PDMS/SiC功能梯度復(fù)合材料3D打印主動混合噴頭結(jié)構(gòu)設(shè)計與工藝參數(shù)優(yōu)化
2023-02-27 05:09:42李傳敏楊建軍王洛唯
中國塑料 2023年2期
關(guān)鍵詞:效果結(jié)構(gòu)
李傳敏,楊建軍,李 洋,王洛唯
(青島理工大學(xué)機(jī)械與汽車工程學(xué)院,山東 青島 266520)
0 前言
功能梯度復(fù)合材料是指材料中的組分從一端到另一端呈現(xiàn)連續(xù)變化或準(zhǔn)連續(xù)變化的材料,在組織和骨骼結(jié)構(gòu)工程支架[1]、光學(xué)器件[2]、飛機(jī)高溫下陶瓷金屬隔熱罩[3]、可拉伸天線[4]和軟機(jī)器人[5]等領(lǐng)域有著廣泛的應(yīng)用。增材制造是空間內(nèi)逐點(diǎn)、逐行或逐層打印的1種工藝[6-7],可以打印獨(dú)特、復(fù)雜的形狀。
通過3D打印工藝制備功能梯度復(fù)合材料,主要包括多噴頭打印和單噴頭打印[8]。Skylar-Scott等[9]利用多噴頭打印黏彈性墨水制備梯度結(jié)構(gòu),宋銀寶等[10]利用多噴頭打印PDMS/SiC功能梯度復(fù)合材料,多噴頭打印需提前配制不同濃度的材料并灌入多個打印噴頭中,制造過程中需打印噴頭之間相互配合并頻繁切換。單噴頭打印包括被動混合打印和主動混合打印2種制備方式[11]。被動混合(靜態(tài)混合)打印利用特殊的通道幾何形式反復(fù)分割、拉伸、扭曲,增進(jìn)流體之間的融合[12]。Idaszek等[13]和Zhou等[14]利用被動混合打印制備了低黏度水凝膠復(fù)合材料。被動混合打印方法能夠滿足低黏度流體材料的混合,若流體材料的黏度不斷增大,將出現(xiàn)混合不均勻等問題,嚴(yán)重影響材料的混合及使用性能。針對較高黏度材料,通過主動混合進(jìn)行打印,利用槳葉、螺桿的攪拌作用,可以有效改善混合效果并提高工作效率[15]。Ren 等[16]利用主動混合打印,使用較高黏度的異氰酸酯(紅、藍(lán)兩色)材料,制備了具有梯度結(jié)構(gòu)的功能材料。關(guān)于高黏度復(fù)合材料的混合效率及效果有待進(jìn)一步提高。
PDMS溶液具有黏度高、易加工成形、化學(xué)性質(zhì)穩(wěn)定、無毒等特點(diǎn),應(yīng)用范圍廣泛,尤其在微流控、生物醫(yī)療等方面;SiC粉末具有無毒、溶解度高、價格便宜等特點(diǎn),常用作耐火、耐磨材料;PDMS和SiC混合液是典型的高黏度復(fù)合材料。本文以PDMS和SiC混合物為例,提出了1種用于打印高黏度功能梯度復(fù)合材料的雙向四螺旋螺桿結(jié)構(gòu)主動混合噴頭,探究結(jié)構(gòu)參數(shù)和工藝參數(shù)對混合效果的影響規(guī)律。
