SUV 車型頂蓋外板A 面數(shù)據(jù)偏差分析與研究(上)
2023-03-11 08:24:26張新龍趙鋒牛恒仁王力劉帥中國(guó)第一汽車集團(tuán)有限公司
鍛造與沖壓 2023年4期
關(guān)鍵詞:工藝
文/張新龍,趙鋒,牛恒仁,王力,劉帥·中國(guó)第一汽車集團(tuán)有限公司
現(xiàn)今CAE 分析技術(shù)已經(jīng)被廣泛應(yīng)用在汽車、飛機(jī)等高精制造領(lǐng)域,為工業(yè)質(zhì)量提升提供了重大的技術(shù)支持,引領(lǐng)制造行業(yè)進(jìn)入了精密加工時(shí)代,目前沖壓行業(yè)更是將其用作沖壓工藝的指導(dǎo)性技術(shù)。CAE 分析技術(shù)既保證了沖壓產(chǎn)品的合理性,又進(jìn)一步加強(qiáng)了沖壓工藝的準(zhǔn)確性,在沖壓前期工作中起著舉足輕重的作用。如果SUV車型沖壓零件中頂蓋外板A 面回彈影響尺寸數(shù)據(jù)不合格,將直接影響總成數(shù)據(jù)甚至整車數(shù)據(jù)的不合格,最終影響整車外觀尺寸。為此本文主要通過CAE 分析技術(shù)和沖壓工藝來探討沖壓零件中頂蓋外板A 面回彈數(shù)據(jù)偏差分析需要關(guān)注的問題。
SUV 車型外覆蓋沖壓件中頂蓋外板屬于較大的平板類脹形零件,這類零件由于產(chǎn)品造型的原因,整體A 面的曲率半徑較大,在沖壓工藝設(shè)計(jì)中,一般是一次性拉延成形,在拉延過程中脹形成形的成分居多,拉深成形的成分只占一小部分,這意味著頂蓋外板這類零件如果出現(xiàn)嚴(yán)重的回彈現(xiàn)象,不僅需要考慮脹形成形的自由回彈趨勢(shì),還要考慮拉深成形的變形回彈趨勢(shì),并且拉深成形過程中的進(jìn)料控制影響著脹形成形的剛性狀態(tài)。
目前沖壓行業(yè)中,一般將頂蓋外板這類零件的成形工藝過程設(shè)計(jì)成拉延成形及后序的修邊、翻邊、整形成形過程,所以頂蓋外板A 面的自由回彈狀態(tài)包含著拉延回彈狀態(tài)和后工序變形回彈狀態(tài)。