水下清管發(fā)射器清管鏈剪切機(jī)構(gòu)優(yōu)化設(shè)計
2023-02-18 08:35:18袁宇翔
機(jī)械工程師 2023年1期
袁宇翔
(中海油能源發(fā)展股份有限公司 安全環(huán)保分公司,天津 300456)
0 引言
近年來,隨著中國海上油氣勘探逐步發(fā)展,在國家的大力支持下,我國逐漸從近海油氣田向深水油氣田進(jìn)行鉆探和開發(fā),勢必會促進(jìn)水下生產(chǎn)系統(tǒng)及其配套設(shè)施的開發(fā)和研制。海底低溫環(huán)境使得在油氣運輸過程中管道內(nèi)壁會附著一層冷凝物、石油蠟及石油里的瀝青烯等沉淀物,水下清管發(fā)射裝置作為海底管道和管匯通道的清洗設(shè)備,是管道維護(hù)的重要組成部分,它的特點是從水下發(fā)射清管器,目前我國還沒有開發(fā)制作出該類型產(chǎn)品[1-2]。本文以一種新型的水下清管發(fā)射裝置為基礎(chǔ),根據(jù)剪切閥門剪切清管器連接鏈的基本要求,對剪切閥門進(jìn)行了結(jié)構(gòu)設(shè)計。剪切閥板是剪切清管器連接鏈的重要工具,對剪切閥板的相關(guān)尺寸參數(shù)進(jìn)行合理設(shè)計,優(yōu)化清管器鏈的分離過程特性,并對優(yōu)化后的剪切機(jī)構(gòu)強(qiáng)度進(jìn)行有限元分析,為清管系統(tǒng)清管器的分離過程提供保障,對我國水下清管發(fā)射裝置的選型試制具有重要的參考價值。
1 清管鏈剪切機(jī)構(gòu)設(shè)計
1.1 清管發(fā)射裝置介紹
清管器分離機(jī)構(gòu)是清管器發(fā)射裝置中的主體部分,主要包括鉛錘、載球筒、球筒外殼和剪切閥門等關(guān)鍵部分。
1.2 剪切閥門設(shè)計