1 噴頭裝置與仿真流程
1.1 主動混合噴頭裝置
主動混合噴頭打印裝置由伺服電機(jī)、傳動軸、聯(lián)軸器、螺桿、混料腔、柱塞泵(1、2)、儲料筒(1、2)、打印平臺、入口(1、2)、打印噴頭(出口)等部件構(gòu)成,如圖1所示。主動混合裝置工作時,電機(jī)通過聯(lián)軸器、傳動軸,將扭矩傳遞給螺桿。柱塞泵推動材料,分別從左右兩端的入口擠入,經(jīng)螺桿充分?jǐn)嚢杌旌虾螅瑥拇蛴婎^擠出。
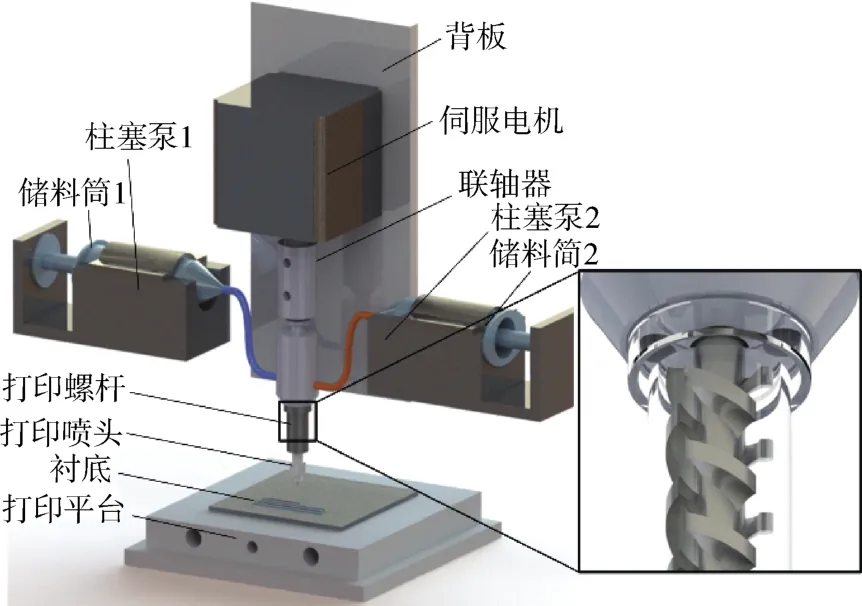
圖1 主動混合噴頭裝置Fig.1 Active mixing nozzle device
1.2 主要原料
SiC,粒徑600 nm,中航中邁金屬材料有限公司;
PDMS,道康寧184,道康寧(美國)有機(jī)硅有限公司;
主動混合噴頭入口1擠入材料1[100 %(質(zhì)量分?jǐn)?shù),下同)PDMS],入口2擠入材料2(50 %PDMS+50 %SiC),具體參數(shù)如表1所示。

表1 材料參數(shù)表Tab.1 Parameters of the materials
1.3 主要設(shè)備及儀器
數(shù)顯黏度計,NDJ-5S,邦西儀器科技(上海)有限公司;
真空干燥箱,DZF-6053,上海一恒科學(xué)一起有限公司;
柱塞泵,TYD01-02,保定雷弗流體科技有限公司;
功能梯度材料打印機(jī),F(xiàn)GM3DP-15,青島五維智造科技有限公司;
光學(xué)數(shù)碼顯微鏡,DSX510,奧林巴斯(中國)有限公司。
1.4 建模與網(wǎng)格劃分
混合時2種材料從兩側(cè)入口流入,經(jīng)混料腔內(nèi)螺桿充分?jǐn)嚢杌旌虾罅鞒觯诵牟考珊喕癁榛炝锨弧⒙輻U、出口、入口。其中2個入口直徑相同,入口直徑為2 mm,出口直徑為0.5 mm。對核心部件進(jìn)行建模,將其導(dǎo)入workbench的Fluid Flow(Fluent)中,進(jìn)行流體域的抽取。將模型簡化后導(dǎo)入mesh模塊,打開捕獲臨近度,調(diào)整臨近間隙因數(shù),此步驟可提高網(wǎng)格質(zhì)量。在模擬過程中流體域相對較小,且流動情況較復(fù)雜,因此不考慮邊界層,采用網(wǎng)格加密的方式來達(dá)到目的,最后生成整體網(wǎng)格。
1.5 求解設(shè)置