為了更好地分析頂蓋外板A 面回彈引起的數(shù)據(jù)偏差問題,這里我們將通過CAE 分析及沖壓工藝設(shè)計(jì)來進(jìn)行實(shí)例分析,分析頂蓋外板A 面回彈產(chǎn)生的因素,并且針對(duì)A 面回彈引起的數(shù)據(jù)偏差進(jìn)行統(tǒng)計(jì)分析,確定最佳的工藝更改方案。下面將以某SUV 車型頂蓋外板作為研究對(duì)象,研究如何更好地控制頂蓋外板A 面回彈引起的A 面數(shù)據(jù)偏差問題。
SUV 車型頂蓋外板A 面數(shù)據(jù)偏差問題
某SUV 車型頂蓋外板A 面的理論數(shù)據(jù)偏差范圍±0.3mm,成品件出件后A面存在嚴(yán)重的正回彈狀態(tài),A 面數(shù)據(jù)不合格,整體趨勢(shì)為正值,如圖1 所示。前端(A 處)中部最大超差+1.4mm,(B 處)中部最大超差+0.7mm,前部(C 處)中部最大超差+0.3mm,中段(D 處)中部最大超差+0.8mm,屬于不可接受的單件數(shù)據(jù)偏差狀態(tài),嚴(yán)重影響總成數(shù)據(jù),必須對(duì)頂蓋外板單件不合格數(shù)據(jù)進(jìn)行分析及有效控制。
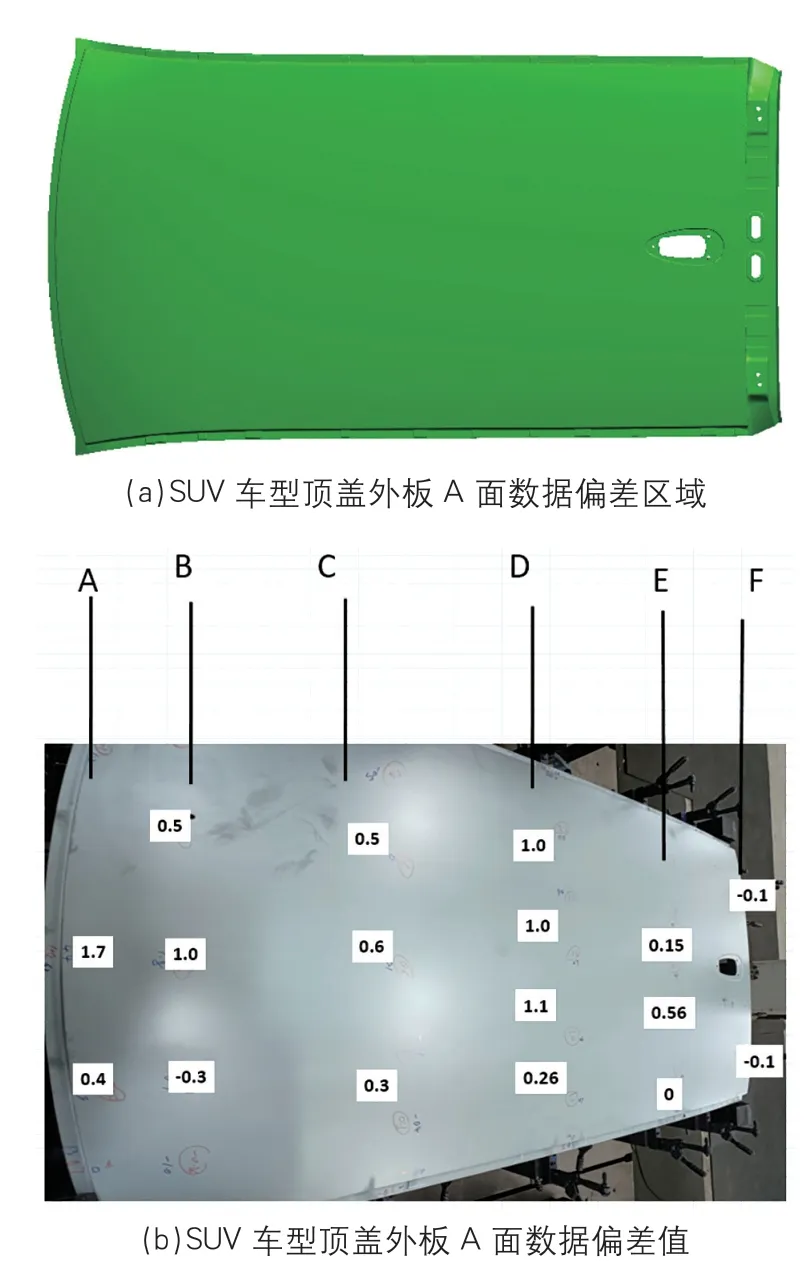
圖1 SUV 車型頂蓋外板A 面數(shù)據(jù)偏差狀態(tài)
SUV 車型頂蓋外板A 面數(shù)據(jù)偏差工藝分析
CAE 分析中原產(chǎn)品A 面拉延成形性分析
頂蓋外板長(zhǎng)度方向中線主應(yīng)力不足,如圖2(a)所示,B 處、C 處主應(yīng)力最小值為0.010,最大值為0.023,成形明顯不充分;D 處、E 處、F 處主應(yīng)力最小值為0.017,最大值為0.024,同樣成形不充分。再看減薄率,頂蓋外板長(zhǎng)度方向中線前部主減薄率局部不足,如圖2(b)所示,B 處、C 處減薄率為0.035,減薄率合理;D 處、E 處、F 處減薄率為0.030,減薄略顯不足,未達(dá)到頂蓋外板理論的最佳數(shù)值范圍0.035 ~0.040。

圖2 原產(chǎn)品A 面拉延成形性CAE 分析結(jié)果
