聚氯乙烯糊樹脂生產過程中包裝袋破袋率控制
2023-03-23 06:36:28楊順寶
中國氯堿 2023年2期
楊順寶
(中鹽內蒙古化工股份有限公司,內蒙古 阿拉善 750336)
聚氯乙烯糊樹脂屬于聚氯乙烯樹脂的一個分枝, 以其高分散性的粉料用于糊料加工而得名。 由于其成糊性能和分散性能良好,主要應用于PVC 樹脂的軟材料領域,適用于涂布、浸漬、噴涂、發泡等加工工藝,廣泛應用于人造革、裝飾材料、地板革、墻壁紙、工業用輸送帶、運動場地、涂料、粘合劑、玩具、醫用一次性手套、日用裝飾材料、電器儀表和電工工具等諸多領域。
中鹽內蒙古化工股份有限公司采用微懸浮聚合法制備PVC 糊樹脂,該工藝早在20 世紀60 年代中期已工業化。 其流程是先將部分VCM(5%)用機械均化的方法制成穩定的乳狀(粒徑為1.0 μm 左右),然后進行聚合(必須選用油溶性的引發劑)。 用這種方法生產的PVC 糊樹脂的流動性優良,乳化劑用量少,樹脂的熱穩定性和抗水性均得到了改善。糊樹脂成品為白色粉末,具有粒度小、黏度高及吸附性強的特性,所以對包裝工序要求較高,目前國內大部分糊樹脂生產企業均采用敞口或閥口的形式進行包裝生產, 中鹽內蒙古化工股份有限公司現有的糊樹脂包裝設備大部分為敞口袋包裝機。
1 敞口袋自動包裝機工藝
哈博實敞口袋包裝機的工藝流程簡單, 人工將包裝袋放置在供袋盤上并完成上袋, 包裝袋套上稱重裝置的夾袋器后,成品料倉中的糊樹脂經旋轉閥、過渡料筒進入包裝機料小倉內。 小料倉中的成品物料在攪拌的作用下經螺旋給料器按重量要求輸送到包裝袋內。裝完袋的成品糊樹脂經立袋輸送機、夾口整形機、熱合封口機后進入倒袋輸送機,倒袋后再經皮帶輸送機、彎道輸送機、1#斜坡輸送機、1#整形壓平機、重量復檢秤(重量不合格的成品糊樹脂會被揀選機剔除,重量合格的物料打碼噴印批號),最后由2#斜坡輸送機輸送至碼垛單元。
