
鍋爐管板半自動TIG焊焊接工藝
2023-03-17 01:34:44馬琦索選軒沈華西歐先印余細平
金屬加工(熱加工) 2023年3期
馬琦,索選軒,沈華西,歐先印,余細平
1.江西省鍋爐壓力容器檢驗檢測研究院九江分院 江西九江 332000
2.九江海天設備制造有限公司 江西九江 332000
1 序言
九江海天設備制造有限公司制造的某型船用鍋爐為管板結構,其中爐管與管板的焊接接頭高達四五千個,其焊接質量直接影響鍋爐的使用安全,焊接效率直接影響產品的制造周期,因此管板處的焊接在整個生產周期中極其重要。若采用焊條電弧焊焊接,則焊縫外觀質量差,且熱輸入高,熔深大,極易燒穿爐管。手工氬弧焊雖然焊縫成形好,但效率極低,不能滿足規模化生產需求。而半自動化TIG焊具有焊縫成形美觀、焊接缺陷少、可靠性強,以及生產效率高等優點,可彌補上述兩種方法的不足,因此開發此種焊接工藝十分重要。
2 管板結構及質量要求
鍋爐管板管孔分布如圖1所示,爐管與管板焊接接頭如圖2所示。管板材質為Q345R,厚度24mm,爐管材質為410G,公稱直徑為φ51mm×3.5mm。圖樣要求爐管伸出長度L=5mm,焊腳高為5mm。制造采用先脹后焊的工藝,并且焊接位置為全位置水平固定焊。要求焊縫外觀達到中國船級社《材料與焊接規范》要求,且按NB/T 47013.5—2015《承壓設備無損檢測 第5部分:滲透檢測》[1]進行著色檢測,Ⅰ級合格。
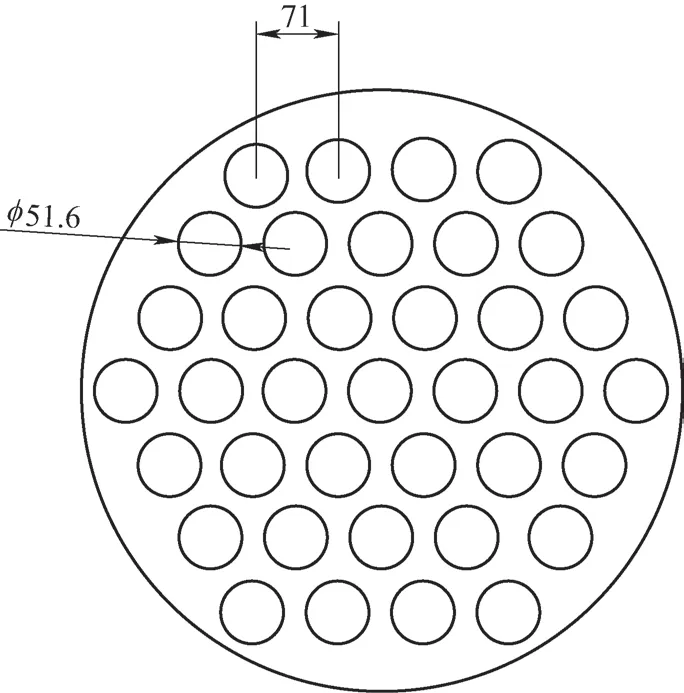
圖1 爐管管板管孔分布
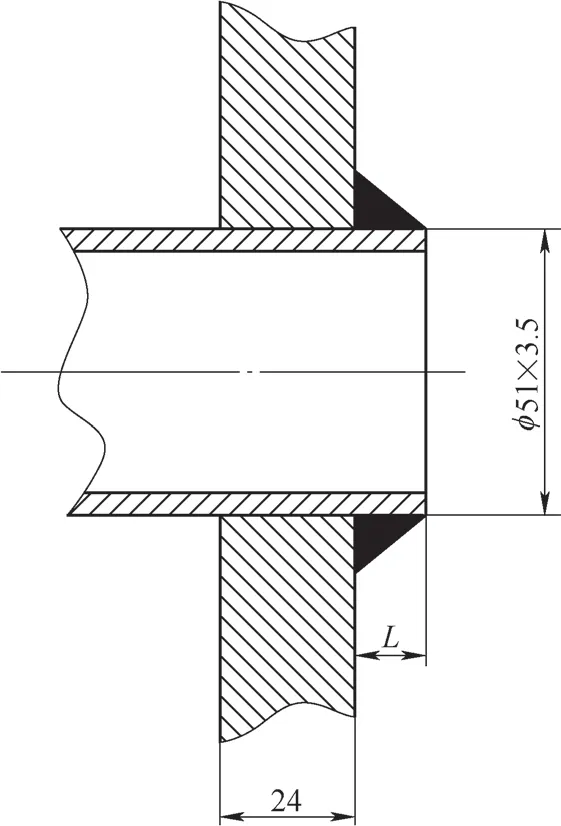
圖2 爐管與管板焊接接頭
3 焊接工藝試驗
3.1 焊前準備
根據管板角焊縫的設計及焊腳高的要求,焊絲選用ER50-6、φ1.0mm,并按GB/T 8110—2020《熔化極氣體保護電弧焊用非合金鋼及細晶粒鋼實心焊絲》[2]復驗符合要求。鎢極氬弧焊的抗氣孔能力弱,因此焊前焊件清理尤為重要,在焊前應將管板內孔、爐管管頭及管板表面的鐵銹、油污及氧化皮等清理干凈,必要時用丙酮清洗,以保證焊縫質量。
3.2 焊接方法及設備
采用半自動TIG焊進行焊接。焊機型號MWA-315,機頭型號MWP-80,焊接電源采用MWA-315,焊接過程采用計算機編程控制,通過調節脈沖實現對基值電流與時間、峰值電流與時間、焊接速度、送絲速度、弧長電壓及擺動功能等參數進行精細控制。整個焊接過程可分為兩步:第一步為焊機機頭的定位固定;第二步為實施焊接(見圖3)。兩個步驟的準確實施才能使整個焊接過程穩定,焊縫成形均勻美觀。
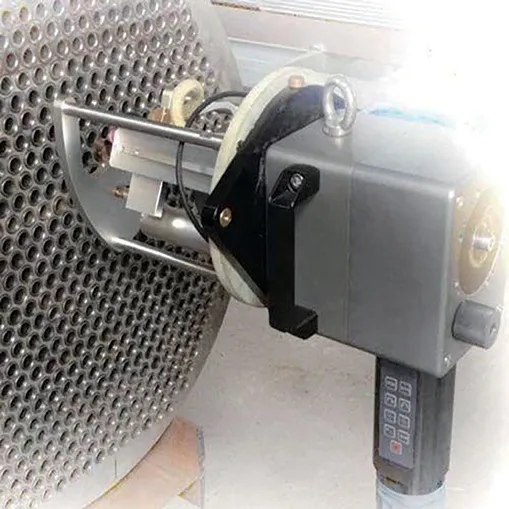
圖3 焊接示意
3.3 機頭定位
焊前焊接機頭的準確可靠固定是實現穩定焊接的前提。由于焊前爐管進行了預脹,每個爐管內徑大小有所偏差,且爐管脹接部位與未能脹接部位直徑大小也不同,因此原機頭的圓柱形定位臺與脹芯難以將焊槍牢固地固定在工件上,導致焊槍主軸中心與爐管中心同軸度很差,焊縫容易偏側及管頭容易燒穿。經過反復試驗改進,將圓柱形定位臺改裝成圓錐形定位臺,如圖4、圖5所示;將脹芯改裝成大小頭形式,如圖6、圖7所示。最終保證了焊槍可靠地固定在工件上,解決了焊槍主軸與爐管的偏心問題。
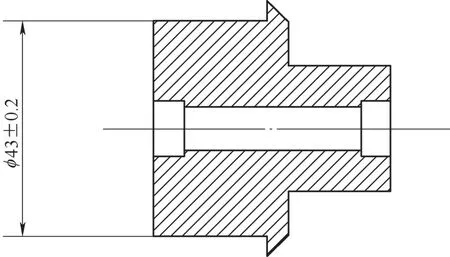
圖4 φ51mm×3.5mm銅脹頭改裝前

