蒸汽閃發罐泄漏分析與對策
2023-02-27 07:15:38符海龍
全面腐蝕控制 2023年1期
關鍵詞:設備
符海龍
(南通星球石墨股份有限公司,江蘇 如皋 226541)
1 用戶反饋描述
某設備制造公司承接制造的二合一石墨氯化氫合成爐項目蒸汽閃發罐設備,規格是Φ1600×2000×10mm,材質為Q345R,設計數據如表1所示。該設備投產后使用三年多來運轉正常,然而,某一天在該設備外側表面,出現多處源源不斷向外噴出霧狀過熱水的泄漏現象,由于該設備介質是0.8MPa的飽和水蒸汽,屬于承壓設備管轄范圍,因而給用戶現場區域帶來了安全隱患。
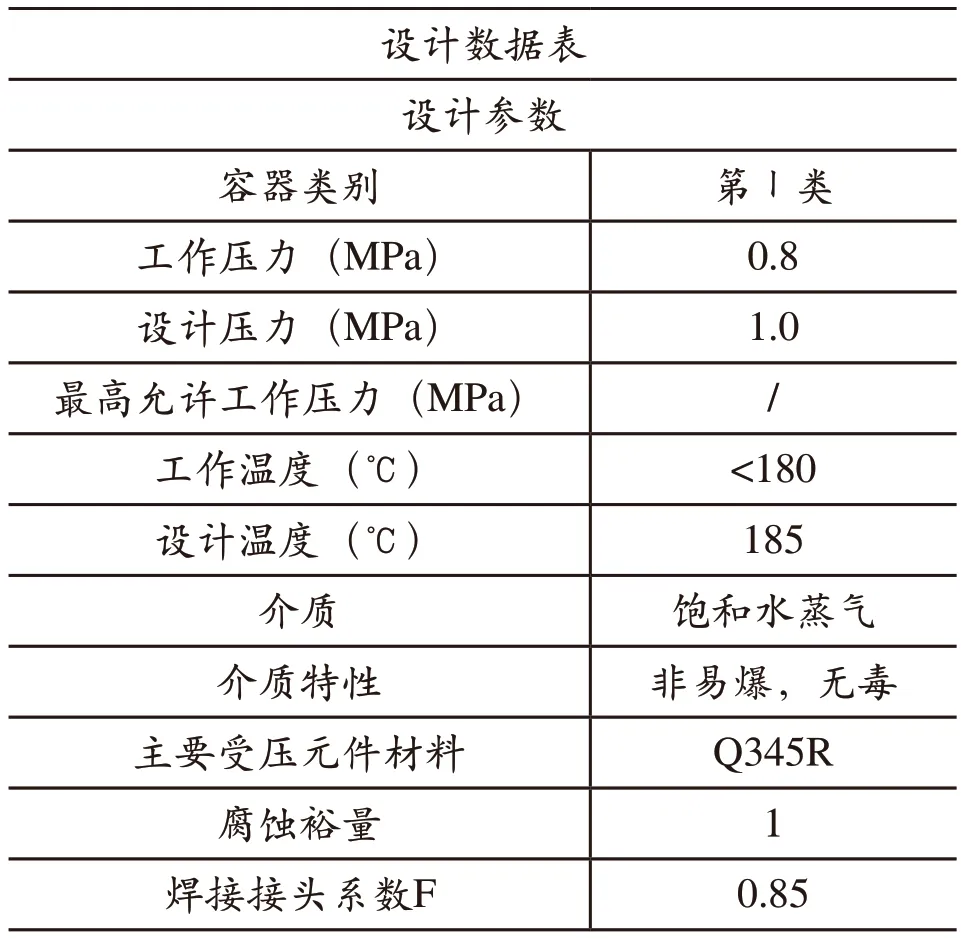
表1 蒸汽閃發罐設計數據表
2 現場分析
在該設備現場,對泄漏區域周圍進行厚度檢測。測得結果顯示,整個泄漏區域厚度在2.1~8.4mm之間不等,此臺蒸汽閃發罐的介質是飽和水蒸汽,局部減薄和泄漏部位位于筒體飽和蒸汽進口b的正對面180°的位置(如圖1所示),減薄的范圍大約是Φ1200mm的圓曲面,只要是從飽和蒸汽進口b處所噴射到的范圍均有減薄的現象。而泄漏點出現在Φ600mm左右的圓形曲面范圍內,共計出現5處針狀小孔向外噴出霧汽狀過熱水。現場檢測厚度示意圖如圖2所示。
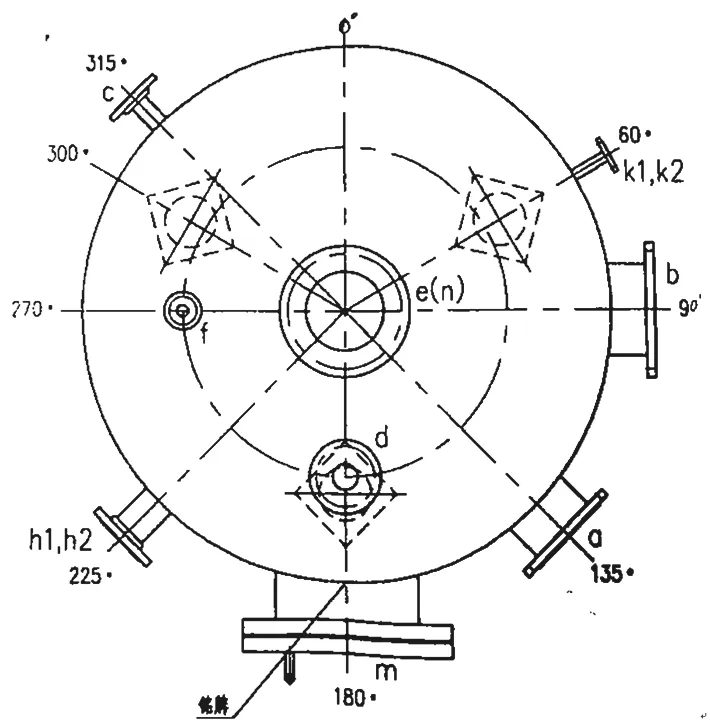
圖1蒸汽閃發罐管口方位圖
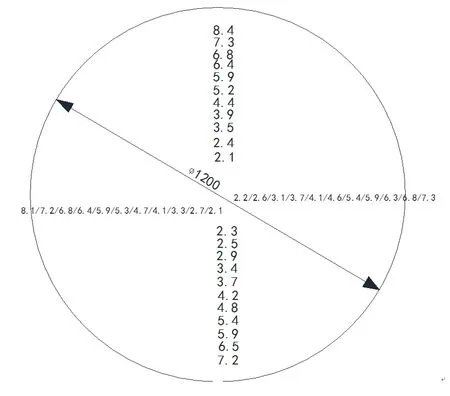
圖2 泄漏處圓周測厚數據(mm)
3 蒸汽閃發罐工作原理
從圖3中可以看出,蒸汽閃發罐中的飽和水蒸氣介質,是來自于二合一石墨氯化氫合成爐中的過熱水+濕蒸汽,進入蒸汽閃發罐中部分汽化后,蒸汽從上封頭接管處往外輸送,另外一部分過熱水從罐體下半部位接管再次回流到二合一石墨氯化氫合成爐殼體中。