求解設(shè)置是將物理模型轉(zhuǎn)化為數(shù)學(xué)模型,對該過程中的材料屬性、邊界條件、網(wǎng)格交界面、求解方法、運(yùn)行計算并對結(jié)果進(jìn)行后處理。設(shè)置仿真參數(shù)時需考慮重力,設(shè)置重力加速度值為-9.81。在選擇黏性模型時,由于流體流動過程屬于復(fù)雜幾何流動問題,且Realizable型k-epsilon模型具有很好的收斂速率和相對較低的內(nèi)存要求[17],因此選擇Realizable型k-epsilon湍流模型。部件運(yùn)動方式選擇單參考系模型,因其功能齊全,對于勻速運(yùn)動只需要設(shè)置運(yùn)動部件速度和壁面速度。計算量較小,且效率高,可以精確描述運(yùn)動結(jié)果。設(shè)置時間步數(shù)、時間步長、最大迭代步數(shù),初始化之后,進(jìn)行仿真計算。
2 結(jié)構(gòu)參數(shù)對混合效果的影響
通過流體仿真分析確定主動混合噴頭螺桿結(jié)構(gòu),進(jìn)一步探究該結(jié)構(gòu)長度、間隙等結(jié)構(gòu)參數(shù)對混合效果的影響。其中,轉(zhuǎn)速為 60 r/min,入口速度為 1 mm/s,兩入口材料體積比為1/1。
2.1 不同螺桿結(jié)構(gòu)對混合效果的影響
4種常用微尺度混合結(jié)構(gòu)及其網(wǎng)格如圖2所示。a為單螺旋結(jié)構(gòu)、b為單向雙螺旋結(jié)構(gòu)、c為單向四螺旋結(jié)構(gòu)、d為雙向錯位雙螺旋結(jié)構(gòu)。其中,螺桿長度為16 mm,螺桿與腔體的單側(cè)間隙為0.3 mm。根據(jù)已有的截面形狀和螺旋線數(shù),提出并設(shè)計了1種雙向四螺旋螺桿結(jié)構(gòu)(e)。
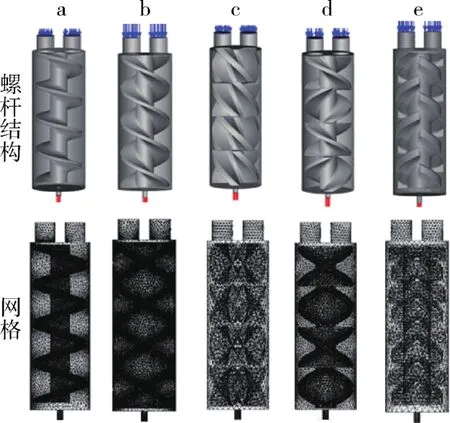
圖2 螺桿結(jié)構(gòu)及網(wǎng)格Fig.2 Screw structures and meshs
分別對5類螺旋結(jié)構(gòu)進(jìn)行仿真,得出混合云圖,如圖3所示,其中a為單螺旋結(jié)構(gòu)、b為單向雙螺旋結(jié)構(gòu)、c為單向四螺旋結(jié)構(gòu)、d為雙向錯位雙螺旋結(jié)構(gòu)、e為雙向四螺旋結(jié)構(gòu)。其中,縱截面可表示整體混合效果,靠近出口處位置最能反映最終混合效果,因此取每種結(jié)構(gòu)的縱截面與靠近出口處橫截面進(jìn)行觀察。
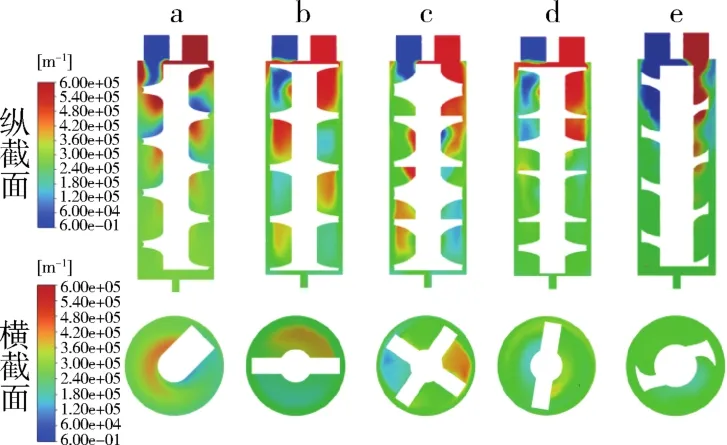
