FDM打印雙材料小腿假肢接受腔的算法研究
2023-02-24 09:01:54譚躍剛
科技創新與應用 2023年4期
孫 祁,譚躍剛
(1.武漢理工大學 機電工程學院,武漢 430070;2.湖北省康復輔具技術中心,武漢 430073)
接受腔是殘肢與假肢之間的紐帶,主要起到支撐人體體重、懸吊假肢并控制假肢運動的作用[1],接受腔制作的好壞直接影響到假肢的舒適性、安全性及使用效果,所以說假肢接受腔是假肢結構中最重要的一部分。
近年來,逐步發展的通過FDM(熔融堆積成型)3D打印工藝,采用聚乳酸(PLA)材料打印小腿假肢接受腔,操作簡單、縮短了制作周期,但是也存在材料硬度較高問題,變形量較少導致懸吊不佳,且在不穿戴內襯套時易摩擦損傷殘肢,不可避免地需要增加制作內襯套的工序等問題。
隨著FDM多材料3D打印技術的推廣,研究人員開始嘗試引入軟性材料的雙材料FDM打印假肢接受腔,內部用軟性材料保護殘肢,外部用硬性材料起到結構加強作用,以此來解決單一材料所帶來的問題,制造出懸吊性能好、與患者殘肢貼合度高,降低二次損傷風險的小腿假肢接受腔。
但在基于FDM成型工藝打印產品的過程中,實體模型角度方向的擺放、打印的分層方法和路徑規劃的選擇都會直接影響到最后模型的成型質量和打印效率。因此本文針對所建立模型的特點,提出適合于FDM打印雙材料小腿假肢接受腔的放置方向、分層方法和路徑規劃,提高FDM工藝打印軟、硬雙材料接受腔的可行性和實用性,對于改善殘疾人生活現狀、維護社會和諧穩定具有長遠意義。
1 STL文件簡介
三維模型根據不同的成形原理和功能屬性存在著不同的文件存儲格式,如三維實體、點云模型等,但是這些模型文件不能被3D打印機直接讀取,需要通過專業的切片軟件對模型文件進行數據處理。美國3D Systems軟件公司在1987年創立了3D打印快速成型專用的STL格式文件,該格式剛提出時被用于三維零件模型和RP系統兩者間的數據交換[2],發展至今在逆向工程、有限元分析、醫學成像系統和文物保護等方面有廣泛的應用,且市面上主流的三維設計軟件都可以生成STL格式的文件,如AutoCAD、SolidWorks、UG和ProE等軟件。