根據(jù)上面原產(chǎn)品A 面拉延成形性分析,可以確認(rèn)頂蓋外板A 面的B 處、C 處、D 處、E 處、F 處對(duì)應(yīng)的長(zhǎng)度方向中線區(qū)域成形不充分,會(huì)影響A 面的整體剛性,甚至有負(fù)回彈引起塌陷的可能,需要對(duì)CAE 分析中的原產(chǎn)品A 面回彈狀態(tài)進(jìn)行印證,確認(rèn)產(chǎn)品A 面存在負(fù)回彈塌陷才能進(jìn)行必要的型面補(bǔ)償。
CAE 分析中原產(chǎn)品A 面回彈數(shù)據(jù)分析
為了更好地確認(rèn)模具型面A 面補(bǔ)償?shù)谋匾裕枰M(jìn)行原產(chǎn)品A 面回彈數(shù)據(jù)的確認(rèn)并做數(shù)據(jù)對(duì)比,以此為基礎(chǔ)進(jìn)行模具型面補(bǔ)償。

⑴成品件支撐回彈確認(rèn)。
如圖3 所示,合理的支撐能夠均衡回彈的不均勻狀態(tài),且狀態(tài)左右對(duì)稱。
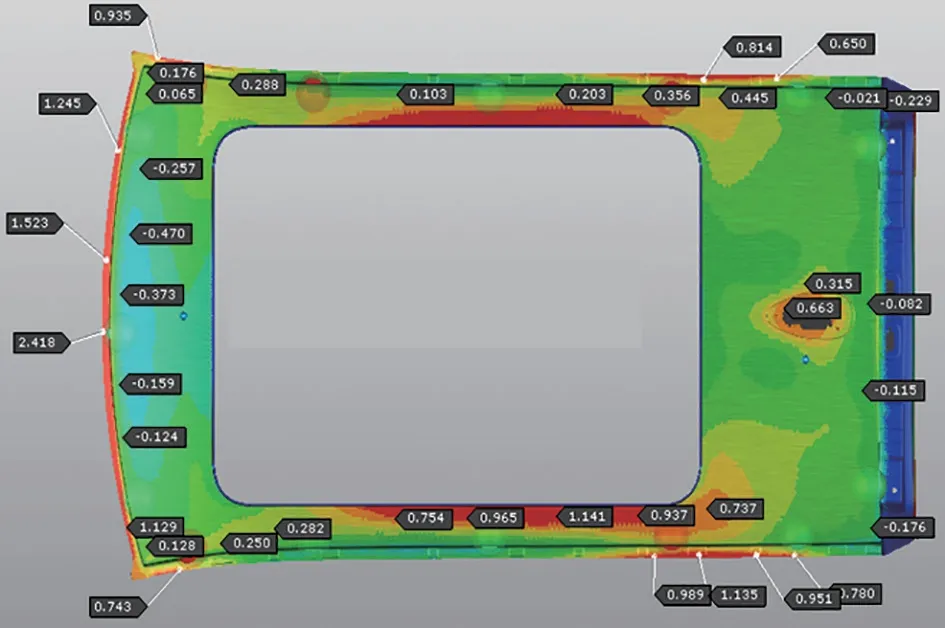
圖3 原產(chǎn)品成品件支撐回彈結(jié)果
⑵各工序A 面自由回彈數(shù)據(jù)對(duì)比。
由于頂蓋外板A 面長(zhǎng)度方向中線區(qū)域成形不充分,因此提取各工序A面對(duì)應(yīng)點(diǎn)回彈數(shù)據(jù)進(jìn)行對(duì)比,見表1,確認(rèn)工序工藝變化對(duì)回彈的影響。
各工序A 面回彈數(shù)據(jù)對(duì)比后可知,頂蓋外板長(zhǎng)度方向中線區(qū)域在拉延工序顯示整體負(fù)回彈趨勢(shì)(A 處/B 處/C 處/E 處/F 處);修邊后前部負(fù)回彈加劇(A 處),中部正回彈變化(B 處/C 處/D 處/E 處),后部負(fù)回彈加劇(F處),中部正回彈變化與以往的頂蓋外板出現(xiàn)的趨勢(shì)相反;整形后前部負(fù)回彈加劇(A 處),中部正回彈加劇(C 處/D 處),后部負(fù)回彈加劇(F處);天窗修邊整形帶動(dòng)后沿正回彈(E 處),前部負(fù)回彈緩解(A 處),天窗區(qū)域A 面消失(B 處/C 處/D 處),后部向上翻邊帶動(dòng)后部主棱線附近塌陷,負(fù)回彈緩解(F 處);全序回彈變化為趨勢(shì)一致的前后塌陷狀態(tài)。
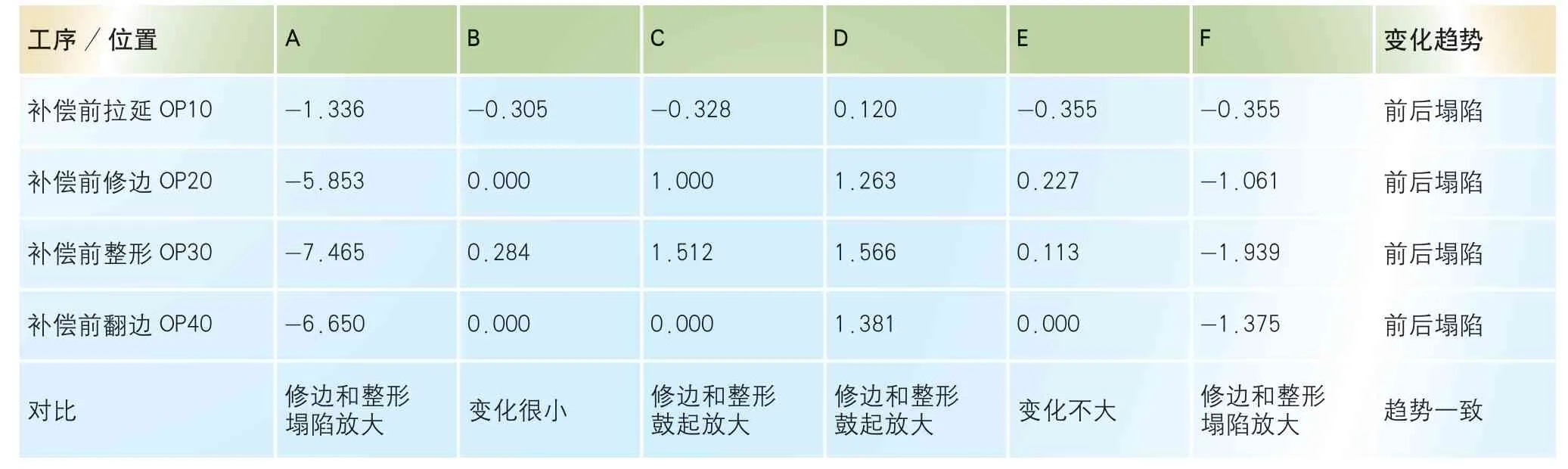