圖3 各類螺桿縱截面、橫截面界面密度混合云圖Fig.3 Mixed cloud images of longitudinal and transverse section interfacial density of various types of the screws
通過分析對比圖3中縱截面云圖中的單、雙向結(jié)構(gòu),可看出雙向結(jié)構(gòu)的混合效果普遍優(yōu)于單向結(jié)構(gòu),且雙向結(jié)構(gòu)混合均勻所需長度要少1~2個螺距。在混合均勻的前提下,螺桿越短,腔體體積越小,混合效率越高。雙向結(jié)構(gòu)(d與e)之間進(jìn)行比較后者混合更為均勻,雙向四螺旋結(jié)構(gòu)在整個螺桿長度內(nèi)流體被切割重組次數(shù)更多,混合更為均勻,因此選定雙向四螺旋結(jié)構(gòu)。
2.2 不同螺桿長度對混合效果的影響
螺桿長度是影響混合效果的1個主要因素。為探究不同螺桿長度對混合效果的影響,分別選取8、12、16 mm長的螺桿進(jìn)行仿真分析,如圖4所示,其中螺距為4 mm,螺桿與腔體的單側(cè)間隙為0.4 mm。對比不同長度螺桿在4 mm處橫截面混合效果,螺桿總長度越長,混合效果越好,通過分析其內(nèi)部受力可知,在相同螺桿結(jié)構(gòu)下,螺桿長度越長腔體阻力越大,內(nèi)部流體流動狀態(tài)越復(fù)雜,混合效果越好。總長8 mm螺桿在末端混合不均勻,總長12 mm與16 mm螺桿末端混合較為均勻。為同時滿足混合均勻及快速響應(yīng),需要盡可能減小的腔體尺寸,選定螺桿長度為12 mm。
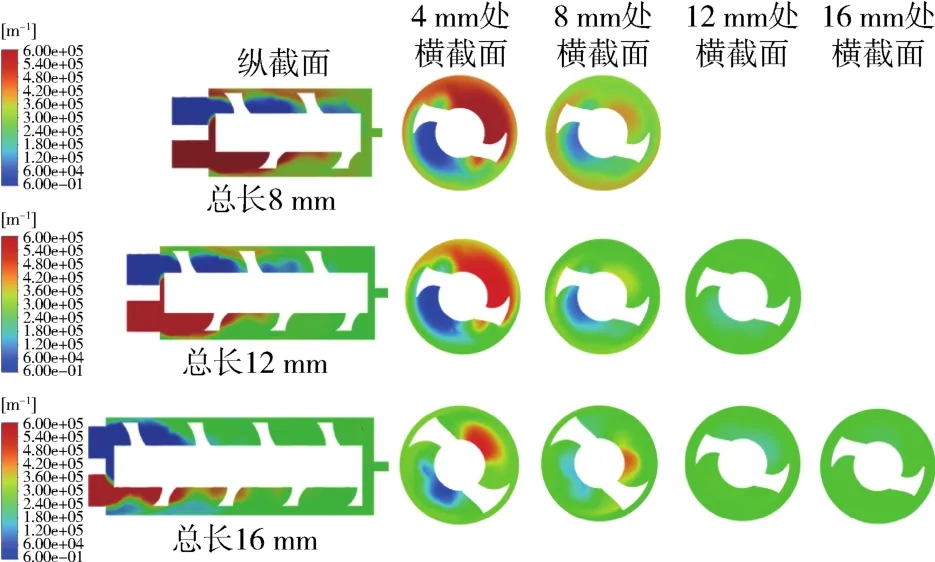
圖4 不同螺桿長度下的界面密度混合云圖Fig.4 Mixed cloud images for interfacial density of screws with different lengths
2.3 螺桿與腔體內(nèi)徑間隙對混合性能的影響
螺桿與腔體的間隙會對材料的混合效果與腔體體積產(chǎn)生影響。腔體內(nèi)徑與螺桿最大外徑單側(cè)間隙用φ表示,φ的最大值不宜過大,否則流體材料將會從間隙直接流出,影響混合效果,因此,取間隙分別為0.2 、0.4、0.6、0.8 mm進(jìn)行探究,分析云圖如圖5所示。通過對比圖5可知,4種不同間隙的混合效果中0.2 mm較為均勻,0.4、0.6、0.8 mm較差。因此,選定螺桿與腔體內(nèi)壁的間隙為0.2 mm時,混合效率高且腔體體積較小。