STL文件是一種用許多空間小三角形面片逼近三維實體表面的數據模型,STL模型的數據通過給出組成三角形法向量的3個分量(用于確定三角面片的正反方向)及三角形的3個頂點坐標來實現[3],一個完整的STL文件記載了組成實體模型的所有三角形面片的法向量數據和頂點坐標數據信息。因此,在對三維模型進行打印時,模型的放置方向、分層算法和路徑規劃均是由STL模型來表示的。
2 模型放置方向的選擇
在打印過程中,模型放置方向的不同就會導致零件打印時的支撐方式不同,從而決定了打印中材料的損耗和時間的花費程度,而且還會影響到模型的打印精度,給零件表面留下難以消除的痕跡和紋路[4]。
如圖1所示,是三維模型在打印過程中幾種不同放置方向的平面視圖,其中(a)、(b)、(c)分別是以三維模型A1、A2、A3 3個平面與打印平臺相接觸的方式來放置,此時不需要支撐就可以完成三維模型的打印;(d)、(e)、(f)分別是以三維模型L1、L3、L2 3條邊與打印平臺相接觸的方式來放置,這3種方式均需要在與平臺接觸邊相鄰的2個面處添加支撐,才能完成三維模型的打印。
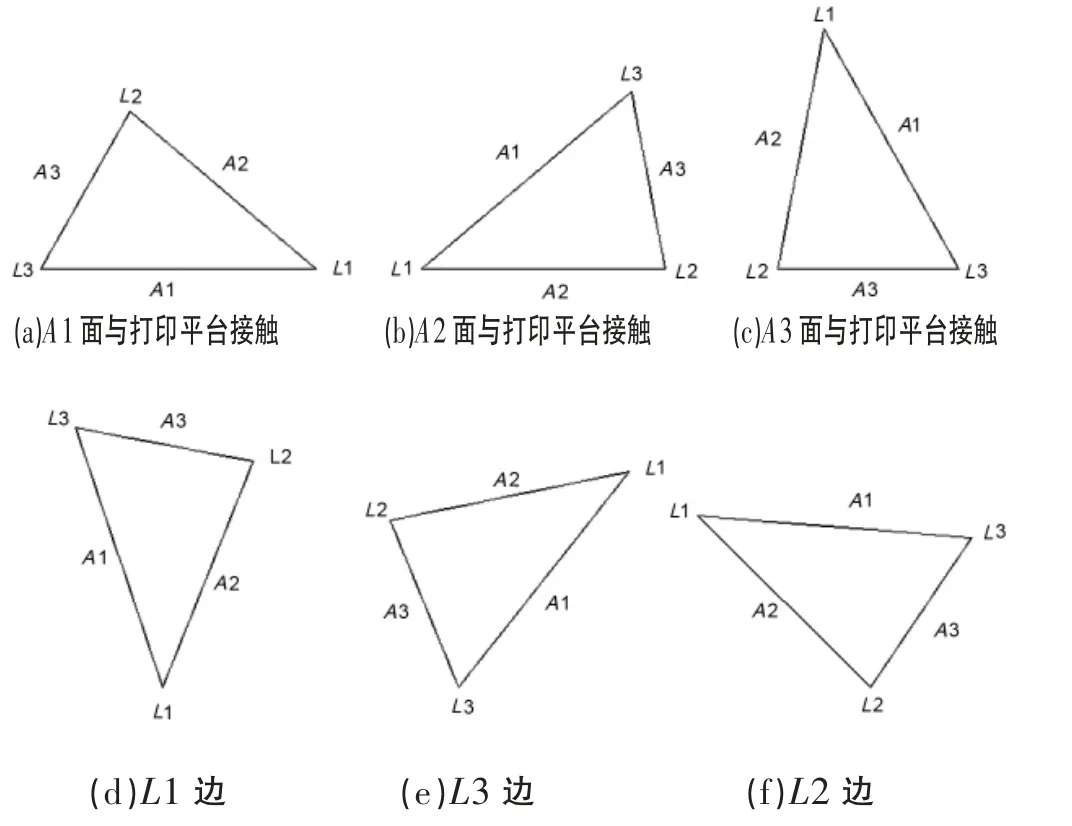
圖1 三維模型放置的平面視圖
當打印模型上一個分層的面積大于下一個分層的面積時,在打印過程中添加支撐的概率就會增大,從而導致打印效率降低、打印耗材增加,而且在后處理去除支撐的過程中,會在該表面留下破損、材料殘留等缺陷,甚至一旦支撐出現毀壞,就會導致整個模型打印失敗。因此,打印時應當通過合理的模型放置,減少不必要的打印支撐,提高打印質量。
模型放置方向不同除了會引起添加支撐的方式不同,影響到零件成型質量,還會由于打印方向的差異,使模型表面產生不同程度的階梯效應,同樣也會影響到零件的成型質量。如圖2所示,同一放置位置,在相同的打印層厚條件下,不同的打印方向,會引起的階梯效應程度也各不相同,當沿Z方向和X方向打印時,就會產生階梯效應;而當沿著Y方向打印時,卻不會產生階梯效應。
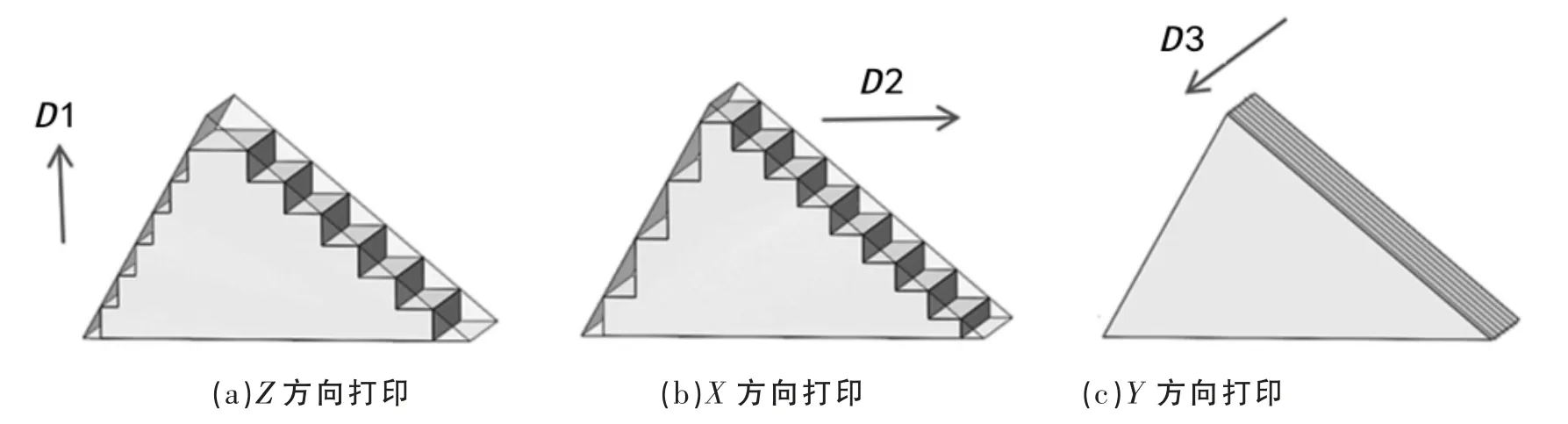
圖2 三維模型打印方向
當打印方向與模型的特征面相互垂直或平行時,打印過程中就不會產生階梯效應,因此,模型的放置還要遵循使打印方向和模型的特征面最多的成垂直或平行的原則,減少階梯現象的產生,提高零件成型精度。
