基于附加載荷損耗系數的磨削比能預測方法研究
2023-03-10 05:11:58嚴燦曾欽周逸飛畢仁貴
機電信息 2023年4期
關鍵詞:實驗
嚴燦 曾欽 周逸飛 畢仁貴
(吉首大學物理與機電工程學院,湖南湘西 416000)
0 引言
磨削是當前智能制造、精密制造領域最重要的加工手段之一,但其能耗效率低,屬于高耗能、高排放的加工。磨削比能是指去除單位體積材料所消耗的能量,能反映機床加工的能效能力[1-2]。在磨床的研發設計階段,應盡量降低機床設備能耗。目前,國內外已有一些學者在磨削比能預測方法方面展開了研究。Li和Kara等人研究了單位切削體積能耗與切削速率之間的關系,但系數無法在通用模型中使用[3];Stefan等人采用最小能量理論對數控車床加工高碳鋼時切削比能與工藝參數之間的關系進行了探討[4];劉飛等人建立了機床服役過程中機電主傳動系統的能量模型,研究了機床自身能耗與加工能耗之間的相互關系[5];宮運啟等人針對切削過程提出了基于知識的能耗預測方法[6]。以上學者大多研究的是切削過程中的比能耗,目前針對磨削比能的研究很少,且大多是基于材料去除率、切削速率等單因素與切削比能之間的線性關系,而多工藝參數與磨削比能間的非線性關系的相關研究較少。
基于此,本文提出了一種通過加工實驗樣件得到不同參數下的附加載荷損耗系數,以此參數作為BP神經網絡的訓練樣本來預測實際對零件磨削時無法使用儀器設備測量其附加載荷系數的場景,用以間接獲得磨削加工的功率來預測磨削比能的方法,并在數控磨床進行了應用,驗證了方法的可行性及有效性。
1 數控磨床磨削比能預測模型的建立
1.1 數控磨床加工過程運行狀態功率模型的建立
為了更加詳細地描述磨床各個狀態的功率值,將數控磨床能量消耗系統簡化為主傳動模塊、進給傳動模塊、液壓模塊、數控模塊、冷卻模塊、潤滑模塊、照明模塊、清潔功能模塊等,零件加工時各模塊按順序啟動并檢測,將簡化的每個模塊檢測數據匯總到數控磨床不同的運行狀態之中。將磨床總功率PIN(t)分為基本啟動功率PBA(t)、待機運行功率PST(t)、空載運行功率PEM(t)、磨削加工功率PGR(t)。磨床功率消耗模型可表示為:
式中:Δp1為數控磨床從開機進入基本啟動狀態時功率的增量;Δp2為數控磨床從基本啟動狀態進入待機運行狀態時功率的增量;Δp3為數控磨床從待機運行狀態進入空載運行狀態時功率的增量;Δp4為數控磨床從空載運行狀態進入磨削加工狀態時功率的增量,包含數控磨床磨削功率Pg(t)及附加載荷損耗功率Pad(t),即:
數控磨床各運行狀態功率PBA(t)、PST(t)、PEM(t)、PGR(t)可以通過數字功率計確定,Δp1、Δp2、Δp3、Δp4可由已得到的各運行狀態功率值剔除前一運行狀態功率值獲取。
1.2 附加載荷損耗功率平衡方程的建立
數控磨床從空載運行狀態進入磨削加工狀態時功率的增量Δp4可分為磨削功率Pg(t)和附加載荷損耗功率Pad(t),Pad(t)主要是數控磨床在去除零件材料狀態下原動件和傳動模塊部分因存在較大負載而產生的附加能量損耗和機械傳動功率上的損耗,不能通過數字功率計直接測量。文獻[7]研究發現,Pad(t)中的附加載荷損耗系數α不是0.15~0.25之間的常數,而是與切削功率成正比,即:
式中:λ1為數控磨床附加載荷損耗一次系數;λ2為數控磨床附加載荷損耗二次系數。
由式(5)(6)(7)可得磨削加工狀態下的功率平衡方程:
式中:α1、α2為附加載荷損耗函數系數。
附加載荷損耗函數系數只能由實驗數據計算得到,工藝參數與附加載荷系數值一一對應,計算方程如式(10)(11)所示。
式中:api為第i組數控磨床實驗中磨削深度;vsi為第i組數控磨床實驗中砂輪線速度;vwi為第i組數控磨床實驗中工件進給速度;m為實驗次數。
1.3 數控磨床加工過程中磨削比能方程的建立
磨削比能SEG是指磨削零件時去除工件表面單位體積材料時磨床各模塊所消耗的能量總和。根據磨削比能的定義可得:
式中:E表示服役時間t內機床去除材料體積V時所消耗的能量;MRR表示材料去除率。
因無級變速數控磨床主軸轉速為一區間值,磨削功率無法全部測量計算得出,故引入BP神經網絡預測附加載荷損耗系數間接得到。數控磨床從空載到加工過程功率的增量Δp4可由數字功率測量并通過簡單計算得到,附加載荷損耗系數α1、α2訓練樣本值可由不同工藝參數下加工實驗樣件計算得到,生產現場中的附加載荷損耗系數α1、α2值由BP神經網絡預測得到,因而可根據式(8)計算得出磨削功率Pg(t),進而實現磨削比能SEG的預測。
2 BP神經網絡模型
本文采用Kolmogorov定理的三層前向BP 神經網絡,包含輸入、輸出和隱含層[8]。本文輸入變量為磨削加工過程中的工藝參數,即工件進給速度vw、磨削深度ap、砂輪線速度vs,輸入層神經元個數為3;輸出變量選取附加載荷損耗系數α1、α2,即輸出層神經元個數為2,以此實現數控磨削比能的預測。隱含層節點數的選擇結合理論公式與多次實例驗證,選取隱含層神經元個數為15。本文以tansig函數作為激活函數,為了加快神經函數訓練速度,提高比能預測精度,對選定的訓練樣本集的輸入變量和輸出變量進行歸一化處理,處理時盡量避開了0或1,以免訓練速度過慢,因此歸一化處理方式為:
式中:xi為輸入或輸出數據;xmin為數據變化的最小值;xmax為數據變化的最大值。
3 應用案例
3.1 實驗簡介
本實驗以MGK 7120×6/F磨床為測試對象,為了得到功率增量值Δp4及系數α1、α2,搭建了如圖1所示的實驗裝置,并開展實驗。實驗中采用數字功率計測量各階段的功率信號,采用Kistler測力儀測量磨削力和凈磨削功率。結合測量的參數計算出附加載荷損耗系數,以得到BP神經網絡預測模型的訓練樣本。采用均勻實驗設計方法,對表1所示的多組磨削參數進行了90組磨削實驗。