進入碼垛單元的成品糊樹脂經振動輸送機輸送至2#整形壓平機、經緩停輸送機輸機送至轉位輸送機。轉位輸送機按預定編組要求將物料轉位,后經緩停輸送機輸送至編組機內, 編組后的物料由推袋機構推送至分層機上等待碼垛。 在壓袋機、側整形、分層機和升降機的協調工作下, 物料按要求被碼放到托盤上,碼垛完成的托盤由輸送機送至規定位置,最后由叉車下線入庫。
2 敞口袋包裝機熱合封口存在的問題
敞口袋自動包裝是聚氯乙烯糊樹脂定量包裝中的一種,是當前國內相對比較流行的一種包裝形式。中鹽內蒙古化工股份有限公司采用哈爾濱博實自動化股份有限公司的敞口袋包裝機, 其封口方式為熱合封口,采用FFS 重膜包裝袋,在實際生產過程中出現了以下問題。
(1)封口質量不穩定
糊樹脂成品封口質量的影響因素眾多, 比如外部環境溫度的變化會影響封口質量, 不同廠家的FFS 重膜包裝袋表觀密度不同也會影響封口質量的穩定性。
(2)倒運過程中破袋率偏高
現有包裝機采用整形壓平及人工觀察方式檢測破包,有些成品糊樹脂能夠正常通過整形壓平機,但是經過多次倒運后會出現封口撕裂的情況。
(3)生產破袋率偏高,增加員工的勞動強度
在生產過程中, 因熱封機構故障或熱封效果不佳,造成生產線破包較多,破包的成品糊樹脂需要重新倒袋封口,不僅增加了員工的勞動強度,在手動熱合過程中有可能出現夾手等事故, 給生產造成安全隱患。
3 影響因素分析
成品糊樹脂包裝袋破袋率的影響因素主要有包裝袋質量、環境溫度、熱封機構完好率、成品糊樹脂的表觀密度、 操作人員的技術水平及破包管理方法等。 各影響因素具體分析見圖1。
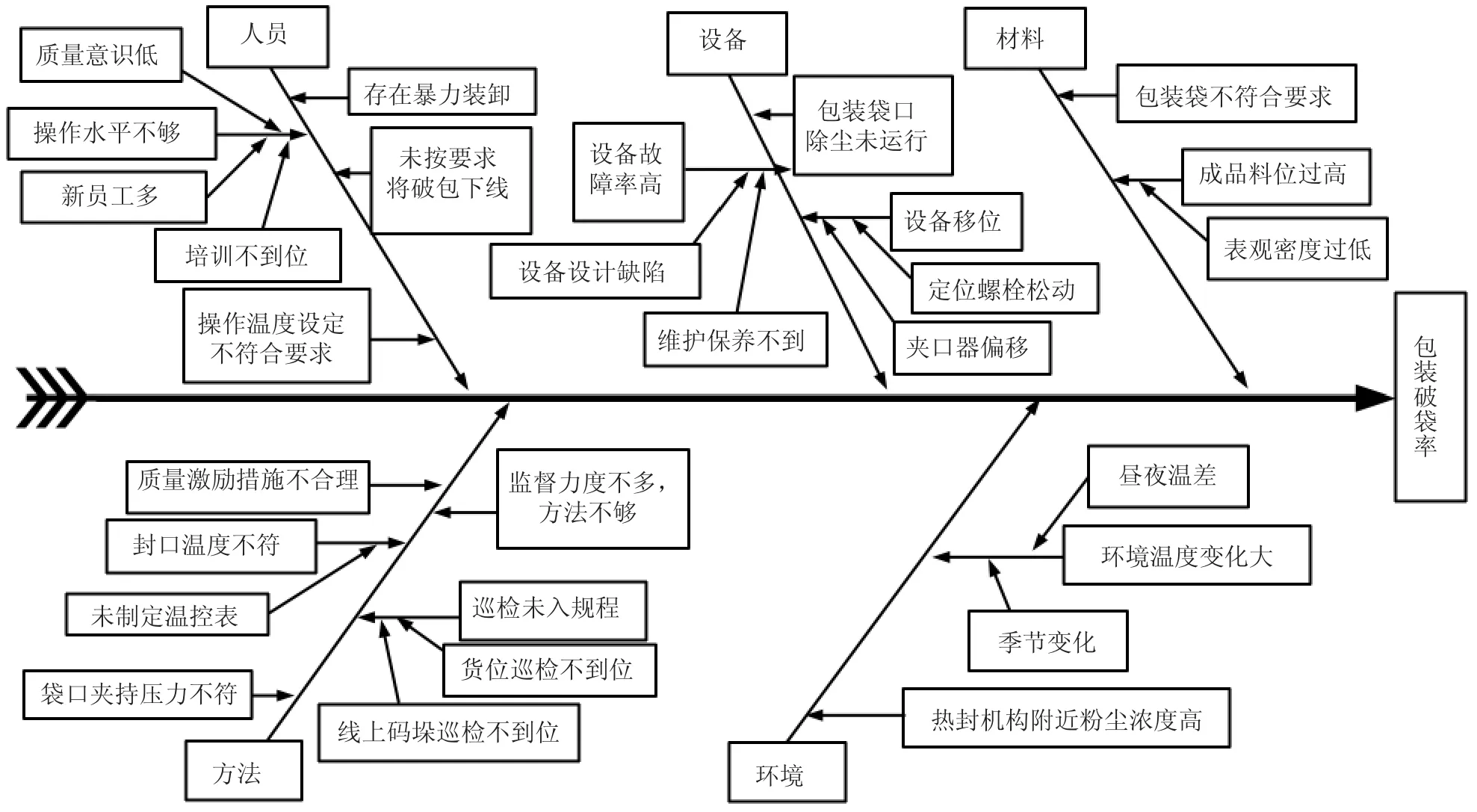
圖1 包裝破袋率影響因素分析圖
