圓柱滾子軸承保持架兜孔鎖爪加工工藝改進
2023-03-17 00:45:40劉海波古毅關云朋張宇
軸承 2023年3期
劉海波,古毅,關云朋,張宇
(1.中國航發哈爾濱軸承有限公司,哈爾濱 150025;2.哈爾濱東安汽車動力股份有限公司,哈爾濱 150066)
為防止圓柱滾子軸承搬運和裝機過程中出現散套或滾子脫落,往往在保持架兜孔周圍設計鎖點或鎖爪[1],以保證軸承裝配后保持架、滾子、套圈非外力不可分離[2]。保持架兜孔多,每個兜孔兩側均有鎖爪,鎖爪的對稱度和鎖量直接影響軸承的使用性能。由于保持架鎖爪加工質量的穩定性和一致性差,常出現兜孔鎖量過小或鎖量一致性差導致滾子脫落,鎖量過大導致軸承旋轉不靈活的問題[3],軸承廢品率高,批量返修比例高,故有必要對圓柱滾子軸承保持架兜孔鎖爪加工工藝進行研究,并提出相應的改進措施。
1 原工藝分析及存在的問題
1.1 原工藝
圓柱滾子軸承保持架鎖爪結構[4]如圖1所示,其加工工藝流程為:粗車成形→調質→細車成形→打標記→車外徑面槽→鉆、銑孔→拉方孔→終磨內徑面→車外臺階及倒角→去毛刺→銑臺階爪→去毛刺→光飾→劈爪→清洗→熒光磁粉探傷→清洗→終檢→鍍銀→動平衡→清洗→包裝。
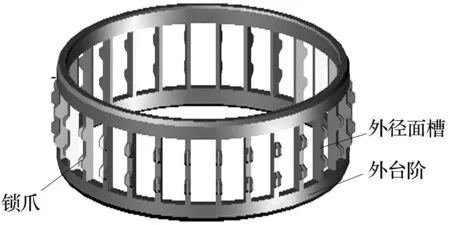
圖1 圓柱滾子軸承保持架鎖爪結構示意圖Fig.1 Structure diagram of locking claw of cylindrical roller bearing cage
1.2 存在的問題
1.2.1 鉆、銑、拉兜孔