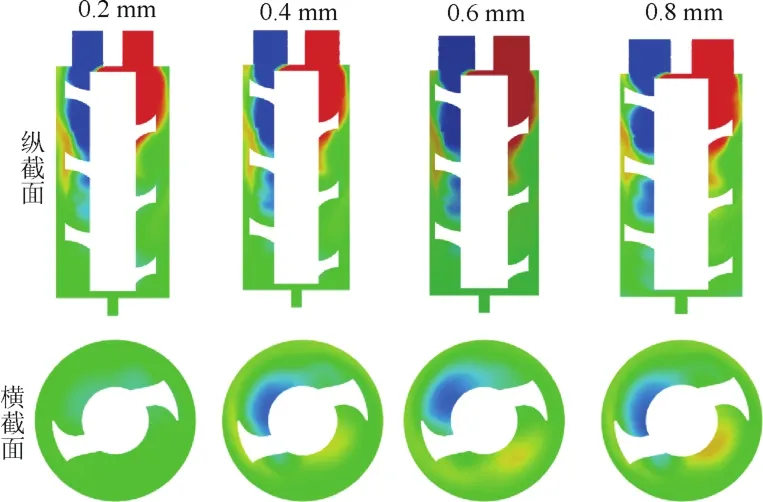
圖5 不同間隙下的界面密度混合云圖Fig.5 Mixed cloud image of interfacial density at different spacings
在探究主動混合噴頭螺桿結(jié)構(gòu)對混合性能影響規(guī)律中,對不同螺桿形狀、不同螺桿長度、不同間隙等因素進(jìn)行分析,選定雙向四螺旋螺桿結(jié)構(gòu),并確定螺桿長度為12 mm、間隙為0.2 mm。
3 工藝參數(shù)對混合效果的影響
確定主動混合噴頭的螺桿結(jié)構(gòu)參數(shù)后,需進(jìn)一步探究轉(zhuǎn)速、入口速度等工藝參數(shù)對混合效果的影響規(guī)律,以及在不同材料配比下的混合是否均勻。
3.1 轉(zhuǎn)速對混合效果的影響
轉(zhuǎn)速(即攪拌速度)是影響混合效果的1個主要因素。轉(zhuǎn)速過慢,混合達(dá)不到效果;轉(zhuǎn)速過快,對螺桿強(qiáng)度、電機(jī)功率等要求更高。為合理選取轉(zhuǎn)速值,取0、30、60、90、120 r/min不同轉(zhuǎn)速,如圖6所示,對混合效果進(jìn)行仿真分析探究,其中入口速率1 mm/s,兩入口材料體積比為1/1。根據(jù)圖6縱截面的混合云圖可得,轉(zhuǎn)速越高混合效果越好;當(dāng)轉(zhuǎn)速為0 r/min時,混合效果較差。在30 r/min轉(zhuǎn)速下,主動混合優(yōu)勢顯現(xiàn),混合效率大幅度提升。當(dāng)轉(zhuǎn)速≥60 r/min時,已均勻混合,因此實(shí)際打印中轉(zhuǎn)速應(yīng)不低于60 r/min。螺桿轉(zhuǎn)速越快,其所受扭矩越大,對螺桿強(qiáng)度要求越高,此外高轉(zhuǎn)速螺桿因受較大阻力而摩擦產(chǎn)生熱量,影響PDMS性能,為避免上述問題,綜合考慮選擇螺桿的轉(zhuǎn)速為60 r/min。
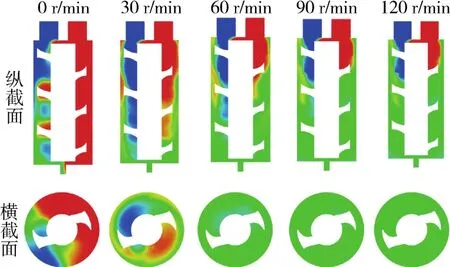
圖6 不同轉(zhuǎn)速下的界面密度混合云圖Fig.6 Mixed cloud images of interfacial density at different speeds
3.2 入口速度對混合效果的影響