表1 數控磨削比能測試實驗的磨削參數值
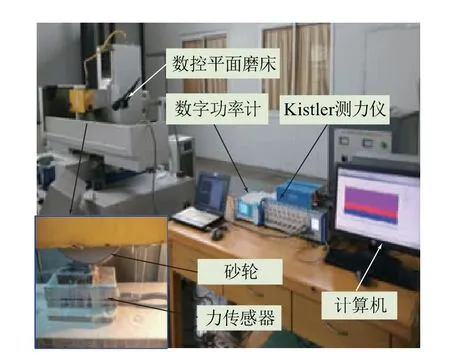
圖1 實驗平臺
3.2 數控平面磨床各運行狀態功率值和附加載荷損耗系數的獲取
測量數控磨床運行狀態功率PBA(t)、PST(t)、PEM(t)、PGR(t)便可求得相應增量Δp1、Δp2、Δp3、Δp4。由文獻[6]可知,PBA(t)、PST(t)值基本穩定存在,可一次測量出結果在計算磨削加工功率增量和附加載荷損耗系數時使用。由實驗測得PBA=2.034 1 kW,PST=2.285 4 kW 。因空載運行狀態功率PEM(t)包含了主軸轉動消耗功率以及進給運動消耗功率,且其值與砂輪線速度與進給速度有關,為不定值,采用數字功率計直接測量計算。功率增量Δp4采用數字功率計測量計算,磨削功率Pg(t)通過測力儀測量磨削力Ft后,利用公式Pg(t)=Ftvs計算得出。本文采用同組工藝參數多次實驗加工后,根據式(8)(9)(10)(11)進行回歸計算分析,求出附加載荷損耗系數α1、α2,并計算出全部90組附加載荷損耗系數。
3.3 BP 神經網絡的訓練
本文采用動量批梯度下降函數(traingdm)訓練,最大訓練次數為8×103,精度1×10-3,學習率5×10-3。由圖2(a)可知,當訓練循環達到第53次時,網絡收斂到事先預定的目標誤差10-5,且由圖2(b)可知,R=0.999 95,其值接近目標值1,可用來預測其他工況下的附加載荷損耗系數值。

圖2 BP 神經網絡訓練示意圖
圖3為進給速度設置為vw=2 150 mm/min,所分析得出附加載荷系數與砂輪線速度vs、磨削深度ap成非線性映射關系的三維網格曲面圖,進一步驗證了前面假設的磨削比能與工藝參數之間存在著非線性映射關系,同時證明了利用BP神經網絡預測磨削比能的可行性。

圖3 附加載荷損耗一次系數三維網格曲面圖
4 結語
本文基于數控磨床在零件加工過程中的能量消耗特性,建立了機床運行狀態功率模型、附加載荷損耗功率平衡方程以及磨削比能方程,提出了利用現有附加載荷損耗系數值預測不同工藝參數的附加載荷損耗系數,以此預測生產現場中無法使用力(或力矩)傳感器時的磨削比能,并進行了案例分析,結果表明,上述方法能給數控磨床加工過程中的附加載荷損耗功率預測、磨削比能研究、磨削工藝參數節能優化等一系列問題提供一種新的思路,具有較為廣闊的應用前景。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55