外圈無擋邊圓柱滾子軸承內圈端面力流變加工工藝
2023-03-17 00:45:42邱紅明賀鳳祥袁巨龍陳方遠李幫應
軸承 2023年3期
邱紅明,賀鳳祥,袁巨龍,陳方遠,李幫應
(1.貴州天馬虹山軸承有限公司,貴州 安順 561018;2.中國航發湖南動力機械研究所,湖南 株洲 412002;3.浙江工業大學超精密加工研究中心,杭州 310014)
1 概述
為實現某發動機主軸用外圈無擋邊圓柱滾子軸承的高可靠性以及減重、密封等作用,軸承設計時將內圈與動環(與石墨密封裝置的配合件)集成為一個整體。軸承安裝位置如圖1所示,為使軸承內圈與石墨密封裝置匹配良好,對內圈端面的平面度和表面粗糙度提出了更高的要求(平面度不大于0.800 μm,表面粗糙度Ra值不大于0.010 μm)。

圖1 外圈無擋邊圓柱滾子軸承安裝位置示意圖Fig.1 Diagram of installation position of cylindrical roller bearing without rib on outer ring
常規方法加工軸承的裝機試驗表明其密封性能不好, 潤滑油會滲過端面,如圖2所示,故有必要研究改進該類軸承內圈端面的加工工藝。

圖2 軸承潤滑油滲過端面圖Fig.2 Image of lubricating oil permeating through bearing end face
2 原工藝分析