剪切閥門作為水下清管器分離過程的“核心”,其主要作用為切斷清管器之間的清管鏈,控制清管器的發(fā)射位置。根據(jù)水下清管器發(fā)射裝置的設(shè)計條件以及水下閥門的功用,將剪切閥設(shè)計為閘閥,能夠快速切斷清管鏈。該剪切閥類似于單作用液壓缸的執(zhí)行機(jī)構(gòu)驅(qū)動閥門,它直接控制清管鏈的剪切過程,用于分離清管器,主要是由剪切閥門主體結(jié)構(gòu)、液壓執(zhí)行機(jī)構(gòu)和ROV操作端組成。
其中剪切閥板主要根據(jù)剪切功能、擋住上部清管總成要求、清管鏈的尺寸和刀具進(jìn)程等幾個因素來設(shè)計,使用強(qiáng)度高的鉻鎳鈦不銹鋼材料做成導(dǎo)流孔形式的刀片,環(huán)形切割清管鏈,比平板閘刀更加迅速有效,專門為剪切清管鏈而設(shè)計。
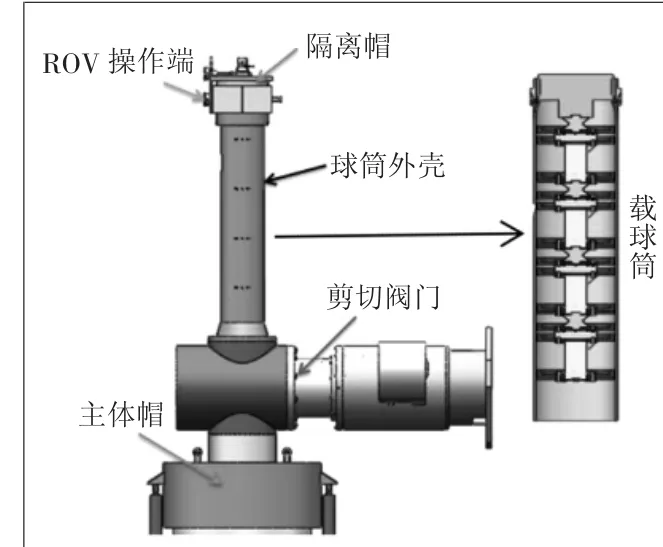
圖1 水下清管器分離機(jī)構(gòu)
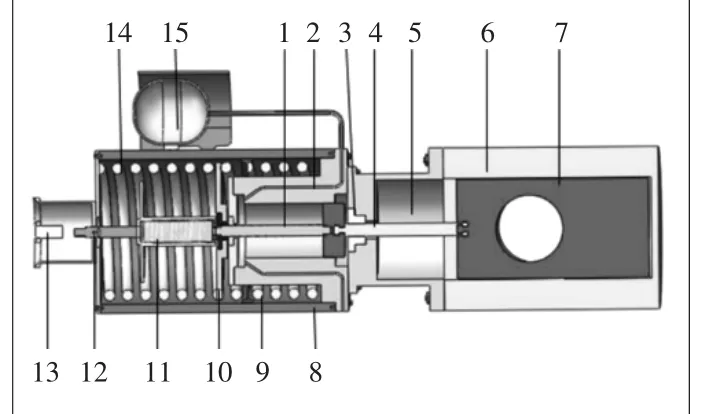
圖2 剪切閥門
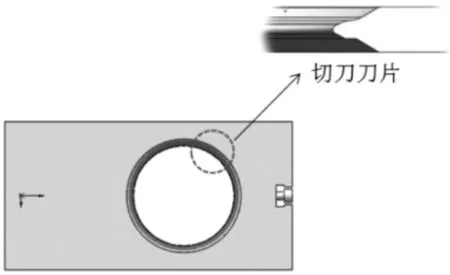
圖3 剪切閥板
1.3 剪切機(jī)構(gòu)執(zhí)行過程
清管鏈在重力作用下下落,清管器進(jìn)入閘閥擋板處,此時開啟執(zhí)行機(jī)構(gòu)液壓控制,活塞桿在液壓推動力的作用下直至閥板移動開啟,使第一個清管器通過閥板孔下落至錐形臂處,清管器前部的第一片皮碗可以通過錐形結(jié)構(gòu)的變徑,然后由于清管器皮碗與變徑小端的過盈配合卡緊,此時清管鏈正好處于剪切閥門閘刀位置,此時可以操作ROV通過傳動螺母來關(guān)閉液壓執(zhí)行,在彈簧的彈性勢能下推動閥板閘刀向右運動剪斷清管鏈,并且使擋板阻止第二個清管器的下落,然后通過ROV操作控制閥門打開液壓管線向發(fā)射筒內(nèi)注入乙二醇,推動第一個清管器向下運動,驅(qū)動清管器至管道中進(jìn)行清管,剪切過程如圖4所示。
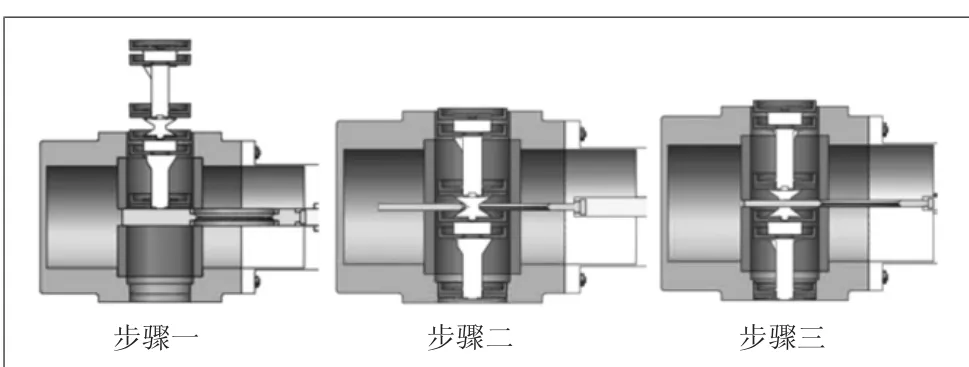