通過包裝破袋率影響因素的詳細分析, 從實際生產出發,將加強人員培訓、降低設備故障率、選擇合適的包裝袋廠家、制定合理封口管理辦法、制定熱封機構溫控表及控制表觀密度作為主要手段。
4 改進措施
4.1 選擇合適的包裝袋
目前中鹽內蒙古化工股份有限公司使用的包裝袋類型為FFS 重膜包裝袋,該包裝袋采用3 層共擠生產,外層由茂金屬聚乙烯(MLLDPE)、線性低密度聚乙烯(LLDPE)、抗靜電劑、助擠出劑等組成;中間層由線性低密度聚乙烯 (LLDPE)、 低密度聚乙烯(LDPE)和增白母料等組成;內層由茂金屬聚乙烯(MLLDPE)、線性低密度聚乙烯(LLDPE)、開口劑和助擠出劑等組成。 生產工藝也相對簡單,包括上料-塑化熔融-吹塑成型-冷卻-牽引-收卷-放卷-電暈處理-印刷-壓花-折邊-收卷-制袋。
包裝袋原料配比不同或工藝控制過程的差異會對包裝袋的質量及適用性造成很大的影響, 選擇合適的包裝袋對包裝袋熱合封口質量起著至關重要的作用。 目前中鹽內蒙古化工股份有限公司共有3 家包裝袋供應商,為挑選出合適的包裝袋,對3 家提供的包裝袋在同等工況下進行了熱封性能考核試驗,試驗結果見表1。

表1 同樣工況下不同廠家包裝袋的生產破袋率
4.2 針對性培訓
個人的操作技術水平也會對包裝袋的熱封效果造成影響, 公司針對熱封質量問題對崗位員工做以下幾個方面的培訓并每月進行抽查,(1)熱封機構基本操作及溫控器調整;(2)熱封機構故障后的問題判斷及處理方法;(3)在日常巡檢過程中如何快速發現熱封機構異常;(4)熱封機構的維護保養,降低設備故障率,培訓結束后進行理論及實操考試驗證。
4.3 熱封機構的維護