入口速度是影響混合效果的另一個主要因素,在實(shí)際模型中柱塞泵推動料筒擠出材料,仿真模擬中采用速度入口、壓力出口的分析方式,入口速度決定流體在混合腔內(nèi)停留的時間及混合效率。分別為入口速度為0.5、1、2、4 mm/s時的混合云圖,如圖7所示,其中兩入口材料體積比為1/1。分析圖7可以得出,入口速度越慢,混合效果越好。入口速度越慢,流體在腔體內(nèi)停留時間增加,流體被切割重組的次數(shù)也隨之增加。若入口速度低,打印速度也隨之降低,打印時間增加。因此,需要在滿足混合效果的前提下盡可能提高入口速度。綜合考慮,選擇入口速度為1 mm/s。
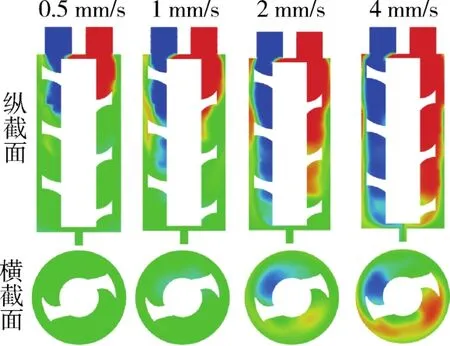
圖7 不同入口速度下的界面密度混合云圖Fig.7 Mixed cloud images of interfacial density at different inlet velocities
3.3 不同材料配比下的混合效果
在主動混合過程中,為確保單位時間內(nèi)打印的擠出量相同,兩入口流量之和需為定值,若入口1處流量增加(或減少),入口2處流量則需要相應(yīng)減少(或增加),即兩入口流量值呈負(fù)相關(guān)。當(dāng)總流量值一定時,不同材料配比下的混合效果是否滿足打印要求,需要進(jìn)一步探究。
前文探究2種材料入口比例相同下的混合效果,即材料 1(100 %PDMS)和材料 2(50 %PDMS+50 %SiC混合液)各占總體積50 %。現(xiàn)探究材料1體積分?jǐn)?shù)為 20 %、40 %、50 %、60 %、80 %體積分?jǐn)?shù)下觀察仿真結(jié)果,分別觀察縱截面云圖、橫截面云圖、各混合比的標(biāo)準(zhǔn)色譜,如圖8所示。其中,在不同材料配比下,混合均勻后的濃度不同,云圖也將呈現(xiàn)不同顏色。通過圖8觀察到各材料配比下的混合橫截面云圖,均可混合均勻,證明雙向四螺旋螺桿結(jié)構(gòu)在此結(jié)構(gòu)參數(shù)與工藝參數(shù)下,可以混合不同比例的材料,即可以在較大材料濃度范圍內(nèi)進(jìn)行有效混合。
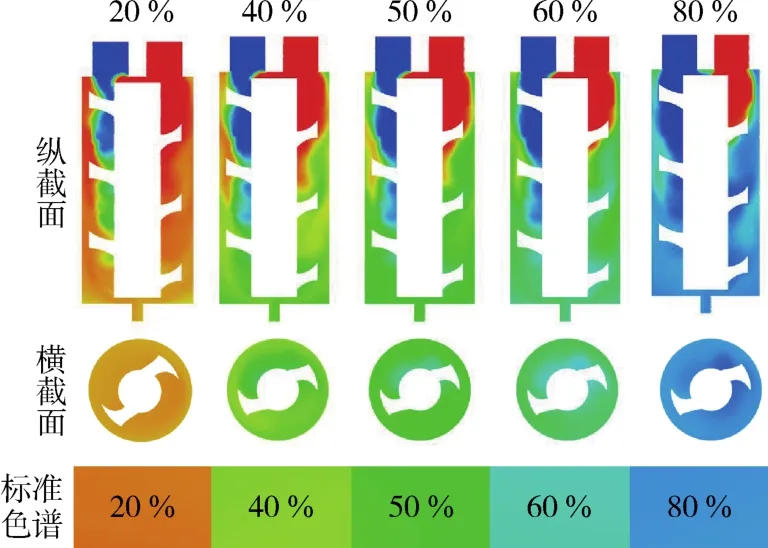
圖8 不同材料配比下的界面密度混合云圖及標(biāo)準(zhǔn)色譜Fig.8 Mixed cloud image of interfacial density under different material ratio and standard chromatograms
4 試驗(yàn)驗(yàn)證
螺桿結(jié)構(gòu)實(shí)物圖如圖9所示。將PDMS和固化劑按10/1質(zhì)量比完全混合,將混合后的PDMS分成2份,1份作為材料1留用,另一份和SiC按1/1質(zhì)量比完全混合作為材料2,將2份材料放入真空干燥箱,真空抽取30 min后,將材料灌入柱塞泵中備用。