圖4 剪切清管鏈過程
2 剪切機(jī)構(gòu)結(jié)構(gòu)優(yōu)化
2.1 力學(xué)分析
在剪切結(jié)構(gòu)剪切模擬過程中,需要考慮材料的失效準(zhǔn)則和切削分離方法。剪切刀具剪切清管鏈的過程中,受到剪切力的作用時,推動剪切閥板對清管鏈的作用力F,迫使清管鏈發(fā)生截面塑性變形,達(dá)到屈服極限后發(fā)生斷裂,實現(xiàn)分離目的[3-4]。
設(shè)清管鏈外半徑為r2,內(nèi)半徑為r1,在受到剪應(yīng)力的同時,還有兩個清管器之間的軸向應(yīng)力,為此建立了一個模擬受力情況接近實際剪切機(jī)構(gòu)的力學(xué)模型,求得清管鏈?zhǔn)r的極限載荷,從而得到剪切時的刀具剪切力。
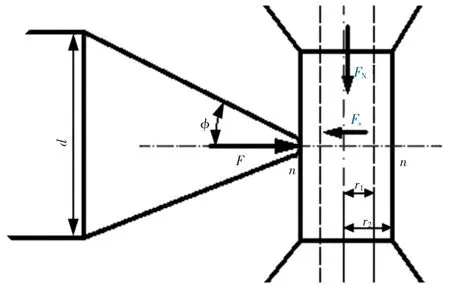
圖5 剪切受力模型
閥板刀具選用硬質(zhì)合金刀,馬氏體型9Cr18MoV,淬火回火后的硬度為280 HB,屈服許用值σ0.2=600 MPa,泊松比為0.25,彈性模量為600 GPa。進(jìn)給速度設(shè)計為3 m/min,切刀進(jìn)給量大于清管鏈外徑。
由彈性力學(xué)可知,在圓筒截面內(nèi)半徑r處任一點的切向應(yīng)力σt與徑向應(yīng)力σr和徑向位移u有如下通解:
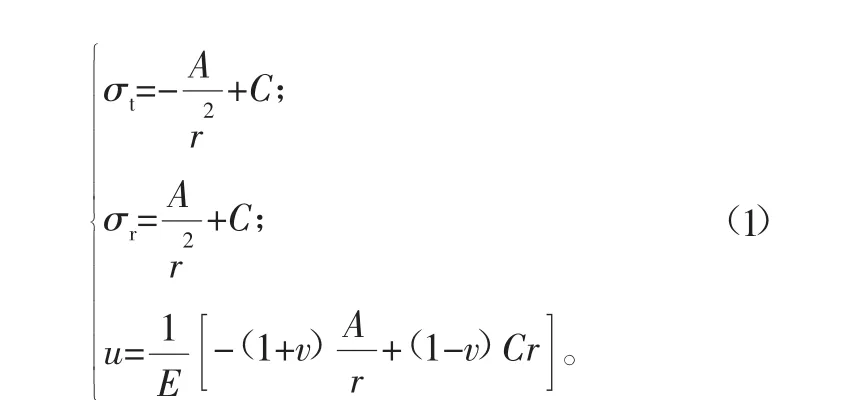
式中:v和E分別為材料的泊松比和彈性模量;A和C為待定系數(shù)。
由邊界條件(即r=r1,σr=P1和r=r2,σr=-P2)確定A和C,代入式(1)可得:
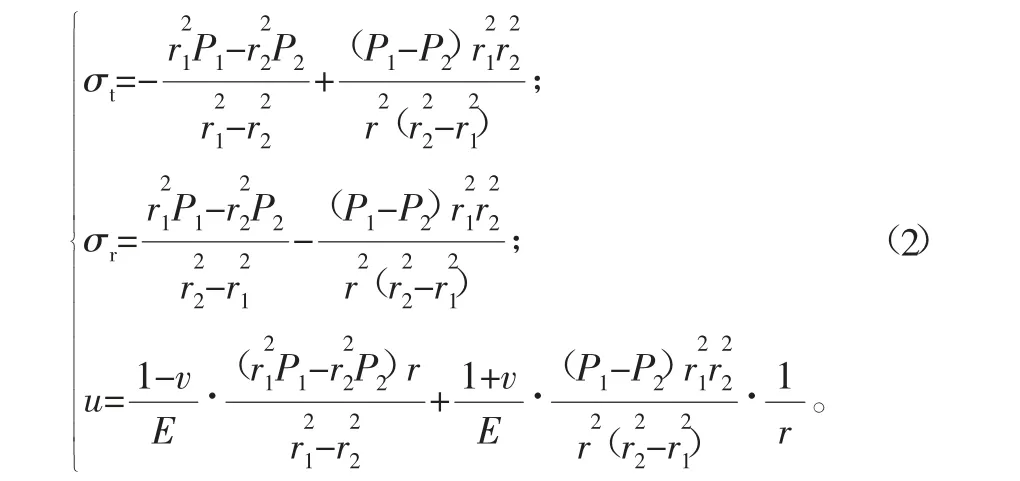
當(dāng)清管鏈?zhǔn)艿郊羟辛r,其受力情況和只受外壓P2作用的厚壁圓筒完全相同。因此將P1=0代入式(2)中,得到清管鏈與閥板接觸面內(nèi)任意點r處的切向應(yīng)力σt和徑向應(yīng)力σr的計算公式:
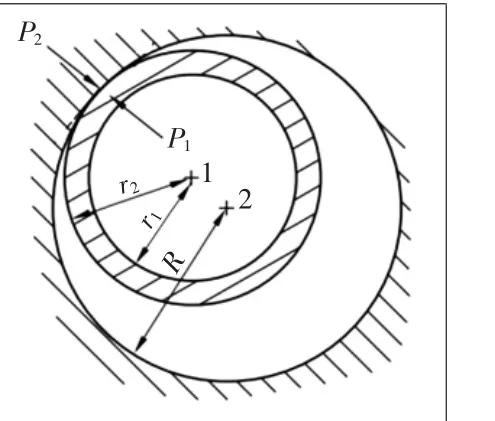
圖6 剪切清管鏈模型圖
按照第四強(qiáng)度理論,等效應(yīng)力σv可以從下式得出:
由式(5)可知,r越小,σv越大。當(dāng)r=r2時,σv為最大值,在與閥刀接觸點的等效應(yīng)力最大。由式(5)得

為了使剪切刀具能夠順利剪切清管鏈,在選取接觸面時保守估計,選取刀具與清管鏈能夠接觸的最大面積作為接觸面積。
計算可知,刀片長度大于r2-r1,切刀與清管鏈的接觸面積正投影最大為
圖7 最大接觸面
式中:P2為刀具剪切壓強(qiáng);φ為二分之一刀具張角;FN為清管鏈軸向壓力,上部重力為5760 N;f為動摩擦因數(shù),取0.15。
2.2 參數(shù)優(yōu)化
通過建立剪切閥門刀具剪切清管鏈的數(shù)學(xué)模型并進(jìn)行優(yōu)化設(shè)計,從而得到較優(yōu)的刀具和清管鏈參數(shù),將減小剪切力、優(yōu)化清管鏈尺寸作為目標(biāo)優(yōu)化設(shè)計的目標(biāo),采用非線性約束優(yōu)化,得到剪切閥門的參數(shù)最優(yōu)值。
1)確定目標(biāo)函數(shù)。
以剪切的工作載荷最小作為優(yōu)化設(shè)計的目標(biāo)函數(shù),結(jié)果可以驗證執(zhí)行機(jī)構(gòu)的串聯(lián)彈簧及傳動桿直徑等的結(jié)構(gòu)尺寸設(shè)計。
優(yōu)化目標(biāo)函數(shù):
2)確定設(shè)計變量。
剪切閥門的工作載荷由執(zhí)行機(jī)構(gòu)提供,選取剪切刀具的厚度,清管鏈的外半徑和內(nèi)半徑作為優(yōu)化設(shè)計的變量,得到

3)確定約束條件。
清管鏈?zhǔn)艿缴喜?個清管器和1個鉛垂的重力作用,其軸向壓力必須小于其許用應(yīng)力。