圖5 φ51mm×3.5mm銅脹頭改裝后

圖6 φ51mm×3.5mm脹芯改裝前

圖7 φ51mm×3.5mm脹芯改裝后
3.4 焊接參數
脈沖焊機由基值電流和峰值電流組成,基值電流很小,僅能維護電弧不熄滅,峰值電流較大,起到熔化焊絲、母材的作用,如果電弧電壓保持恒定,采用不同的峰值電流和峰值持續時間的匹配組合,同時合理選用通過脈沖幅比、脈沖寬比、脈沖頻率,可獲得不同的熔深和熔寬,即可在一定范圍內調節焊縫成形尺寸[3]。但是,當采用同一組參數進行全位置焊接過程中,由于焊接位置的不斷變化,會出現焊縫厚度不一致的現象,其原因是熔化的熔池在方向變化的電弧吹力、恒定的重力及變化的承載力的合力作用下,不斷改變外部形態,因此需根據不同焊接位置確定焊接電流、電弧電壓及焊接速度的匹配關系。為了彌補這種差異,試驗中將各種焊接位置分區域劃分(見圖8),進行分區焊接,實現焊接過程中焊接參數動態變化,在保證上坡焊焊縫厚度的前提下,盡可能增加下坡焊時的焊縫厚度。經過反復試驗,焊接參數改變前后焊接效果如圖9、圖10所示,最終確認出適合的焊接參數,見表1、表2。

表1 不同焊接區域焊接參數

表2 不同焊接區域通用焊接參數

圖8 焊接區域劃分示意

圖9 焊接參數調整前效果

圖10 焊接參數調整后效果
3.5 焊接接頭檢測
焊接試件按中國船級社《材料與焊接規范》第3篇中7.5.3“受壓殼體焊縫表面應均勻、致密,不應有裂紋、焊瘤、氣孔、夾渣、咬邊、弧坑和未填滿等缺陷”以及NB/T 47013.5—2015Ⅰ級進行驗收,經外觀檢測、無損檢測全部合格。
4 產品驗證
工藝試驗確定的焊接工藝用于鍋爐爐管焊接驗證,焊縫成形如圖11所示。焊接接頭外觀檢查焊縫表面無裂紋、焊瘤、氣孔、夾渣、咬邊、弧坑和未填滿等缺陷,達到中國船級社《材料與焊接規范》要求,按NB/T 47013.5—2015進行著色檢測,Ⅰ級合格。

圖11 焊縫成形
5 結束語
本文通過分析脹接用脹芯形式、脹頭形式、焊接參數對焊縫成形的影響,經過試驗驗證,最終得到一種滿意的鍋爐管板半自動化TIG焊接工藝,并得出以下結論。
1)采用半自動TIG焊,焊縫外觀成形美觀,焊接缺陷發生率低,焊接質量得到有效保障。
2)帶有一定錐度的脹芯、脹頭的結構形式能準確、牢固地固定焊接機頭,保證同心度。
3)半自動TIG焊采用動態焊接參數時,在全位置焊接下能保證整條焊縫的成形質量。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