熱封機構的基本原理: 成品糊樹脂包裝袋輸送到封口機光電處時, 光電檢測到信號, 反饋到PLC(可編程控制器),PLC(可編程控制器)收到信號后給熱封夾持閥氣缸電磁閥信號,氣缸電磁閥打開,氣源通過電磁閥進入到氣缸,氣缸開始工作,熱封夾持閥夾緊同時溫控器電流大小控制加熱條升溫, 溫度達到預設值時,加熱器不再升溫,到加熱器預設加持時間后,電磁閥關閉,氣缸回位,輸送電機啟動料袋送出。
在實際生產中, 包裝機熱封機構故障集中表現為以下幾個方面,(1)熱封機構線路松動導致線路接觸不良;(2)溫控器誤報故障;(3)兩邊的加熱條及云母片錯位,導致熱封機構封口不齊;(4)云母片斷裂,在內部疊加;(5)加熱條上有異物導致導流性變差,容易造成包裝袋封口處破損;(6)熱封機絕緣套、壓簧、 絕緣板斷裂或接鐵及線圈氧化導致加熱片短路或斷路;(7)熱封溫度及加熱時間設置不合理;(8)溫度顯示錯誤;(9) 當前溫度與加熱溫度相差過大;(10)接線錯誤、四氟布破損導致加熱條之間直接接觸,線圈安裝角度不合適。
針對以上問題制定了以下維保計劃,(1)每季度對熱封機構進行全面檢查并更換云母片;(2)每月對熱封機構進行外部檢查并更換聚四氟布;(3)每半月對熱封機構進行電儀檢查及時消除隱患;(4)每班開機前檢查聚四氟布是否完好并開機試驗熱封效果。
4.4 建立專項管理辦法
建立專項管理辦法,車間各級人員遵循“目標統一,分級管控”的原則,采用明確分工、上下協同、專業配合的方式進行管理。具體包括(1)包裝崗位員工開機前檢查熱封機構完好情況, 并在正式包裝前試封,試封情況在車間群通報,在上班期間持續跟蹤檢查;(2)班組長在上班期間對包裝工序的所有熱封機構進行檢查與監督;(3)車間工藝技術員負責班組破包情況監督、檢查,每天至少兩次;(4)車間設備技術員每天至少兩次包裝機熱封機構使用情況進行監督檢查;(5)車間主任每天檢查各層級人員的履職情況。
4.5 制定熱封機構溫控表
