南沿江城際鐵路熱處理鋼軌與高速鋼軌焊接施工技術研究
2023-03-25 01:39:42潘沛浪PANPeilang
價值工程 2023年7期
關鍵詞:工藝
潘沛浪PAN Pei-lang
(中鐵十二局集團有限公司,太原 030024)
0 引言
鋪設無縫線路是適應高速運輸發展,保持列車平穩運行,減小列車對鋼軌沖擊,延長鋼軌使用壽命的有效方法,對鋼軌焊接接頭的性能提出了更高的要求。
不同交貨狀態的鋼軌其硬度、材質、精度等不盡相同,在高速鐵路中對不同的股道(如正線、到發線)、不同大小的曲線半徑線路要求鋪設不同類型的鋼軌。因此在施工過程中經常遇到不同交貨狀態的鋼軌進行對焊,特別是硬度較大的熱處理鋼軌與精度較高的高速鋼軌焊接接頭質量如何控制是問題關鍵所在。
1 工程概況
南沿江城際鐵路屬于長三角城際軌道交通網的第三層次“核心區域線路”,是長三角核心區域的骨干城際線;是滬漢蓉快速客運通道的重要組成部分,承擔項目沿線與華中、西南地區的長途跨線客流。南沿江城際鐵路的建設,可以提高滬寧通道的客運能力,解決通道內交通需求與供給之間的矛盾,緩解沿江公路、鐵路的交通壓力。
南沿江城際鐵路鋪設攀鋼,U71Mn 熱處理鋼軌、高速鋼軌(U71MnG 熱軋鋼軌)和低速鋼軌(U71Mn 熱軋鋼軌)三種鋼軌,U71Mn 熱處理鋼軌主要用于曲線段,高速鋼軌主要用于正線,低速鋼軌主要用于到發線和聯絡線。線路中就有多種焊接接頭,本文主要對熱處理鋼軌和高速鋼軌焊接接頭的焊接工藝參數及焊接質量保障進行分析研究。
2 移動閃光焊接技術原理
移動閃光焊接是一種將鋼軌兩端面輕微接觸并形成許多接觸點,電流通過接觸點而局部加熱,使接觸點熔化、蒸發和爆破,液態金屬微粒不斷從接頭處噴射出來,形成火花急流(閃光),當對接端部都熔融時加壓接合的方法。
移動閃光焊是使用閃光焊機在工地上進行鋼軌焊接,獨立的車載式發電機組是焊機及配套設備的動力源。閃光焊機焊接之前,需根據現場不同種類、型號的鋼軌進行工藝參數調試并焊接試件。根據《中華人民共和國鐵道行業標準TB/T-1632.2-2014》規定進行型式試驗,型式試驗項目包括落錘、疲勞、沖擊、拉伸、硬度等。試件通過型式檢驗并出具合格報告后閃光焊機才能進行鋼軌焊接。
3 移動閃光焊接工藝參數
影響焊接接頭質量的主要工藝參數較多,但是可以按照閃平、脈動閃光和加速閃光三個階段來逐步調整。三個焊接階段的電壓、電流、鋼軌前進和后退速度以及時間等工藝參數的有機配合,才能獲得質量良好的焊接接頭,移動閃光焊接工藝參數見圖1。