根據現有設備確定內圈端面的加工工藝流程為:粗磨平面→粗研平面→第1次補充回火→研磨平面→第2次補充回火→研磨平面。 該工藝加工內圈端面的平面度和表面粗糙度見表1:平面度滿足要求,表面粗糙度Ra值不滿足要求。分析其主要原因為現有設備和方法研磨平面后表面粗糙度Ra值最高只能達到0.2~0.5 μm[1],滿足不大于0.010 μm的要求非常困難。
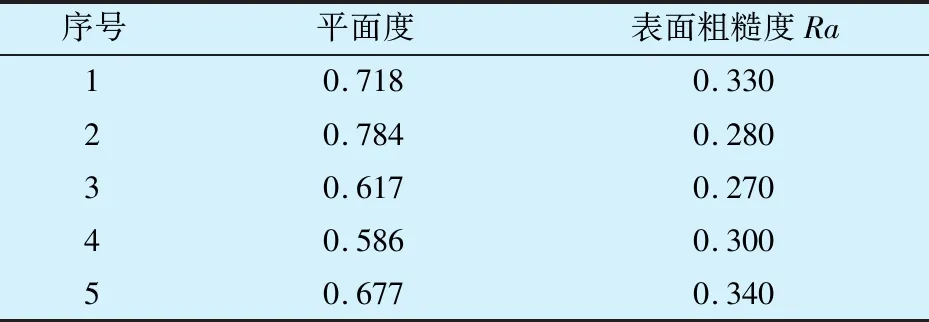
表1 原工藝加工內圈端面的平面度和表面粗糙度Tab.1 Flatness and surface roughness of inner rings end face processed by original processes μm
3 力流變拋光技術
力流變拋光(Shear Rheological Polishing,SRP)技術是一種利用非牛頓流體在剪切應力作用下的流變特性實現表面拋光的超精密加工方法[2],目前已經實現了晶體、陶瓷、金屬等的平面、球面、圓柱面及復雜曲面的超精密拋光。該技術具有以下優點:1)不需要外部輔助場,對拋光工具形狀、材質等要求較低,甚至可以在無拋光工具條件下通過流體動壓和黏性剪切應力實現復雜曲面的柔性、高效拋光[3-4];2)拋光液綠色環保,且制備成本低。
力流變拋光加工示意圖如圖3所示,隨剪切速度提高,力流變拋光液中的固態膠著粒子包裹磨粒形成粒子簇,拋光液黏度增加,形成柔性“固著模具”貼合工件表面進行加工。工件凸起處剪切速度大于下凹處,對凸起處的去除效率更高。
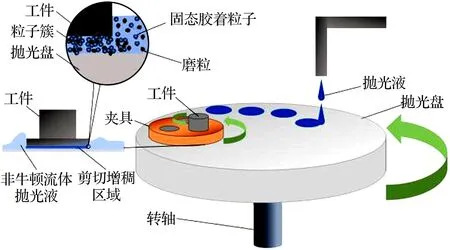