隨著季節及晝夜變化,包裝工序的室內溫度、包裝機溫度、包裝袋溫度也會隨之變化,所以固定溫度不能滿足實際生產需求, 根據室溫調整合適的熱封溫度十分必要, 合適的溫度能夠避免封口過熱或封口不嚴的情況出現,根據現場實際情況,制定了溫控表,見表2。
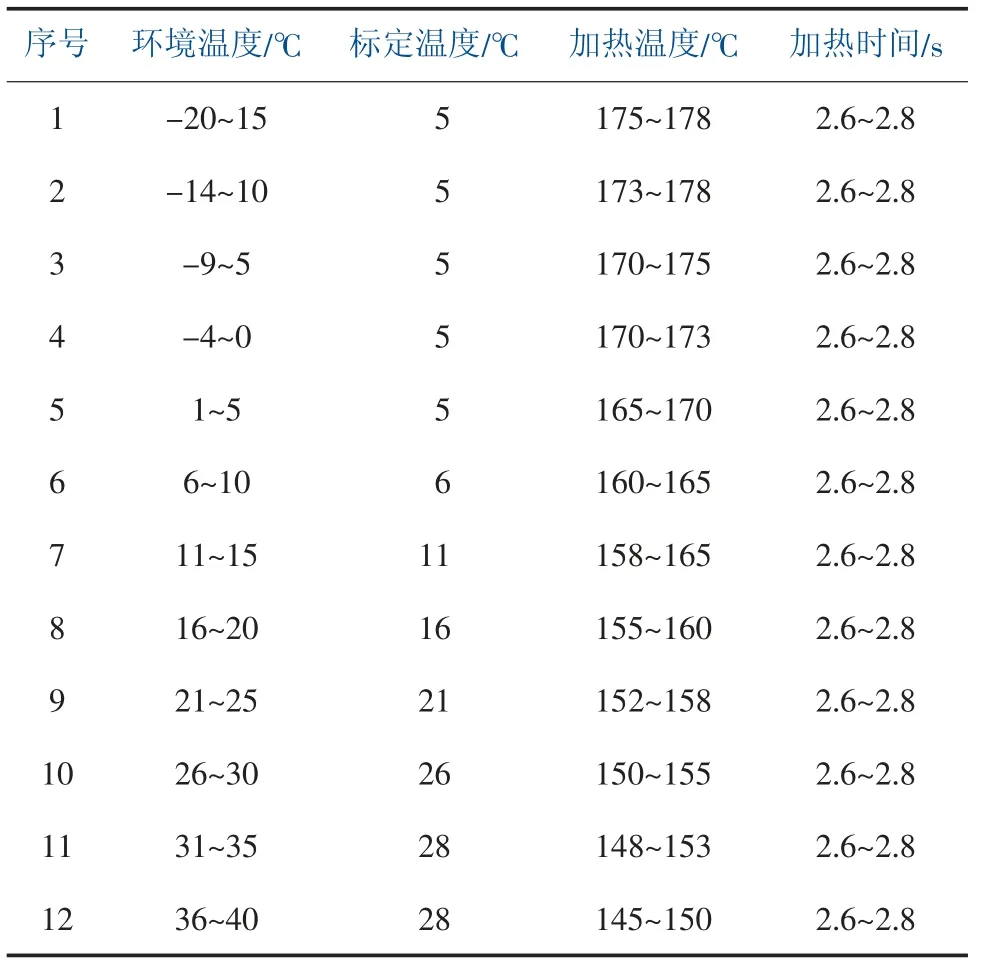
表2 包裝工序包裝機熱封機構溫控表
4.6 控制表觀密度
糊樹脂成品表觀密度過小, 包裝袋中料位就會過高。在熱合封口階段,包裝袋會受到振動或擠壓等外力,因料位過高,部分成品樹脂在外力作用下被擠壓至熱合封口處, 封口處的糊樹脂粉塵會在很大程度上降低熱合封口的質量。 所以合適的表觀密度對封口質量的影響至關重要, 但是表觀密度過大會影響糊樹脂成品的吸油速率。結合實際,表觀密度控制在0.30~0.35 g/mL 較為合適。
糊樹脂表觀密度的影響因素有糊樹脂成品粒徑分布、顆粒形狀、粉末顆粒表面化學特性、顆粒之間的摩擦力、堆積過程受靜電力、范德華力、粒子團聚、糊樹脂成品溫度、物料在料倉中的堆積時間、空氣濕度等。 其中糊樹脂表觀密度主要由二次粒子粒徑分布、粒子間空隙、物料溫度、堆積時間、物料堆積量及空氣的濕度決定。上述指標控制,具體措施為,(1)通過調整研磨設備的研磨機構、 篩分機構及物料輸送風機頻率控二次粒子的粒徑,將Dv50 控制在2.5 μm左右;(2)調整進入成品袋濾器的壓縮空氣的溫度,保證成品糊樹脂料溫, 壓縮空氣溫度要在一定的范圍內, 溫度過高會影響成品袋濾器的部件的使用壽命,溫度過低達不到控制溫度的效果;(3)在研磨機進風口安裝換熱器也能起到調節料溫的效果, 但是進研磨機的溫度不宜過高, 溫度過高會在研磨過程中形成塑化片;(4)根據實際生產,確定開、停機時間, 保障物料堆積密度, 避免成品料倉內長時間存料,同時也得保障成品料倉內有一定存料;(5)料倉內部的溫濕度調節同樣可以通過在物料輸送風機進風位置加裝換熱器來進行調節, 具體濕度根據設備所處環境情況來定;(6)冬季干燥后的物料表觀密度大,輸送過程中易架橋堵塞,須員工現場敲打疏通,避免架橋導致物料長時間堆積, 積料時間長也影響產品質量。
