biāo)。研究了載片臺(tái)X 軸和Y 軸水平位移的測(cè)量方法,用該方法進(jìn)行了試驗(yàn)驗(yàn)證,評(píng)定了相應(yīng)的測(cè)量不確定度。結(jié)果表明該方法能確定載片臺(tái)水平方向位移發(fā)生的實(shí)際偏差并修正,避免芯片和探針的損壞,解決了自動(dòng)和半自動(dòng)探針臺(tái)測(cè)試時(shí)的問(wèn)題。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21