兜孔先采用加工中心鉆、銑預制孔,再采用拉床拉削加工。鉆、銑加工采用徑向鉆模工裝,拉削加工采用拉方孔模工裝,如圖2所示,均采用保持架內徑面、端面定位。工裝與保持架之間為間隙配合,配合止口面的基本尺寸相同,保持架內徑尺寸公差為0~0.1 mm,工裝配合止口面尺寸公差為-0.04~-0.02 mm,配合間隙為0.02~0.14 mm。保持架與工裝配合后同軸度差,保持架隨工裝圓周等分旋轉時無法保證兜孔的圓周位置度。
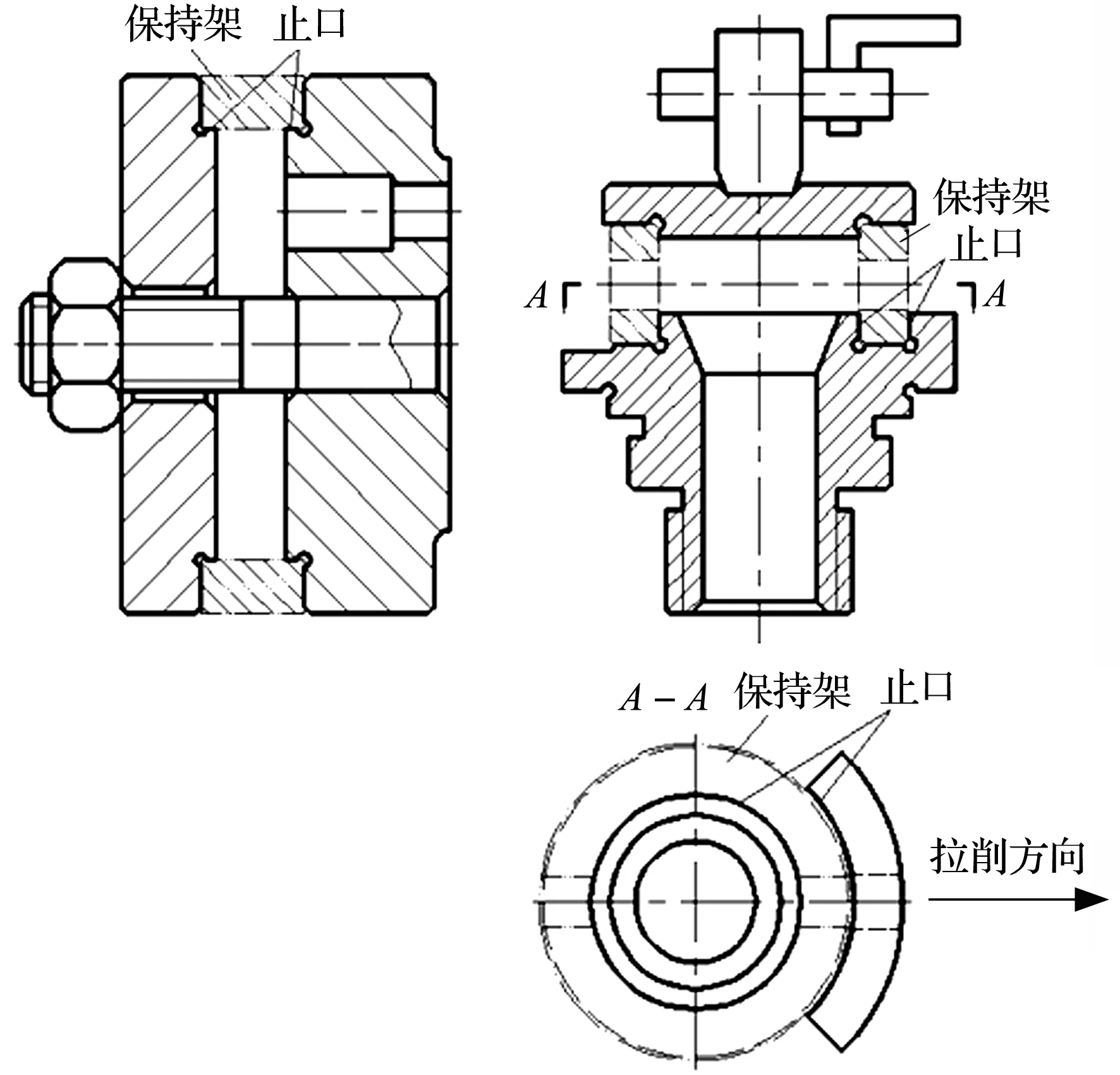
(a) 徑向鉆模 (b) 拉方孔模圖2 兜孔鉆、銑、拉工裝Fig.2 Tooling for drilling,milling and drawing of pocket
1.2.2 銑爪
銑爪用工裝示意圖如圖3a所示,銑爪模上有定位鉤,設計與兜孔尺寸相適應的矩形或圓形定位柱(圖3b),將其插入兜孔限制保持架的周向移動。為使待加工過梁位于保持架正上方,工作時定位柱和機床工作臺呈傾斜狀態,不便于調整,銑爪后鎖爪對稱性差,厚度不均,進而導致劈爪時2個鎖爪向兜孔內側彎曲程度不一致,出現相鄰兜孔一個鎖量過大,另一個鎖量過小的問題。
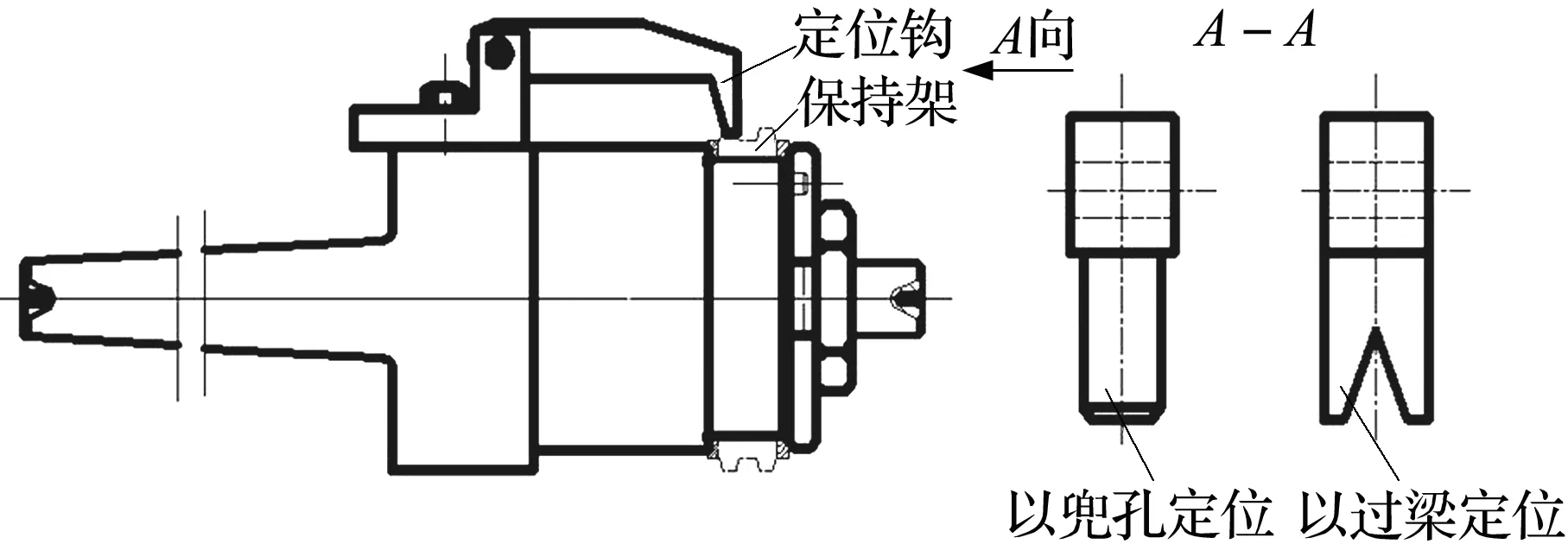
(a) 銑爪模具 (b) 定位柱 (c) V形定位槽
1.2.3 劈爪
劈爪用單錐形沖頭如圖4a所示,沖頭一次沖壓同一過梁上的2個鎖爪,同一兜孔兩側的鎖爪需進行2次沖壓。兜孔圓周等分差使過梁寬度不均,劈爪后鎖爪厚度不同,導致鎖爪彎曲程度不一致,最終使滾子沿圓周分布不均勻[5]。

(a) 優化前 (b) 優化后圖4 兜孔劈爪用工裝Fig.4 Tooling for splitting of claw of pocket
2 改進措施