式中:FN為被剪切清管鏈上部重力;r2為清管鏈外徑;r1為清管鏈內(nèi)徑;PN為清管鏈軸向壓力,在非剪切條件下,PN需小于清管鏈的最大工作載荷34.5 MPa。
得到軸向力約束條件為

根據(jù)清管鏈特性參數(shù),選取清管鏈的外半徑和內(nèi)半徑范圍,計算得到清管鏈的外半徑和內(nèi)半徑的約束條件:
由彈塑性力學(xué)可知,在剪切刀具的作用下,清管鏈產(chǎn)生滑開型裂縫(II型),在切口模型中,應(yīng)力強(qiáng)度因子是表征裂尖附近應(yīng)力場強(qiáng)度的重要參數(shù)[5]。切口張角越小,切口裂縫的應(yīng)力強(qiáng)度因子越大,表征它越容易發(fā)生切割,此時可以降低閥板剪切力,能夠有效減小清管鏈被剪斷面塑性變形,使切口頂端在切斷面上出現(xiàn)應(yīng)力峰值點,有利于保證清管鏈在預(yù)定位置精確剖分。但張角太小又容易使刀具發(fā)生磨損。從圖8可以看出,當(dāng)切口張角較小時,改變切口張角對其剪切效率影響相對較弱,所以選取張角為30° ~40° 之間比較合適,即當(dāng)φ為15°~20°之間時,裂解質(zhì)量最佳。
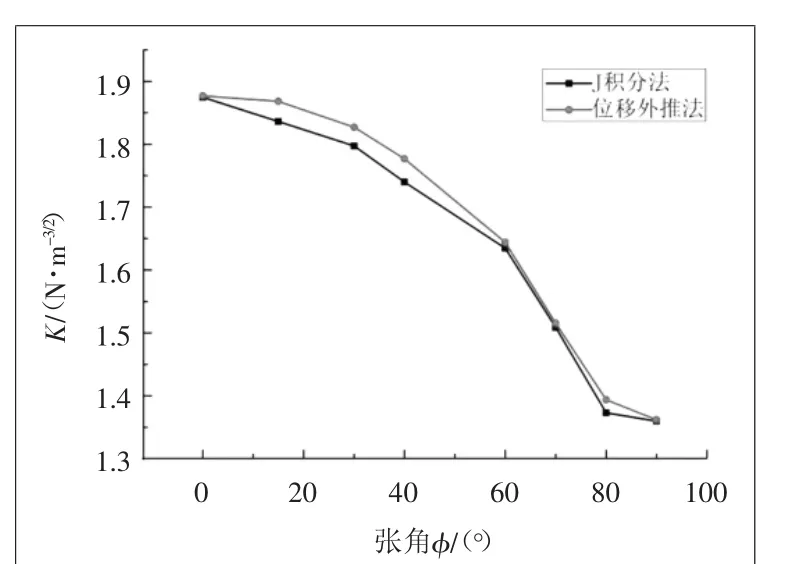
圖8 不同切口張角的應(yīng)力強(qiáng)度因子
得到張角約束條件為

4)參數(shù)優(yōu)化計算。
根據(jù)設(shè)計變量、目標(biāo)函數(shù)和約束條件,確定為求解非線性約束極小值優(yōu)化問題,使用Matlab中提供的fmincon函數(shù)求解多元非線性優(yōu)化問題,對其進(jìn)行參數(shù)優(yōu)化,優(yōu)化后的結(jié)果為:φ=15°,r2=0.022,r1=0.0194,此時的剪切力為579.19 kN,目標(biāo)函數(shù)收斂于最優(yōu)解。
圖9為剪切力F與清管鏈尺寸r1、r2的變化曲面,當(dāng)?shù)毒邚埥?φ設(shè)為30°時,剪切力的大小隨著清管鏈的尺寸增大而急劇增大。