對于雙材料接受腔模型的放置如圖3所示,在打印過程中僅需在模型底部添加必要的支撐,其他位置均無支撐,而且沿Z方向打印與模型的特征面垂直最多,避免了在軟性材料層與殘肢接觸的內表面產生支撐,同時也減少了階梯現象的出現,使得打印質量更接近于實體模型。

圖3 雙材料接受腔模型的放置方向
3 打印分層算法研究
模型的分層處理是整個3D打印工程中非常關鍵的環節,其對于成型效率的影響要遠大于路徑規劃[5]。在分層算法中,分層厚度是最主要的分層因素,在FDM打印中,對于STL模型的分層厚度還直接關系著成型件的表面精度,對于大多數模型來說,分層厚度越大,分層和成型時間越長,成型質量越差;分層厚度越小,分層和成型時間越短,成型質量越理想。
3.1 STL模型的分層流程
由第1節可知,STL格式文件是一種三角面片文件,3D打印所進行的是逐層增材制造的過程,在打印機讀取該文件后,就會對其進行分層,將空間三角面片離散成有序的二維輪廓的集合,在后續選擇合理的打印路徑后,就可以直接進行加工。
STL模型分層的主要流程為:首先判斷模型的高度,再選擇合理的分層厚度后,自下而上用截平面在分層方向上與三角面片相交,在當前層與所有的三角面片相交后,提取相交線段并按照一定的順序將線段首尾相連,便形成截面輪廓,然后將截平面上升一個層高,再次與三角面片相交形成該層的截面輪廓,依次進行下去,直到下一個截平面的高度大于模型高度為止,整個流程如圖4所示。
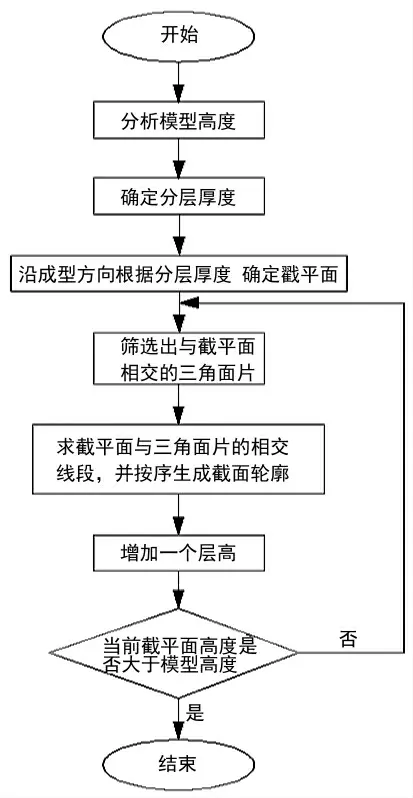
圖4 STL模型分層的主要流程
3.2 雙材料接受腔的自適應分層算法
在對STL模型進行切片時,應用最廣泛也是市面上大多數切片軟件默認的分層方式為等厚分層。等厚分層就是按照相等的層厚對模型進行切片處理,在打印機允許的層厚范圍內,選擇一個適當的層厚,用截平面依次與三角面片求交,并對每層交平面上的交線段按照一定的順序首尾相連,構成該層截面輪廓。這種分層方式,算法簡單,較易實現,對于規則的模型適用性好,但是對于較復雜的模型效果不好,易產生階梯效應,而且容易掩蓋模型的部分特征,改進方法可以盡量減小層厚,但會導致模型的成型效率大大降低,增加打印時間。
具體應用到雙材料接受腔的切片處理時,由于模型是不規則的柱狀結構,針對等厚分層的缺點,可以應用根據模型輪廓而改變層厚的自適應分層算法。該方法主要是利用Z軸特征曲線確定模型的外輪廓曲線,進行分段處理后,分析外輪廓曲線與打印正向間的夾角關系,確定外輪廓分層厚度,最后運用概率統計、疊加求和等方法得出每一層切片的自適應分層厚度。