所以蒸汽閃發罐中的液位保持在罐體的一半高度。也即該臺蒸汽閃發罐罐內的上半部是蒸汽氣相空間,而下半部是過熱水液相空間[1]。該蒸汽閃發罐是副產蒸汽二合一石墨氯化氫合成爐主要配套設備之一,而二合一石墨氯化氫合成爐是化工行業生產氯化氫的關鍵裝置,是以氯氣、氫氣為原料完成氯化氫燃燒合成、氯化氫冷卻、氯化氫合成燃燒熱的利用,產生過熱水以供副產蒸汽的石墨制氯化氫合成爐,可簡稱副產蒸汽合成爐[2]。二者可以形象的比喻為一對一的從屬關系。
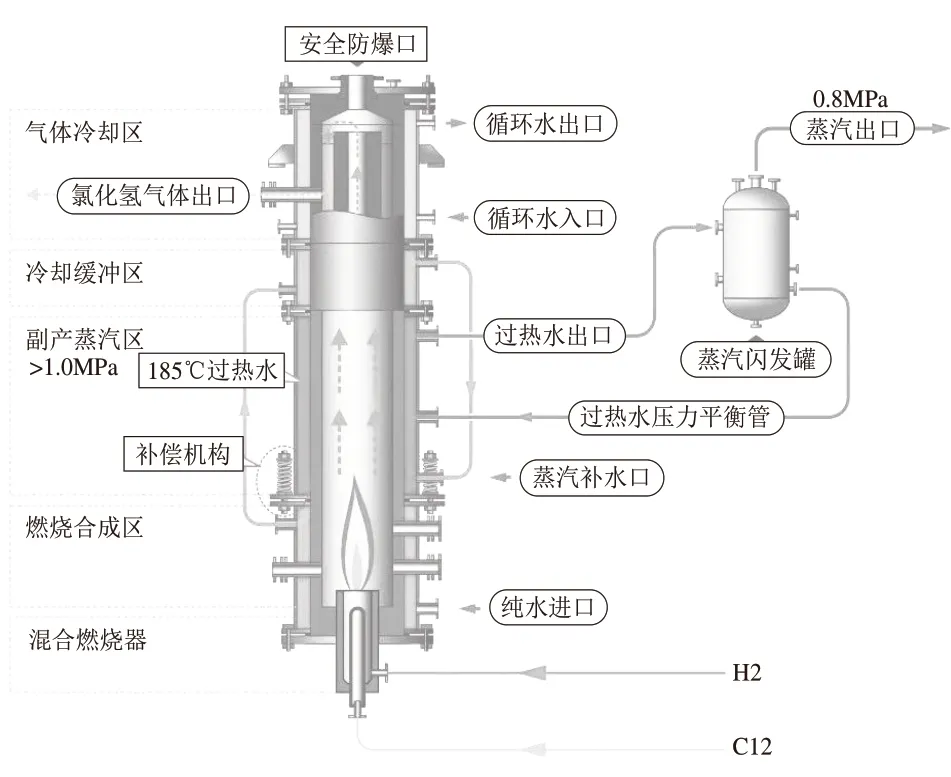
圖3 蒸汽閃發罐與二合一石墨氯化氫合成爐管口連接圖
4 泄漏產生機理
二合一石墨氯化氫合成爐中介質是濕蒸汽+過熱水,用物理名詞來形象比喻,是同時具備動能和勢能的組合體。其自身含有的巨大蒸汽潛熱,在通過狹小的管道空間輸送時,管道內部產生激烈的汽水湍流,奔向蒸汽閃發罐。某設備制造公司制造的蒸汽閃發罐一種規格Ф1600直徑的是5.2m3容積,另一種規格Ф1400直徑的是3.8m3容積,上述兩種規格型號的蒸汽閃發罐根據二合一石墨氯化氫合成爐型號的大小,與之分別配備Ф219×8mm、Ф273×8mm或者Ф325×10mm的三種規格的管道接管,與二合一石墨氯化氫合成爐過熱水管口相連接,而蒸汽閃發罐是一個密閉的有限空間,與其配套的二合一石墨氯化氫合成爐介質濕蒸汽+過熱水輸送管道相比較,其空間擴大了無數倍,加上傳輸過程中高溫、高壓兩參數同時存在,到達蒸汽閃發罐時瞬間得到釋放,直接噴射到b接管對面內側表面。
5 泄漏原因分析
在蒸汽閃發罐正常運轉過程中,當液體介質(水)達到飽和蒸汽壓力時,液體介質(水)就開始汽化而形成氣泡,此時氣泡隨湍流在流動過程中瞬時得到釋放而到達蒸汽閃發罐內部空間,氣泡瞬時潰滅。在氣泡潰滅的瞬間,氣泡周圍的液體迅速侵入氣泡潰滅形成的空穴,無數微小氣泡形成后又瞬間破滅,形成高度局部化的沖擊力,由此造成金屬損失[3]。