1)在鉆、銑前增加磨兩平面、細磨外徑面、精車內徑面或細磨內徑面工序,提高保持架定位面的精度和改善回轉面的圓度和壁厚差,為后續鉆銑孔、拉方孔、銑爪、劈爪等提供良好的定位基準和精度儲備。優化后的工藝流程為:粗車成形→調質→細車成形→磨兩平面→細磨外徑面→精車內徑面或細磨內徑面→打標記→車外徑面槽→鉆、銑孔→拉方孔→終磨內徑面→車外臺階及倒角→去毛刺→銑臺階爪→去毛刺→光飾→劈爪→清洗→熒光磁粉探傷→清洗→終檢→鍍銀→動平衡→清洗→包裝。
2)將徑向鉆模和拉方孔模與保持架的間隙配合改為過渡配合,配合間隙為-0.01~+0.04 mm,同時將配合止口面相對工裝安裝面的形位精度由0.100 mm降低至0.005 mm。此外,為控制配合間隙,保持架定位面與工裝適配加工,即加工保持架定位面尺寸時,以下工序的工裝進行適配加工,在工藝要求范圍內盡可能保證保持架與工裝無間隙配合,以保證兜孔的圓周位置度。
3)銑爪時將以兜孔定位改為以過梁定位,定位柱改為V形定位槽(圖3c),V形定位槽卡于兩兜孔之間的過梁上,限制保持架的周向移動,通過提高V形槽的對稱度提高定位精度,進而提高鎖爪對稱性。
4)將劈爪用單錐形沖頭改為雙沖頭結構(圖4b),利用預加工的2個鎖爪之間的兜孔實現周向定位,該兜孔位于保持架上方且易于調整,每個兜孔兩側的鎖爪僅需一次沖壓,可保證鎖爪的對稱性以及鎖爪與兜孔的相對位置,避免過梁寬度不均導致鎖爪彎曲程度不一致的問題[6]。此外,沖頭表面加工質量及對稱性更易保證,進一步提高了保持架劈爪加工質量。
3 實際加工效果
采用改進工藝加工的圓柱滾子軸承保持架兜孔的鎖量一致性高,加工質量穩定,加工效率提升了近60%,避免了因鎖量問題導致的返修情況。該加工方法可以推廣至其他圓柱滾子軸承保持架兜孔鎖爪的加工。