4 打印路徑規劃研究
在切片處理完成后,需要對每層的截面輪廓內部按照一定的規律進行打印填充,不同的路徑規劃會對打印產生不同的影響[6],主要有以下3個方面:①打印效率。合理的噴頭移動路徑,不僅能夠完全覆蓋需要的打印區域,避免無效移動,還能夠節省打印時間,提高打印效率,降低打印成本。②打印精度。路徑填充的不合理同樣會在零件表面產生階梯效應,甚至在有的打印區域還會產生路徑相交和缺失情況,影響最后的打印精度和成型質量。③成型件的力學性能。由于填充路徑的不同導致成型件內部結構也不相同,填充的角度、密度等因素都會使力學性能產生差異,填充密度過大會造成材料的浪費;填充密度過小,會使成型件達不到所需的結構強度。
4.1 FDM成型常用的掃描路徑
直線掃描。直線掃描就是逐行對分層后的截面輪廓進行掃描填充,使用非常廣泛。在掃描過程中,速度按照設定好的加工速度,當遇到空腔時,噴頭移動速度會提高。
這種方法雖然實現起來較為簡單,但是也有其局限性。對于空腔較多的截面輪廓,噴頭會在空走速度和打印速度之間來回切換,不僅不能減少打印時間,還會使打印機發生振動,降低噴頭和打印機使用壽命,影響成型件的表面精度,而且相同填充方向,收縮應力也會往一個方向,導致打印過程中出現翹邊。
輪廓偏置掃描。輪廓偏置掃描就是從每一層的截面輪廓開始,向模型內部依次等距偏置進行掃描填充。
這種方法使打印時方向不固定,內應力相對分散,減少了成型件翹邊變形的發生,提高了成型精度,對于結構規則的打印模型來說較為適用。但是對于形狀較為復雜的模型,在向內偏置過程中會出現路徑相交重合,增加了算法難度,甚至會造成錯誤的打印路徑,最終打印失敗。
分區掃描。分區掃描是將截面輪廓按照一定的劃分規則,分成多個區域,然后選擇合適的掃描方式分別對這幾個區域進行掃描填充。這種方法將一個復雜的不規則的截面區域,劃分成幾個簡單的形狀區域,采用簡單的掃描算法,避免了直線掃描和輪廓偏置掃描的一些缺陷。
該方法在打印部分復雜模型時減少了噴頭的跳轉和翹邊情況的發生,但是截面輪廓區域的劃分如果不合理,反而會降低打印效率,造成噴頭的不規則移動,影響打印質量。
4.2 雙材料接受腔打印的路徑規劃