圖1 移動閃光焊接工藝參數圖
3.1 閃平階段調整
“階段1”為閃平階段,主要目的是使鋼軌端面達到整體閃光。開始焊接時由于兩個端面存在事實上的不平整,因此,接觸只能是在局部發生,又由于接觸面的溫度較低,很容易出現短路。閃平階段需要防止5 秒以上的短路,同時又要防止燒化位移的距離過小,在動靜架快速前進后退轉換時,穩定性有一定變化,需適當提高焊接電壓并保持前進和后退速度中速,同時時間控制在25s 以內,對于該組焊接參數控制位移量在7mm 以內(普通鋼軌為8mm),以便有效實現本階段后期全端面接觸和均勻加熱。
3.2 脈動閃光階段調整
“階段2”至“階段4”為脈動閃光階段,目的是使鋼軌端面兩端一定區域獲得足夠的熱量,為下一階段做準備。由于前一階段已經將鋼軌端面完全燒到位,表面已經可以達到全端面接觸。在這種情況下利用直接短路來加熱,效率可以大大提高。但是如果一次性長時間短路會使得焊機以及發電機的負載過大,同時不利于加熱均勻。解決這一問題的方法是采用適當短路同時再主動拉開的方法,操作時采用快速接觸又快速離開。所以這個階段焊接電壓應當大幅度連續下降,提高前進速度和后退速度。對于該組焊接參數前進速度應達到1.9mm/s 以上(普通鋼軌為1.7mm/s),后退速度達到1.3mm/s 以上(普通鋼軌為1.2mm/s)。同時由于焊接位移量很小,以焊接時間為主要控制節點,整體時間不應大于78s(普通鋼軌為70s)。
3.3 加速閃光階段調整
“階段5”至“加速燒化階段”為加速閃光階段,該階段電壓和位移速度設置要合理,應適當控制位移速度。保證不出現明顯的短路,一旦發生短路,應該及時調整參數,避免出現由于焊縫保護不好而出現灰斑。前期由于位移速度降低較快,因此,該階段設置的周期很細,為求閃光盡量連續,“階段5”至“階段8”要適當提高焊接電壓。
“加速燒化階段”是為了保護頂鍛前的鋼軌端面,保證全斷面處于密集的閃光中,使得沿著鋼軌輪廓區域起到隔絕外部被氧化的情況。該階段調整電壓和送進速度是關鍵,需要適當降低電壓,不宜出現大電流(大的爆破導致的弧坑,易成為灰斑形成位置)。同時分階段逐步提升送進速度,對于該組焊接參數送進速度控制在0.35mm/s-0.8mm/s以內(普通鋼軌為0.3mm/s-0.75mm/s)。
由于鋼軌中存在Si、Mn、Al 等合金元素,這些元素在焊接時容易被高溫氧化而形成夾雜物,頂鍛時未被排擠干凈而殘留,在焊縫截面上便會形成灰斑。灰斑是鋼軌閃光焊特有的現象,不能被完全消除,只能通過調整焊接工藝參數將灰斑減少到最低程度。灰斑只出現在焊縫截面,與周圍金屬有明確界限,形態平坦和無規則,呈光亮或灰色。灰斑大小也是檢測焊機工藝參數是否合格的標準,強制斷開的兩個焊接接頭截面見圖2,從斷口形貌來看,焊縫處存在極少的灰斑,且單個灰斑面積(不大于10mm2)和總的灰斑面積(不大于20mm2)都不大,符合鐵標(TB/T1632.2-2014 中的第3.5 條)要求。

圖2 焊接接頭截面圖
4 焊接接頭力學性能分析
4.1 靜彎性能
根據TB/T 1632.2-2014 中“質量要求第4 條”:“軌頭受壓:F≥1450kN,不斷;軌頭受拉:F≥1300kN,不斷”。經靜彎試驗,各項數據符合要求,詳見表1。

表1 焊接接頭靜彎性能數據
4.2 疲勞性能
根據TB/T 1632.2-2014 中質量要求第5 條:疲勞試驗支距為1.0m,Fmin=95kN,Fmax=470kN,3 根“2×106次不斷”。經疲勞試驗,各項數據符合要求,詳見表2。
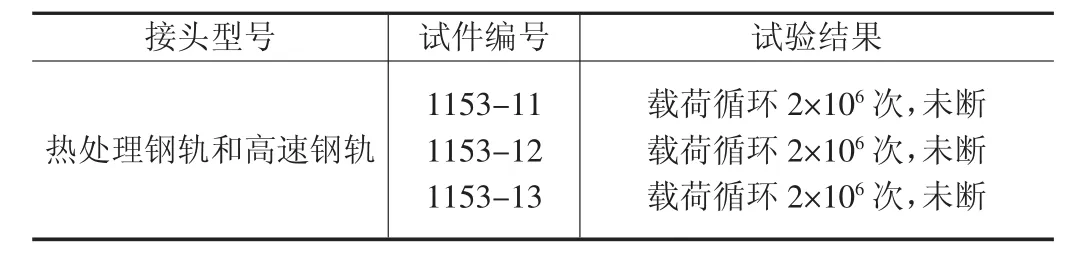
表2 鋼軌焊接接頭疲勞試驗結果
4.3 沖擊性能
根據TB/T 1632.2-2014 中質量要求第7 條,經沖擊試驗,各項數據符合要求,詳見表3。