圖9 剪切力隨清管鏈尺寸的變化曲面
從圖10剪切力F與角度φ的關(guān)系可以看出,角度越小,剪切效果越好,但是出于對閥刀強(qiáng)度的考慮和刀具的疲勞損傷,故選取30°作為閥刀刀尖的張角。
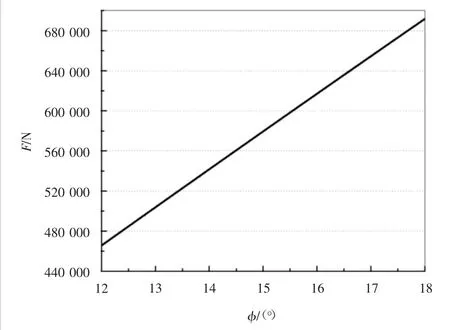
圖10 角度φ對剪切力的影響
然后根據(jù)上述參數(shù)來設(shè)計刀具厚度,刀具最小厚度取決于刀具的剛度和剪切力,刀具刀尖處的最小厚度公式為
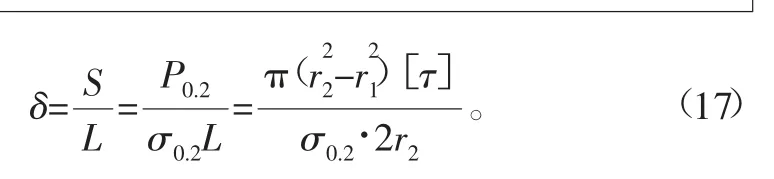
式中:S為刀具的橫截面,近似為矩形;L為刀具與清管鏈接觸的最大寬度,取清管鏈外徑;P0.2為清管鏈產(chǎn)生永久變形為0.2%的載荷;[τ]為清管鏈剪切應(yīng)力,根據(jù)剪切應(yīng)力設(shè)計手冊得到塑性材料的剪切應(yīng)力極限為0.8倍抗拉極限,[τ]=0.8[σ]=0.8×450=360 MPa;[σ]為清管鏈的拉伸應(yīng)力極限,450 MPa;σ0.2為刀片的屈服強(qiáng)度許用值,600 MPa。
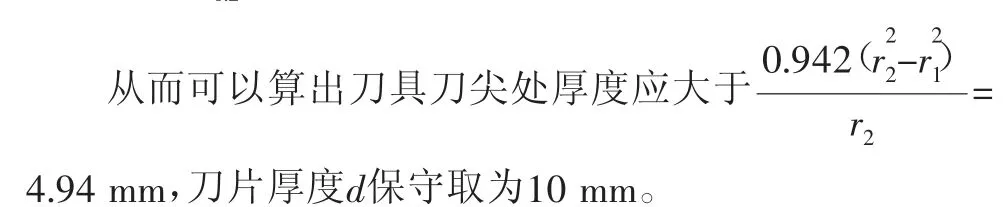
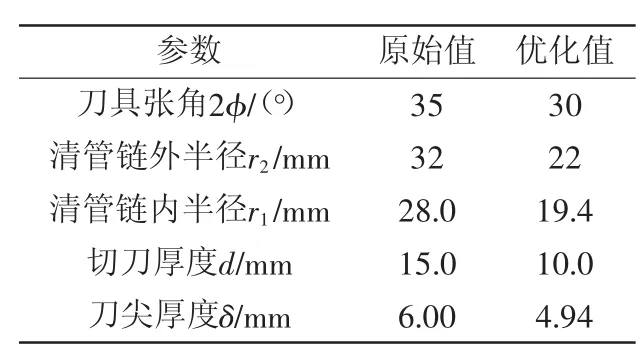
表1 優(yōu)化前后結(jié)果對比
3 有限元分析
通過建立有限元分析可以驗證理論分析,通過設(shè)置不同的參數(shù)來模擬剪切清管鏈的受力過程,切刀剪切清管鏈為局部受力,可以簡化分析模型,如圖11所示。
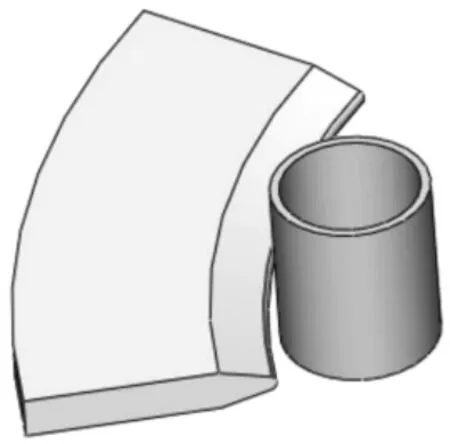
圖11 剪切清管鏈模型圖
切刀材料設(shè)置為合金鋼9Cr18MoV,屈服許用值σ0.2=600 MPa,泊松比為0.25,彈性模量為600 GPa。清管鏈材料為普通低碳鋼,泊松比為0.3,彈性模量為210 GPa。材料失效準(zhǔn)則判定數(shù)據(jù)包括材料初始失效判定,由Ductile和Shear兩種方法共同確定初始失效點的位置,以及材料累進(jìn)失效積累判定,包括材料初始失效后的硬化數(shù)據(jù)[6]。