工序/位置 A B C D E F 變化趨勢(shì)補(bǔ)償前拉延OP10 -1.336 -0.305 -0.328 0.120 -0.355 -0.355 前后塌陷補(bǔ)償前修邊OP20 -5.853 0.000 1.000 1.263 0.227 -1.061 前后塌陷補(bǔ)償前整形OP30 -7.465 0.284 1.512 1.566 0.113 -1.939 前后塌陷補(bǔ)償前翻邊OP40 -6.650 0.000 0.000 1.381 0.000 -1.375 前后塌陷對(duì)比 修邊和整形塌陷放大 變化很小 修邊和整形鼓起放大鼓起放大 變化不大 修邊和整形塌陷放大 趨勢(shì)一致修邊和整形
CAE 分析中后工序工藝對(duì)回彈的影響分析
根據(jù)前面各工序A 面回彈數(shù)據(jù)對(duì)比結(jié)果,前后部的負(fù)回彈塌陷狀態(tài),型面是需要合理補(bǔ)償?shù)模宜牡拦ば虻墓に囎兓瘜?duì)A 面回彈都有一定影響,為了更加準(zhǔn)確地確認(rèn)工序工藝對(duì)零件A 面的影響,需要確認(rèn)各個(gè)工序工藝對(duì)回彈數(shù)據(jù)的影響。
⑴修邊工序工藝影響。
修邊工序工藝包括外輪廓修邊,兩側(cè)凸臺(tái)造型根部圓角整形,后部棱線垂直整形,屬于復(fù)合工藝。其中外輪廓修邊后應(yīng)力釋放導(dǎo)致前后部棱線區(qū)域A 面負(fù)回彈嚴(yán)重(A 處/F 處);兩側(cè)凸臺(tái)造型根部圓角整形后立壁聚料,引起兩側(cè)棱線區(qū)域A 面正回彈(B 處/C 處/D 處/E 處);后部棱線垂直整形后立壁單向拉伸力較大,導(dǎo)致后部棱線區(qū)域A 面負(fù)回彈(F 處),見表2。

表2 后部棱線區(qū)域A 面負(fù)回彈(單位:mm)
⑵整形工序工藝影響。
整形工序工藝包括前部和兩側(cè)立壁整形,后部棱線側(cè)向深度整形,屬于復(fù)合工藝。其中前部立壁整形后立壁要料引起前部棱線區(qū)域A 面負(fù)回彈加劇(A處),兩側(cè)立壁整形后立壁聚料引起兩側(cè)棱線區(qū)域A面正回彈(B 處/C 處/D 處/E 處);后部棱線側(cè)向深度整形后立壁單向拉伸力較大,導(dǎo)致后部棱線區(qū)域A 面負(fù)回彈加劇(F 處),見表3。