圖3 力流變拋光加工示意圖Fig.3 Diagram of force rheological polishing
故本文提出借助該技術提高內圈端面的加工質量[5-6],工藝流程為:粗磨平面→粗研平面→第1次補充回火→第2次補充回火→研磨平面→表面拋光。
4 實際加工效果
取2件內圈進行加工試驗,測量力流變拋光前后內圈端面的平面度和表面粗糙度,結果見表2:拋光后內圈端面的平面度和表面粗糙度Ra值均減小,滿足要求[7]。
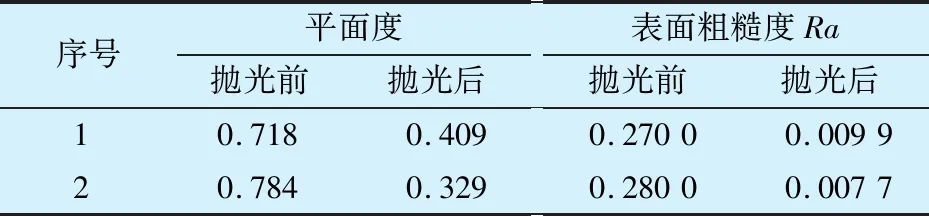
表2 力流變拋光前后內圈端面的平面度和表面粗糙度Tab.2 Flatness and surface roughness of inner ring end face before and after force rheological polishing μm

表3 力流變拋光批量加工內圈端面的平面度和表面粗糙度
對內圈進行力流變拋光批量加工,檢測內圈端面的平面度和表面粗糙度Ra值,結果見表3:平面度和表面粗糙度Ra值滿足要求。
工藝試驗表明:最終質量與拋光前的表面質量有關,表面越粗糙,拋光時間越長,但應避免內圈端面出現較深的劃痕。1#,3#內圈端面的平面度、表面粗糙度Ra值隨拋光時間的變化分別如圖4、圖5所示:1#,3#內圈端面的平面度、表面粗糙度Ra值均隨加工時間增加有明顯改善。
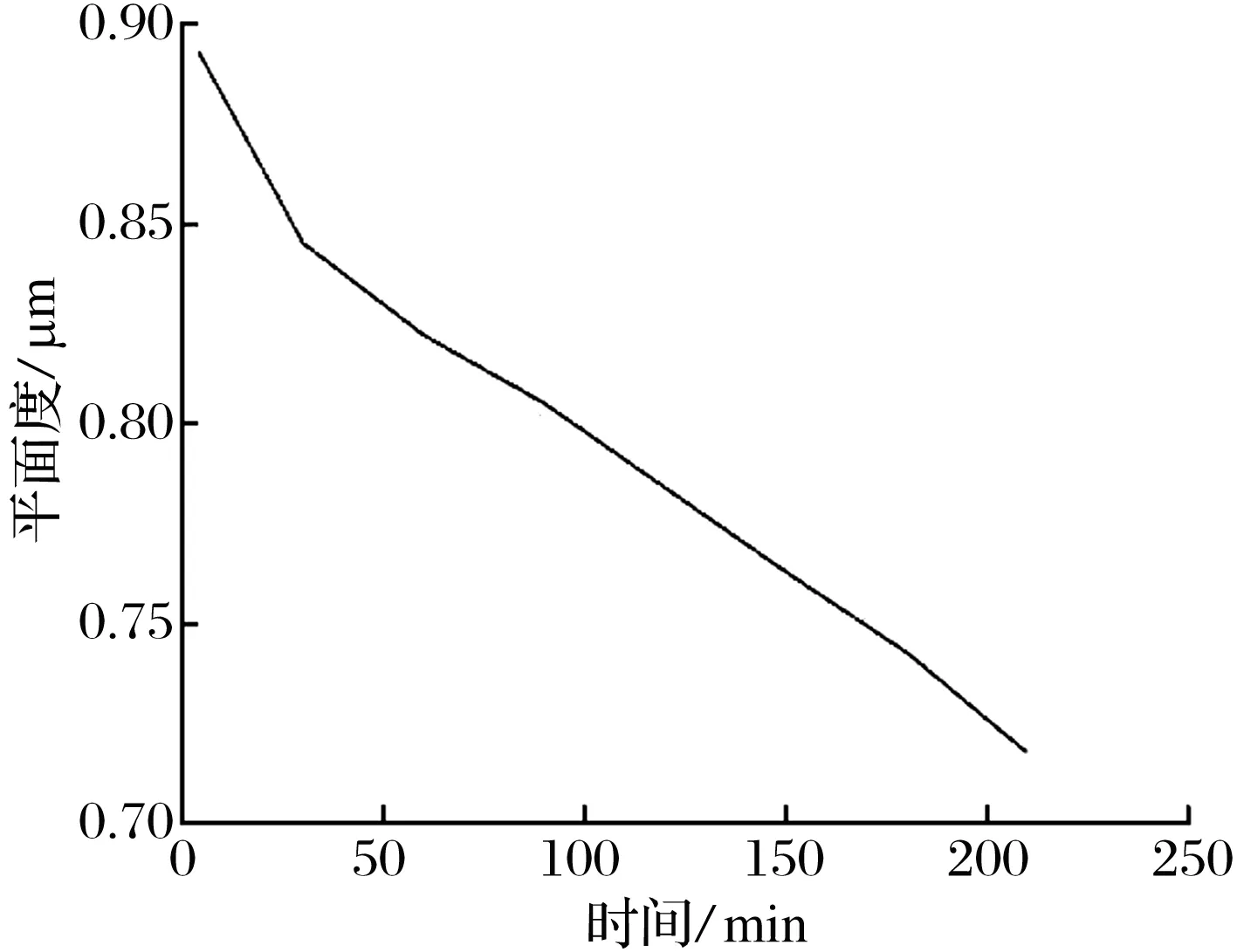