在切刀上施加590 kN 的 力,切刀和清管鏈采用通用接觸算法定義,結(jié)果如圖13所示。
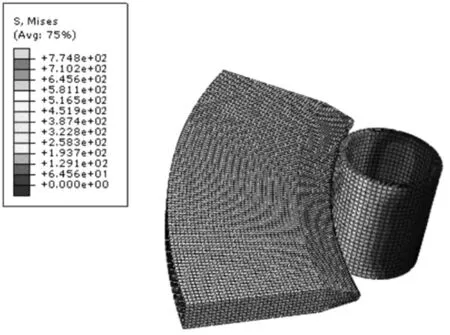
圖13 施加590 kN時的最大等效應(yīng)力
此時清管鏈已經(jīng)發(fā)生了較大的塑性變形,受到的應(yīng)力足以剪斷清管鏈,根據(jù)剪切力的公式逆推可知,在閥刀施加590 kN 剪切力時,清管鏈?zhǔn)艿降淖畲髴?yīng)力應(yīng)為r2=22 r1=19.4
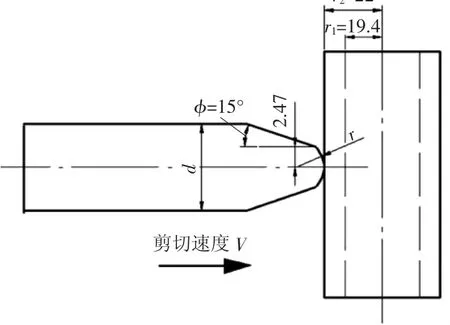
圖12 切刀參數(shù)
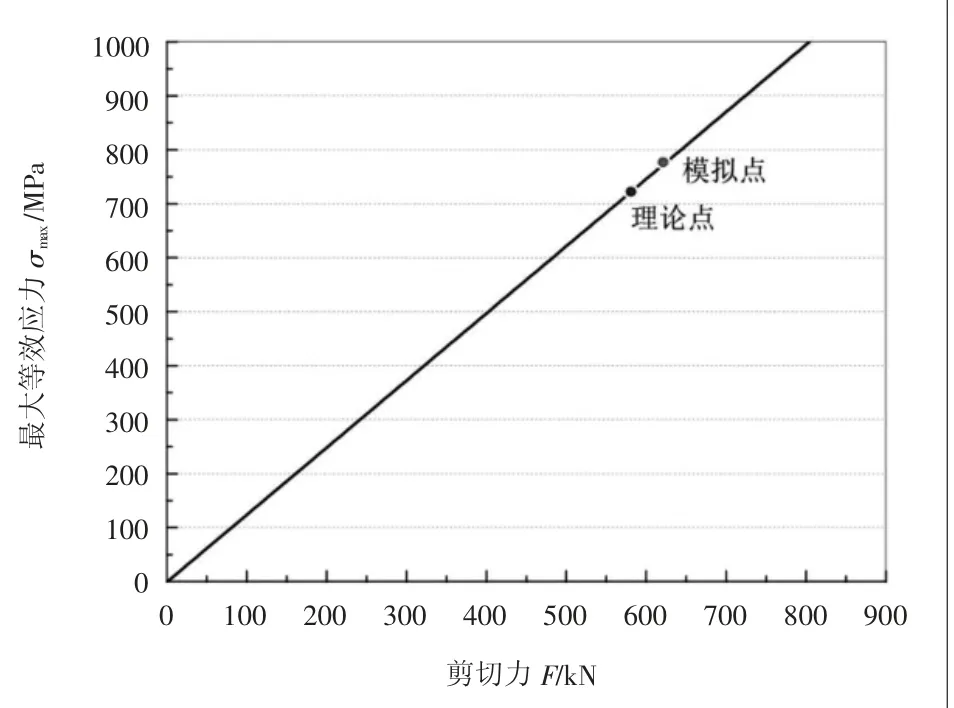
圖14 切刀壓力與最大等效應(yīng)力
從結(jié)果分析可以得出,在施加590 kN切向力時,清管鏈?zhǔn)艿降淖畲髴?yīng)力為774 MPa,理論計算值為730 MPa,相對誤差為5.9%,與結(jié)果基本吻合。
在剪切過程中,清管鏈會在一定程度上發(fā)生向內(nèi)塌陷,這與剪切閥刀刀片的刀尖圓角有關(guān),當(dāng)?shù)都鈭A角較小時,剪切更加容易,切斷面質(zhì)量更好,但是對刀具的磨損更加嚴(yán)重,所以需要選擇一個合適的刀尖圓角。隨著圓角半徑的增大,刀具無法再有效地進(jìn)行剪切,由于清管鏈上下被清管器所固定住,在清管鏈中間發(fā)生斷裂之前,兩端由于軸向拉伸引起的應(yīng)力過大而發(fā)生斷裂(如圖16),這時剪切機(jī)構(gòu)將失效,無法進(jìn)行剪切清管鏈操作。
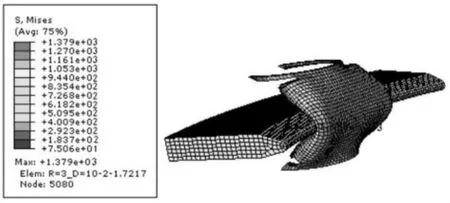
圖16 r=3 mm時的應(yīng)力云圖