5 改造效果
對改造前、 后包裝破袋率的數據進行了收集整理,并對數據趨勢及過程進行了分析,分析數據見表3~表5。
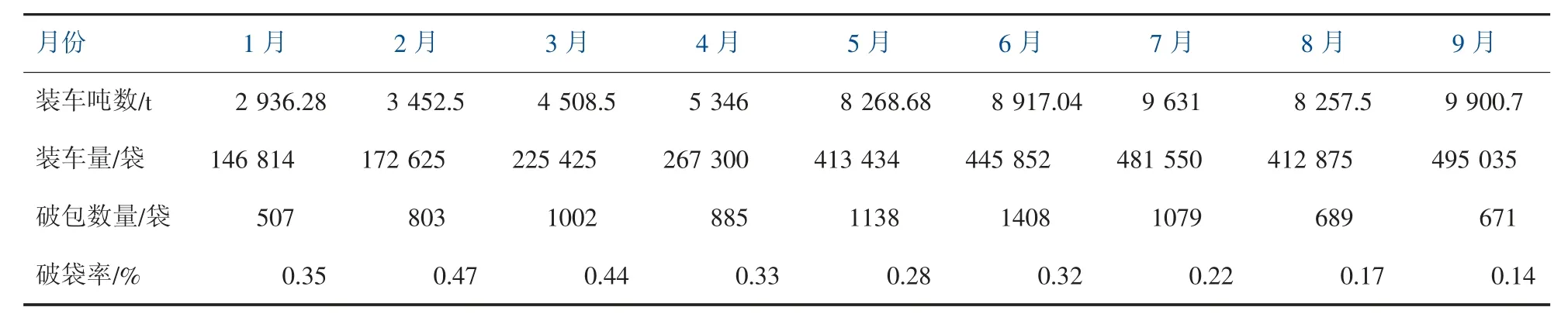
表3 2021年1-9月裝車破包數據統計表
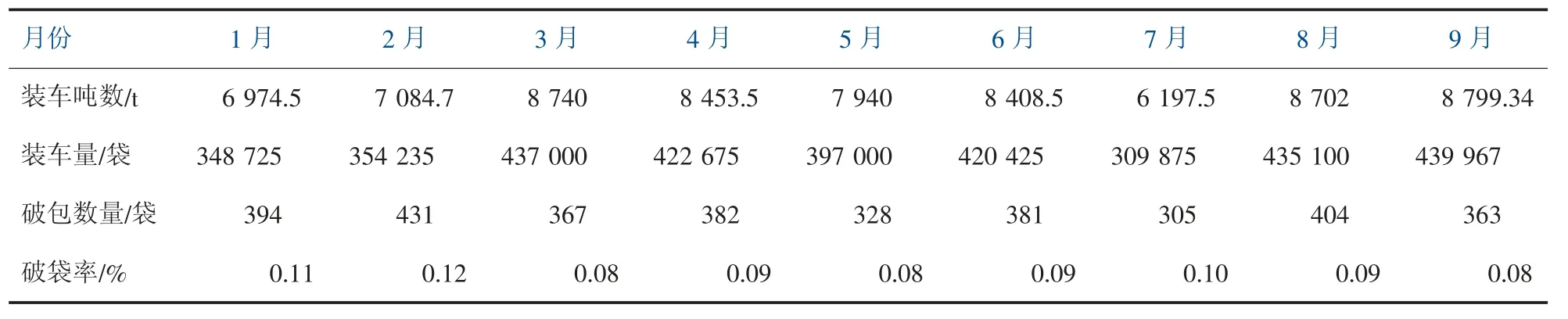
表4 2022年1-9月裝車破包數據統計表
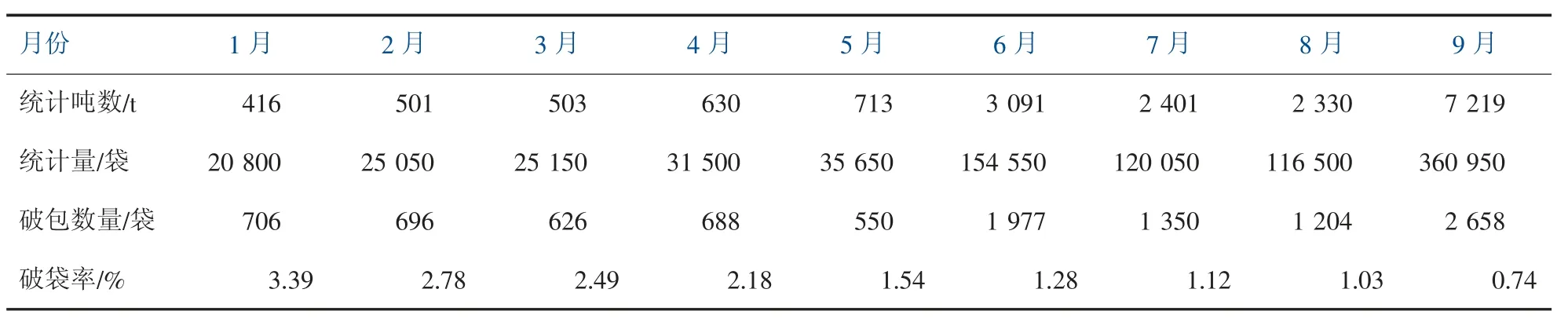
表5 2022年1-9月生產破包數據統計表
由以上圖表可以看出, 自以上措施執行后裝車破袋率及生產破袋率有明顯下降并呈持續下降趨勢。 包裝袋破包率的下降不僅能夠控制成本, 還能有效提高客戶滿意度。
6 結論
糊樹脂包裝敞口包裝袋破袋率的影響因素眾多,特別是與人員操作水平、設備完好情況、包裝袋的質量、 合適的封口溫度及表觀密度等幾個方面有較大關系,做好以下幾點是破包控制的關鍵。
(1)選擇合適的包裝袋。包裝袋的適用性是控制破包的基礎, 在批量使用前通過試驗挑選出最合適的包裝袋十分重要。
(2)提高員工的操作水平。 在實際生產中,水平較高的員工能夠及時發現生產中的異常情況且能快速解決問題。
(3)降低設備故障率。 必須按照班、周、月、季度制定不同維保及檢查計劃, 通過日常維保降低設備故障率。
(4)根據需求及設備現狀建立專項管理辦法。通過相應的管理手段督促各層級人員履職,共同參與,提高產品質量。
(5)保持糊樹脂合適的表觀密度。
(6)根據現場情況制定包裝機熱封機構溫控表。