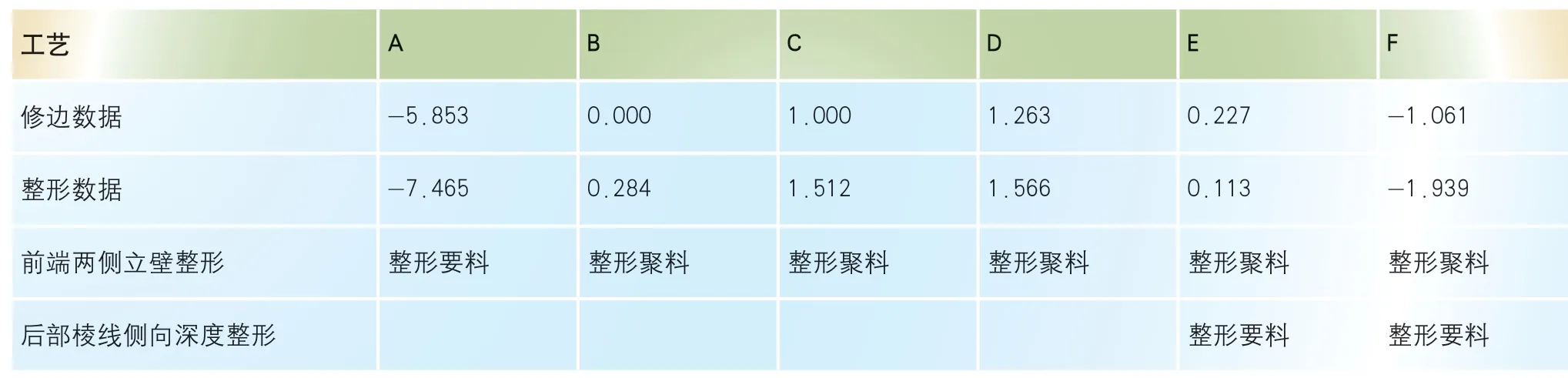
表3 后部棱線區(qū)域A 面負(fù)回彈加劇(單位:mm)
⑶翻邊工序工藝影響。
翻邊工序工藝,包括天窗修邊整形,后部搭接邊上翻邊,屬于復(fù)合工藝。其中天窗修邊整形后立壁聚料引起天窗周邊棱線區(qū)域A 面正回彈(A 處/B 處/C 處/D 處/E 處);后部搭接邊上翻邊后立壁聚料,導(dǎo)致后部搭接邊區(qū)域上翹,帶動(dòng)后部棱線區(qū)域A 面負(fù)回彈緩解(F 處),見表4。

表4 后部棱線區(qū)域A 面負(fù)回彈緩解(單位:mm)
影響分析:分析后工序工藝對(duì)回彈的影響可知,修邊應(yīng)力釋放對(duì)前后部的負(fù)回彈塌陷狀態(tài)影響較大,但是修邊開放量是需要在拉延工序型面進(jìn)行補(bǔ)償?shù)模磺安空我蠈?duì)前部的負(fù)回彈塌陷狀態(tài)繼續(xù)加劇,后部整形要料對(duì)后部的負(fù)回彈塌陷狀態(tài)繼續(xù)加劇,這些回彈加劇量是需要在全工序型面進(jìn)行補(bǔ)償?shù)模惶齑靶捱呎尉哿蠈?duì)前部和后部的負(fù)回彈塌陷狀態(tài)有所緩解,后部搭接邊上翻邊聚料對(duì)后部的負(fù)回彈塌陷狀態(tài)有所緩解,如果進(jìn)行全工序型面補(bǔ)償,負(fù)回彈緩解會(huì)更加明顯。
為了更好地確認(rèn)A 面補(bǔ)償?shù)谋匾裕ㄟ^原產(chǎn)品A 面成形性分析及全工序回彈數(shù)據(jù)的對(duì)比,確認(rèn)后工序工藝變化對(duì)A 面回彈的影響,可以確定前部和后部負(fù)回彈趨勢(shì)嚴(yán)重,需要進(jìn)行A 面補(bǔ)償;中部雖然受到工藝的影響出現(xiàn)正回彈變化,但是實(shí)際出件一般會(huì)有剛性不足的負(fù)回彈塌陷現(xiàn)象,所以可以考慮A 面中線區(qū)域型面全面補(bǔ)償,以此思路進(jìn)行全工序型面A 面補(bǔ)償。

猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