表3 鋼軌焊接接頭沖擊試驗結果
4.4 拉伸性能
根據TB/T 1632.2-2014 中質量要求第6 條,經拉伸試驗,各項數據符合要求,詳見表4。

表4 鋼軌焊接接頭拉伸試驗結果
4.5 硬度性能
根據TB/T 1632.2-2014 中質量要求第8 條,經硬度試驗,各項數據符合要求,詳見表5。
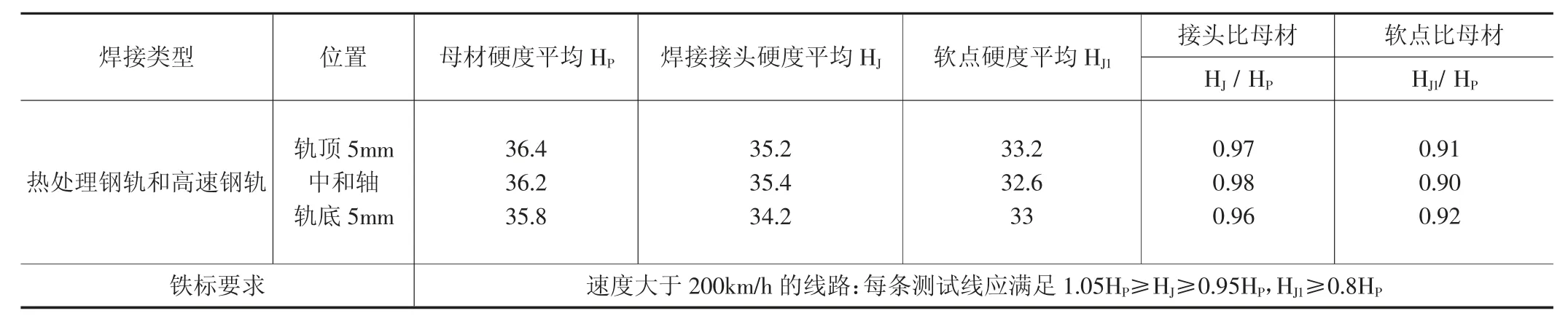
表5 鋼軌焊接接頭硬度數據
5 鋼軌焊接施工控制要點
鋼軌焊接接頭部位與母材比,主要是抗拉強度、硬度、疲勞強度和耐磨性能等力學性能相對降低,因此焊接接頭是無縫線路的薄弱部位。受列車碾壓和沖擊,如打磨不合格,會造成線路軌枕空吊板,加大了對焊接接頭的沖擊破壞。同時焊接現場施工工藝及外界環境等因素也會影響鋼軌焊接接頭的服役壽命。因此為保障焊接接頭質量,在施工過程中應控制好以下工藝:
5.1 焊接接頭外觀精整
鋼軌焊接接頭焊后精整主要有粗磨和精磨兩個工序。粗磨主要是恢復接頭區域鋼軌輪廓,精磨是保證接頭及相鄰區域踏面和工作邊的平順狀態,提高列車通過時的平穩性。
焊接接頭區域在焊后粗磨時,要求按鋼軌輪廓打磨,恢復接頭位置鋼軌輪廓形狀,在軌底和軌腳邊緣打磨時,盡量使焊筋邊緣與母材連接部位圓滑平順過渡,減少由于焊筋與母材結合處結構形態而萌生的疲勞裂紋,造成鋼軌斷裂等危害。鋼軌焊接接頭精磨主要針對軌頂踏面和軌頭工作邊兩個部分的平直度控制。因為這兩個部位是鋼軌與車輪接觸部位,直接影響輪軌接觸狀態。一般采用仿型打磨方式,使焊接接頭處輪廓與母材一致。
5.2 焊接頂鍛量
焊接頂鍛力=焊接頂鍛拉力(焊接頂鍛時瞬間頂鍛拉力)—鋼軌縱向阻力(現場長鋼軌縱向移動時受摩擦阻力)。
焊接頂鍛量受頂鍛力影響較大,頂鍛量對于焊接接頭質量也會產生一定影響。頂鍛量過小焊縫液態金屬擠出量不足,接頭強度受一定影響。在現場焊接時,焊接頂鍛拉力固定的情況下,減小鋼軌縱向阻力,以提高接頭強度。減小鋼軌縱向阻力主要是在施工中做好拆除扣件、墊放滾筒、做好曲線側翻防護等措施,以保證待焊鋼軌處于自由伸縮狀態。
5.3 焊接外部環境
氣溫低于0℃時工地焊接不宜進行。氣溫低于10℃時,焊前應用火焰預熱軌端0.5m 長度范圍,預熱溫度應均勻,鋼軌表面預熱溫升為35℃~50℃,焊后應采取保溫措施。針對施工中可能出現的氣溫驟降、強風及降雨等氣候,提前調查氣象條件、收集氣象資料,并編制相應的針對措施。采購、加工、裝備對應設備(預熱烤槍、風擋、雨棚、遮雨布等),提高環境適應能力。
6 結語
①線路中熱處理鋼軌和高速鋼軌的焊接接頭,須對移動閃光焊焊機工藝參數調試,使試驗接頭達到標準中的灰斑及落錘指標要求。
②焊接接頭的力學性能都符合標準要求。包括靜彎、疲勞、沖擊、拉伸和硬度等性能。
③根據現場情況和鋼軌焊接施工的特點,提出了若干鋼軌焊接過程中質量保障的控制要點。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52