一般而言,建立的雙材料接受腔模型是通過掃描修型后的殘肢表面等厚偏置而成的,軟性材料層(內層)和硬性材料層(外層)厚度都是5 mm,髕韌帶以下部分的截面輪廓是環形形狀,如圖5(a)所示;而髕韌帶以上起懸帶作用髕骨兩側部分的截面輪廓則是左右分開的2個區域,如圖5(b)所示,因此對于雙材料接受腔模型需要采用多種掃描方式相結合。
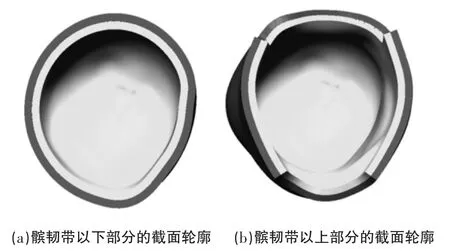
圖5 雙材料接受腔剖視圖
對于雙材料接受腔下部分截面輪廓是環形形狀的,在打印填充時可以在傳統等距輪廓偏置掃描基礎上,采用優化的螺旋偏置掃描方式,根據打印模型的截面形狀,在硬性材料層的外表面和軟性材料層的內表面采用較小的偏置距離d,中間采用較大的偏置距離D,這樣既可以確保接受腔內外表面的質量,又可以在不影響成型精度的情況下減少打印時間[7],而且螺旋偏置掃描在打印上述模型時避免了容易產生空腔的缺點,減少打印過程中噴頭的跳轉次數,實現連續填充。圖6為雙材料打印等距輪廓偏置掃描和優化的螺旋偏置掃描2種方式示意圖。
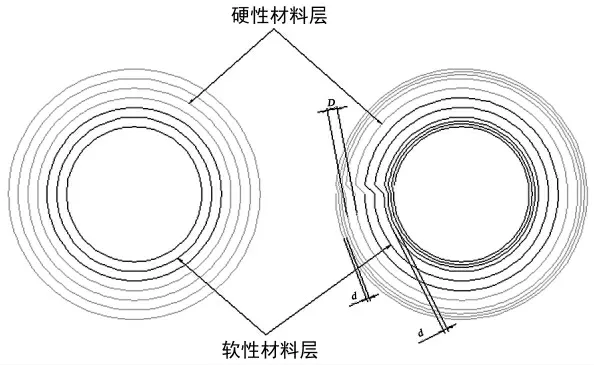
圖6 等距輪廓偏置掃描和優化的螺旋偏置掃描
對于髕骨兩側的接受腔部分,如圖7所示,由于是截面輪廓分開的左右2個區域,打印時整體規范采用分區掃描,而且患者在穿戴假肢時兩側要起到懸吊的作用,需要有更好的結構強度,因此在打印某一種材料時又需采用復合掃描和分層掃描相結合的方式。

圖7 髕骨兩側接受腔的截面輪廓
復合掃描即打印硬性材料或軟性材料時在螺旋偏置掃描的基礎上,內部采用往復直線掃描,而分層掃描則在相鄰的兩層內部填充交替采用長邊掃描和短邊掃描填充,如圖8所示,這樣不僅提高了表面質量,還提高產品的工藝性能。

圖8 髕骨兩側接受腔的內部交替填充方式
5 結束語
以上針對模型的結構特點和作用需求,提出了基于FDM工藝的適合于軟、硬雙材料小腿假肢接受腔打印的模型放置方向、打印分層算法和路徑規劃。之后就可以通過選擇合適的多噴頭FDM 3D打印設備,直接實現軟、硬雙材料小腿假肢接受腔實物的打印制造,這將為3D打印技術生產出更加個性化,更加舒適實用的假肢接受腔提供了參考和支撐,也為FDM工藝在康復輔具領域的更廣泛應用奠定了基礎。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03