因而也就產生了“汽蝕”現象,而水擊又是“汽蝕”現象的主要特征。由于水擊反復不間斷撞擊,致使金屬表面(蒸汽閃發罐內壁)受到疲勞破壞,而且,在高溫和高壓的雙重因素作用下,液體滲入和流出金屬的孔隙,迫使金屬離子脫離母體而被液體帶走,從而使金屬表面出現一個個空穴或凹坑,產生了嚴重的點蝕,從而使得所噴射到的范圍內的筒體壁厚減薄,直至穿透,因而形成了圖2中Ф600mm圓形曲面中5處泄漏點。
6 防范措施探討
(1)綜合上述原因分析,初步考慮在設計時,對碳鋼材質的蒸汽閃發罐,在飽和蒸汽進口b接管對面內側表面增加了一塊Φ500mm直徑,壁厚與筒體厚度同等的“防沖擋板”,以“防備”擊穿(如圖4所示)。簡而言之,就是增加局部的板材厚度,以換取設備“安全運行”。某設備制造公司近三年來制造的蒸汽閃發罐Ф1400直徑規格和Ф1600直徑規格近百臺蒸汽閃發罐產品,均采用此方案來減弱“汽蝕”穿透泄漏現象的發生。但現實情況下,筒體直徑越大與之相對應噴射到的范圍肯定越大,加上工作壓力和工作溫度的不同,噴射到的面積亦不盡相同,顯然此方法存在著欠妥當之處;
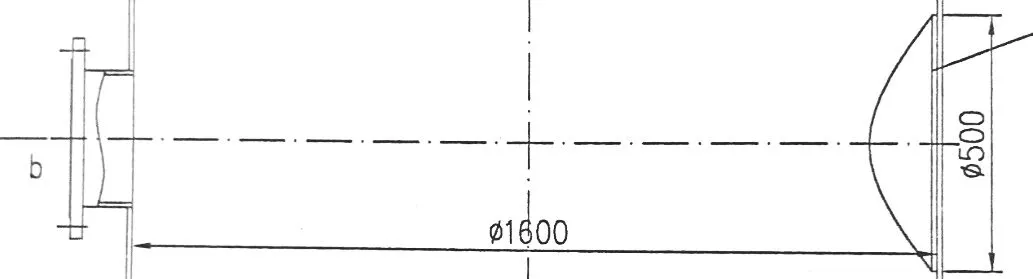
圖4 增加防沖擋板圖
(2)將上述方法優化,根據蒸汽閃發罐筒體直徑的大小不同,確定不同直徑的防沖擋板才顯得更合情合理,例如:Ф1400直徑規格的蒸汽閃發罐,采用Ф600mm直徑的防沖擋板,Ф1600直徑規格的蒸汽閃發罐,采用Ф800mm直徑的防沖擋板;
(3)在飽和蒸汽進口b接管處設置可拆卸防沖擋板裝置,并提示用戶每年根據此防沖擋板的減薄情況進行更換;
(4)適當增加此飽和蒸汽進口接管b的規格直徑,從降低其流速方面考慮減弱“汽蝕”現象的 發生。
7 最終方案確定