圖4 1#內圈端面的平面度、表面粗糙度隨拋光時間的變化Fig.4 Change of flatness and surface roughness of 1# inner ring end face with polishing time
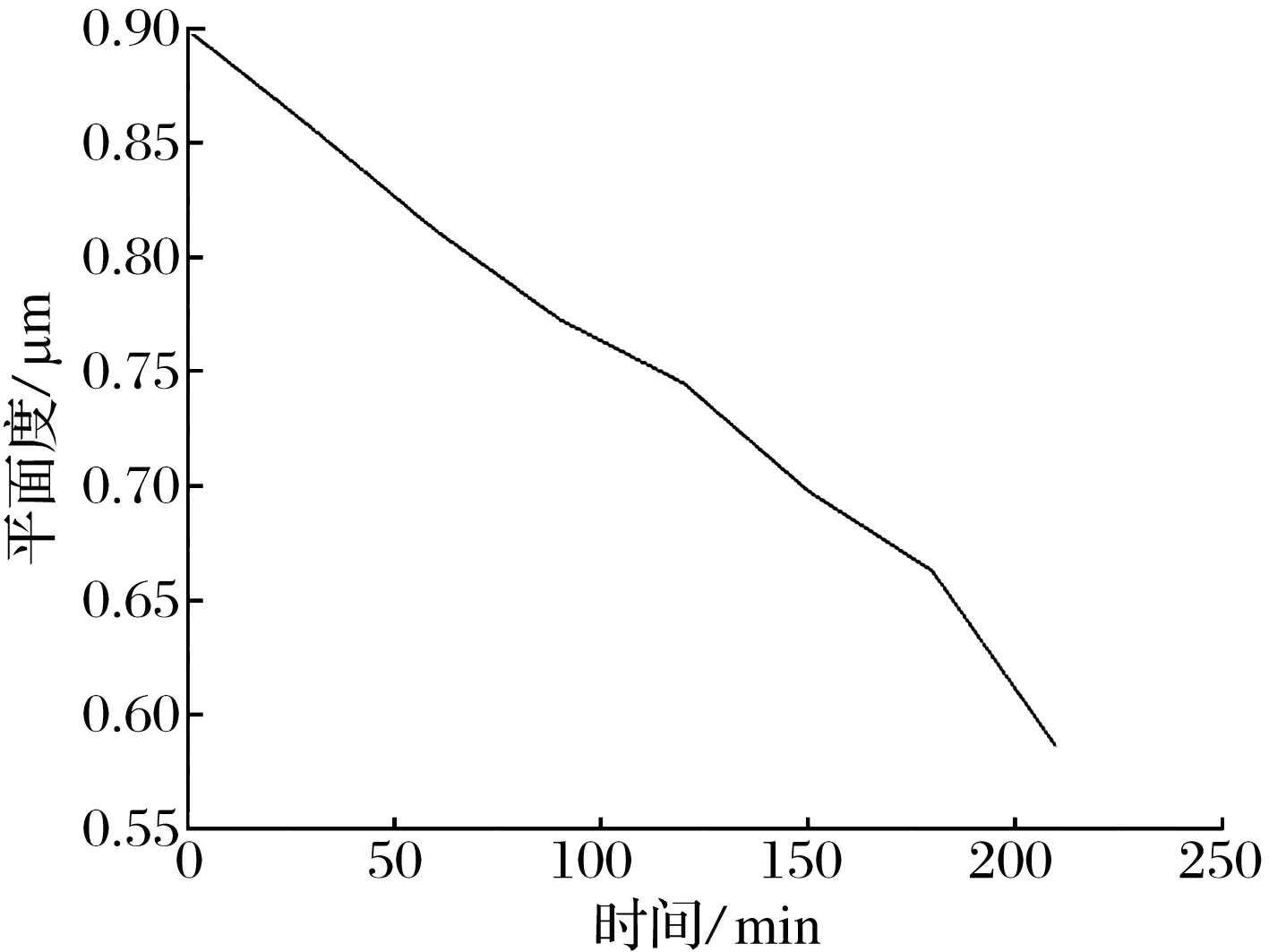
圖5 3#內圈端面的平面度、表面粗糙度隨拋光時間的變化Fig.5 Change of flatness and surface roughness of 3# inner ring end face with polishing time
力流變拋光前后軸承的對比如圖6所示,力流變拋光后工件表面光滑整潔,無凹坑、凸起等缺陷。

(a) 拋光前 (b) 拋光后圖6 力流變拋光前后軸承對比Fig.6 Comparison of bearing before and after force rheological polishing
多批次加工試驗表明:1)表面拋光前只需控制平面度為0.600~0.800 μm,表面粗糙度Ra值為0.025~0.035 μm,降低了端面磨削和研磨的難度;2)為降低加工成本,內圈平面度為0.600~0.800 μm,表面粗糙度Ra值不大于0.015 μm時即可滿足主機使用要求。
5 結束語
針對某發動機主軸用外圈無擋邊圓柱滾子軸承對內圈端面的平面度和表面粗糙度要求較高的問題,采用力流變拋光技術提高了內圈端面的加工質量。采用新技術加工的軸承滿足了發動機主軸軸承集成設計和密封的要求。