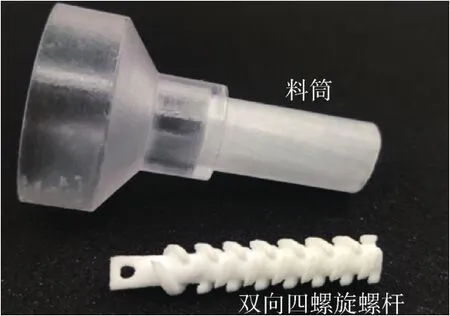
圖9 螺桿結(jié)構(gòu)實(shí)物照片F(xiàn)ig.9 Physical photograph of screw structure
使用Solidwork繪制圖形,保存成stl格式,導(dǎo)入Simplify 3D中進(jìn)行切片處理,設(shè)置打印周期0.5 mm、噴頭移動速度 10 mm/s、噴頭擠出速度 1 mm/s后開始打印。打印功能梯度樣件如圖10所示,樣件打印方向?yàn)閺淖蟮接遥牧蠑D出過程中材料1體積分?jǐn)?shù)逐漸增加,分別為 20 %、40 %、50 %、60 %、80 %,通過數(shù)碼顯微鏡觀察到結(jié)構(gòu)中不同組分SiC顆粒分布均勻,驗(yàn)證了該結(jié)構(gòu)能夠?qū)崿F(xiàn)復(fù)合材料的有效混合。
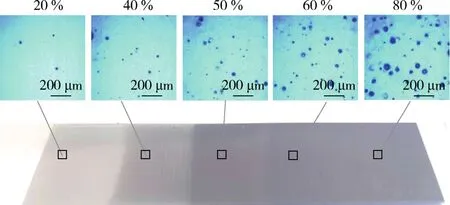
圖10 打印樣件及其微觀形貌Fig.10 Print samples and their microscopic morphology
5 結(jié)論
(1)通過仿真分析對比了多種螺桿結(jié)構(gòu)的混合效果,提出了1種雙向四螺旋螺桿結(jié)構(gòu)主動混合噴頭,可有效混合PDMS/SiC高黏度復(fù)合材料;基于流體仿真分析了螺桿長度、螺桿與腔體內(nèi)徑間隙等結(jié)構(gòu)參數(shù)對混合效果的影響,得出1組有效提高混合效果的結(jié)構(gòu)參數(shù):螺桿長度為12 mm、螺桿與腔體間隙為0.2 mm;對混合過程中轉(zhuǎn)速、材料入口速度等工藝參數(shù)進(jìn)行了優(yōu)化,確定了轉(zhuǎn)速為60 r/min、入口速度為1 mm/s等打印參數(shù),同時仿真分析了該主動混合噴頭針對不同體積配比下的復(fù)合材料均可混合均勻。
(2)通過制備樣件,驗(yàn)證了雙向四螺旋螺桿結(jié)構(gòu)結(jié)構(gòu)能夠?qū)崿F(xiàn)PDMS/SiC功能梯度復(fù)合材料的有效混合。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
Coco薇(2016年8期)2016-10-09 02:11:50
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
中國醫(yī)藥科學(xué)(2015年19期)2015-02-27 12:33:11