歷史的經驗告訴我們,陽光總是在風雨后。多年的設計和制造實踐表明,任何一件方案的確定,必須經過無數個方案、無數次實踐來驗證。經過多年的設計實踐,在使用排除法對上述“防范措施”逐一推敲,并結合近年來諸多用戶的反饋,最終確定采用“分布器”裝置方案,來避免和杜絕蒸汽閃發罐“汽蝕”現象的發生(如圖5所示)。一是從碳鋼Q345R材質的表面硬度與S30408不銹鋼材質的表面硬度來比較,其布氏硬度HB值后者明顯高于前者很多;二是在標準《承壓設備損傷模式識別》8.7.6條主要預防措施(b)選材:使用硬質表面層或表面堆焊耐磨合金,使用更硬和/或更耐腐蝕的合金[4],也得到了大力推薦。三是“分布器”裝置具備明顯的導向作用,迫使過熱水+濕蒸汽“定向”排出到蒸汽閃發罐內側下半部。
8 結語
該“分布器”裝置采用S30408不銹鋼材質制造,規格型號的大小,采取與之相配套的二合一石墨氯化氫合成爐“過熱水”出口管的大小來確定,一般是采用Ф219×8mm、Ф273×8mm或者Ф325×10mm三種規格。“分布器”裝置采用可拆卸式結構,當“分布器”裝置局部制作完成后,其一端連接蒸汽閃發罐飽和蒸汽進口,另一端固定在飽和蒸汽進口對面內壁,以減輕“分布器”裝置的震動。某設備制造公司采用該新方案制造2種規格型號的蒸汽閃發罐(Ф1400直徑規格和Ф1600直徑規格)數十臺投入市場,從使用后用戶信息反饋來看,得到了良好的肯定和贊許,“分布器”裝置的實物樣圖如圖6所示。
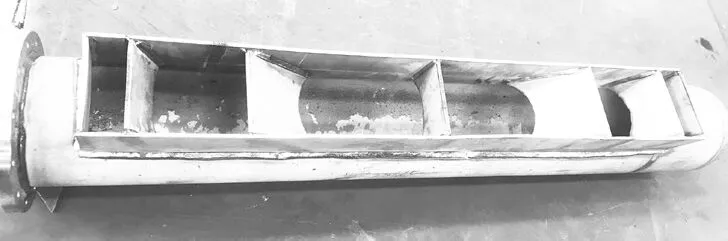
圖6 分布器實物圖樣
俗話說:吃一塹,長一智。只有在磨礪和挫折面前,才能看得到自身的不足。通過對上述案例的分析,再次佐證了唯有經過多次挫折方能獲得真知的科學道理,我們只有不斷摸索,不斷學習、多探討、多總結,知識面才能得到不斷提高,才能到達成功的彼岸。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00