故刀尖圓角半徑選取r=2.75 mm,此時可以符合刀尖厚度大于4.94 mm,也能得到平滑的清管鏈的切斷面,順利進(jìn)行切割清管鏈的操作。
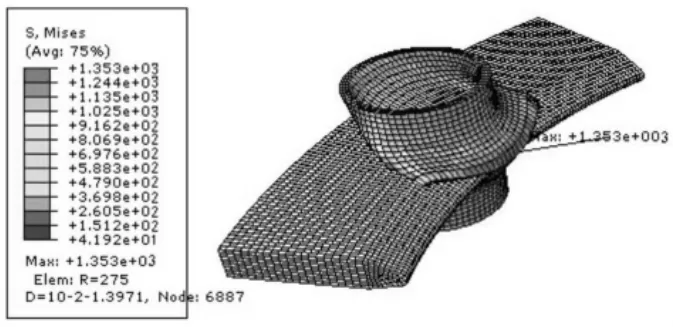
圖15 r=2.75 mm時的應(yīng)力云圖
4 結(jié)語
水下清管器分離過程是根據(jù)水下清管裝置的組成綜合考慮各種設(shè)計方案得到的,所設(shè)計的清管器分離過程閥門數(shù)量少、控制方法簡單可行,便于ROV操作,提高剪切過程的可行性和效率。通過對剪切閥門剪切清管鏈進(jìn)行受力分析,得到剪切力與清管鏈內(nèi)外半徑和刀具張角之間的關(guān)系式,使用Matlab非線性約束優(yōu)化問題求解方法對參數(shù)進(jìn)行優(yōu)化,得到剪切機(jī)構(gòu)參數(shù)最優(yōu)解。對剪切結(jié)構(gòu)進(jìn)行動態(tài)非線性有限元分析,比較分析了剪切力的數(shù)值計算值和有限元模擬值,分析了不同參數(shù)對剪切過程的影響,對剪切機(jī)構(gòu)進(jìn)行了改進(jìn)和優(yōu)化,為清管發(fā)射裝置剪切閥門的制造提供了依據(jù)。
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
中國石油石化(2021年8期)2021-07-20 07:36:12
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
煤氣與熱力(2021年3期)2021-06-09 06:16:18
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
智富時代(2018年5期)2018-07-18 17:52:04
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
